Классификация методов обработки металлов давлением. Горячая и холодная деформация. Технология и способы прокатки.
К обработке металлов давлением относят прокатку, волочение, прессование, ковку, штамповку, и некоторые специальные процессы, например, отделочную и упрочняющую обработку пластическим деформированием и т.д.
В результате холодной пластической деформации искажается кристаллическая структура металла; зёрна, из которых он состоит, вытягиваются в одном направлении; возрастает прочность и снижается пластичность. Это явление называется наклёп. Деформировать наклепанный метал труднее, нужны большие усилия, более мощное оборудование. Поэтому холодная пластическая деформация применяется реже, только для самых пластичных металлов или заготовок малого сечения (листы, проволока). Волочение и листовая штамповка обычно осуществляются вхолодную. При этом достигается высокая точность размеров и чистота поверхности. Есть возможность влиять на свойства изделия за счёт разной степени наклепа.
При горячей пластической деформации наклёп не возникает, т. е. металл не упрочняется. Сопротивление металла при горячей пластической деформации примерно в 10 раз меньше, чем при холодной. Поэтому можно получить большую величину деформации. Но в процессе нагрева на металле образуется окалина (слой оксидов), что снижает качество поверхности и точность размеров. Прокатка, ковка, прессование, объёмная штамповка обычно выполняются как горячая обработка давлением.
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки. Процесс прокатки осуществляется как в холодном, так и горячем состоянии. Начинается в горячем состоянии и проводится до определенной толщины заготовки. Тонкостенные изделия в окончательной форме получают, как правило, в холодном виде (с уменьшением сечения увеличивается теплоотдача, поэтому горячая обработка затруднена).
Основными технологическими операциями прокатного производства являются подготовка исходного металла, нагрев, прокатка и отделка проката.
Подготовка исходных металлов включает удаление различных поверхностных дефектов (трещин, царапин, закатов), что увеличивает выход готового проката.
Нагрев слитков и заготовок обеспечивает высокую пластичность, высокое качество готового проката и получение требуемой структуры. Необходимо строгое соблюдение режимов нагрева. Основное требование при нагреве: равномерный прогрев слитка или заготовки по сечению и длине до соответствующей температуры за минимальное время с наименьшей потерей металла в окалину и экономным расходом топлива.
Температуры начала и конца горячей деформации определяются в зависимости от температур плавления и рекристаллизации. Прокатка большинства марок углеродистой стали начинается при температуре 1200…1150 0С, а заканчивается при температуре 950…9000С.
Существенное значение имеет режим охлаждения. Быстрое и неравномерное охлаждение приводит к образованию трещин и короблению.
При прокатке контролируется температура начала и конца процесса, режим обжатия, настройка валков в результате наблюдения за размерами и формой проката. Для контроля состояния поверхности проката регулярно отбирают пробы.
Отделка проката включает резку на мерные длины, правку, удаление поверхностных дефектов и т.п. Готовый прокат подвергают конечному контролю.
Процесс прокатки осуществляют на специальных прокатных станах.
44. Технологическое оборудование прокатного стана. Процессы нагрева металла перед обработкой давлением. Нагрев слитков и заготовок обеспечивает высокую пластичность, высокое качество готового проката и получение требуемой структуры. Необходимо строгое соблюдение режимов нагрева. Основное требование при нагреве: равномерный прогрев слитка или заготовки по сечению и длине до соответствующей температуры за минимальное время с наименьшей потерей металла в окалину и экономным расходом топлива.
Температуры начала и конца горячей деформации определяются в зависимости от температур плавления и рекристаллизации. Прокатка большинства марок углеродистой стали начинается при температуре 1200…1150 0С, а заканчивается при температуре 950…9000С.
Оборудование для деформирования металла называется основным и располагается на главной линии прокатного стана (линии рабочих клетей).
Рисунок 1 — Схема прокатного стана
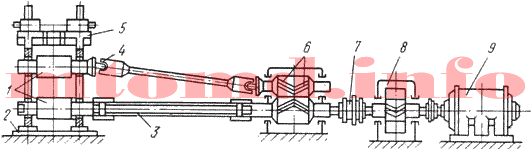
1 – прокатные валки; 2 – плита; 3 – трефовый шпиндель; 4 – универсальный шпиндель; 5 – рабочая клеть; 6 – шестеренная клеть; 7 – муфта; 8 – редуктор; 9 – двигатель
Главная линия прокатного стана состоит из рабочей клети и линии привода, включающей двигатель, редуктор, шестеренную клеть, муфты, шпиндели.
Прокатная клеть
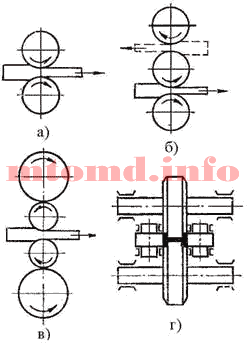
Прокатные валки 1 установлены в рабочей клети 5, которая воспринимает давление прокатки. Определяющей характеристикой рабочей клети являются размеры прокатных валков: диаметр (для сортового проката) или длина (для листового проката) бочки. В зависимости от числа и расположения валков в рабочей клети различают прокатные станы: двухвалковые (дуо-стан), трехвалковые (трио-стан), четырехвалковые (кватро-стан) и универсальные (рисунок 2).
