Бесшовные трубы
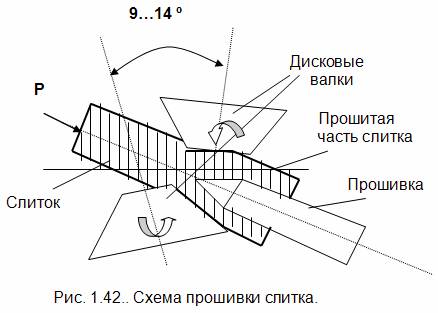
Круглый или граненый слиток диаметром прошивается на прошивочном стане (рис. 1.42). Валки (грибовидной или дисковой формы) установлены под углом 9 …14 º друг к другу. Заготовка продавливается через оправку, а из - за растягивающих напряжений, создаваемых вращающимися валками, происходит течение металла от центра слитка и за счет этого без больших усилий происходит прошивка отверстия.
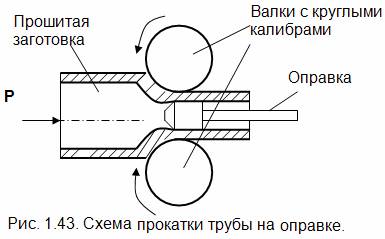
Далее проводится раскатка полученной гильзы тоже на оправке (рис. 1.43), в результате уменьшаются внутренний и наружный диаметры и увеличивается длина заготовки. Прокатку выполняют за два прохода с поворотом трубы на 90 ° . Получают трубу диаметром свыше 57 мм. На третьем этапе получения трубы дальнейшее уменьшение их диаметров ведут в непрерывных станах уже без оправки.
48. Область применения литейно – прокатных модулей и их конструкции. Особенности прокатки на литейно – прокатных модулях
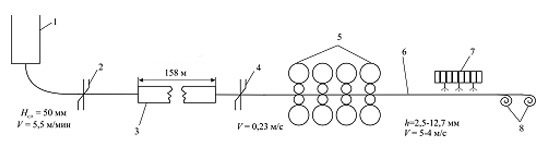
Схема расположения оборудования
1 – МНЛЗ; 2 – ножницы; 3 – проходная роликовая печь; 4 – ножницы аварийного реза; 5 – непрерывная группа клетей; 6 – отводящий рольганг; 7 – установка ускоренного охлаждения металла; 8 – моталки
Литейно-прокатный модуль (ЛПМ) - в нем органично совмещается процесс разливки стали на заготовку и ее последующая горячая прокатка без охлаждения непрерывнолитой заготовки. Для ЛПМ характерны высокие скорости литья (выше 6-8 м/мин), что соответствует производительности более 5 тонн заготовки в минуту. При этом разливаемая заготовка представляет собой тонкий сляб толщиной 50-80 мм.
ЛПМ успешно функционируют как в условиях конвертерных цехов, так и на мини металлургических заводах.
Важнейшим элементом технологического построения ЛПМ является исключение потерь тепла, связанных с промежуточными циклами охлаждения и нагрева заготовки.
Дата добавления: 2015-03-19; просмотров: 1388;