В двухвалковых клетях (рисунок 2, позиция а) осуществляется только по одному пропуску металла в одном направлении. Металл в трехвалковых клетях (рисунок 2, позиция б) движется в одну сторону между нижним и верхним, а в обратную – между средним и верхним валками.
В четырехвалковых клетях (рисунок 2, позиция в) устанавливаются опорные валки, которые позволяют применять рабочие валки малого диаметра, благодаря чему увеличивается вытяжка и снижаются деформирующие усилия.
Универсальные клети (рисунок 2, позиция г) имеют неприводные вертикальные валки, которые находятся между опорами подшипников горизонтальных валков и в одной плоскости с ними.
Шестеренная клеть 6 предназначена для распределения крутящего момента двигателя между валками. Это одноступенчатый редуктор, передаточное отношение которого равно единице, а роль шестерен выполняют шестеренные валки.
Шпиндели предназначены для передачи крутящего момента от шестеренной клети прокатным валкам при отклонении от соосности до 10…12 0. При незначительном перемещении в вертикальной плоскости применяют шпиндели трефового типа 3 в комплекте с трефовой муфтой. Внутренние очертания трефовых муфт отвечают форме сечения хвостовика валка или шпинделя. Муфтой предусмотрен зазор 5…8 мм, что допускает возможность работы с перекосом 1…2 0. При значительных перемещениях валков в вертикальной плоскости ось шпинделя может составлять значительный угол с горизонтальной плоскостью, в этом случае применяют шарнирные или универсальные шпиндели 4, которые могут передавать крутящий момент прокатным валкам при перекосе шпинделя до 10…12 0.
Рисунок 2 — Прокатные клети
В качестве двигателя прокатного стана 9 применяют двигатели постоянного и переменного тока, тип и мощность зависят от производительности стана.
Редуктор 8 используется для изменения чисел оборотов при передаче движения от двигателя к валкам. Зубчатые колеса – обычно шевронные с наклоном спирали 30 0.
По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката.
Нагрев металла осуществляют в пламенных и электрических печах. По распределению температуры печи могут быть камерные и методические. В камерных печах периодического нагрева температура одинакова по всему рабочему пространству. В методических печах температура рабочего пространства постоянно повышается от места загрузки заготовок до места их выгрузки. Металл нагревается постепенно, методически. Печи характеризуются высокой производительностью. Применяются в прокатных и кузнечно-штамповочных цехах для нагрева слитков из цветных металлов. Крупные слитки перед прокаткой нагревают в нагревательных колодцах – разновидности камерных, пламенных печей.
В качестве транспортных устройств в прокатном производстве используют:
слитковозы и различного вида тележки для подачи слитков и заготовок от нагревательных устройств к стану;
рольганги – основное транспортное средство прокатных цехов (транспортеры с последовательно установленными вращающимися роликами обеспечивают продольное перемещение металла; при косом расположении роликов возникает возможность поперечного движения полосы);
манипуляторы, предназначенные для правильной задачи полосы в калибр;
кантователи, предназначенные для поворота заготовки вокруг горизонтальной оси.
Влияние газового состава атмосферы печи на величину окалинообразования. Влияние температуры и химического состава на скорость окисления. Методы борьбы с окислением и обезуглероживанием.
В настоящее время методические печи, в которых топливо сжигается с коэффициентом расхода воздуха в диапазоне от 1,05 до 1,25 – одно из самых распространенных средств нагрева металла перед прокаткой. В результате нагрева заготовок в таких печах теряется от 1% до 3,5% массы металла за счет его окисления. При нагреве стали окисленный слой представляет собой окалину, которая образуется в результате диффузионного процесса окисления железа и примесей, входящих в состав стали. Окалина состоит из окислов железа в виде соединений Fe203, Fe304 и FeO, располагающихся в трех слоях. Наружный ее слой Fe203 - гематит составляет примерно 2% от общей толщины окалины, промежуточный слой Fe304 - магнетит примерно 18%, а внутренний FeO - вюстит - 80%. Активное окалинообразование при нагреве стали начинается при температуре около 700 °С и возрастает особенно быстро при температурах выше 900 °С. В связи с вышесказанным можно ожидать ощутимый экономический эффект при условии уменьшения влияния отрицательных факторов при нагреве металла в методических печах. Существует немало способов борьбы с окалиной с помощью различных обмазок, применением скоростного нагрева и т.д., но все они не могут дать необходимого эффекта: одни - просты в исполнении, но не дают должного результата, другие – эффективны но для повсеместного применения экономически невыгодны. Поскольку данная проблема является очень актуальной, была поставлена задача создания математической модели, которая позволяет исследовать влияние печной атмосферы на образование окалины при нагреве металла в методической печи. В ходе исследований было установлено, что на состав печной атмосферы непосредственное влияние оказывает коэффициент расхода воздуха α. Состав печных атмосфер и коэффициенты расхода воздуха приведены в таблице.

Дата добавления: 2015-03-19; просмотров: 3525;