ГЛАВА 10 КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ КАК СРЕДСТВО УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ 24 страница
[...] Последствия правонарушения выражаются главным образом в двух формах: I) наказание и 2) вознаграждение за вред. Наказание состоит в причинении нарушителю права страданий отнятием у него какого-либо блага, обеспеченного ему, как и всем гражданам, самим правом: жизни, свободы, телесной неприкосновенности, имущественной неприкосновенности (штраф, конфискация). Вознаграждение пострадавшего от правонарушения за вред, причиненный ему нарушителем, состоит в восстановлении нарушенного равновесия интересов; в уравнении происшедшего сокращения ценности одного имущества за счет ценности из имущества правонарушителя.
Наказание грозит правонарушителю страданием, вознаграждение вреда обещает пострадавшему исправить причиненное страдание. Наказание имеет в виду отнять у правонарушителя благо, заранее определенное за подобное деяние; вознаграждение за вред предполагает отнять у правонарушителя столько ценности, сколько потребуется для того, чтобы привести интересы пострадавшего к прежнему уровню. Наказание поражает лично нарушителя и со смертью его отпадает; обязанность вознаграждения входит в пассив имущества правонарушителя и за смертью его переходит к наследникам в составе наследства. Наказание падает полностью на каждого из соучастников совершенного совместно правонарушения, тогда как вознаграждение за вред распределяется по частям между соучастниками правонарушения.
Кроме этих двух основных последствий, которые соединяются с правонарушениями, возможны еще и иные. Так, правонарушение может повлечь за собою принудительное восстановление того фактического состояния, с которым связан интерес потерпевшего. Если у собственника похищена принадлежащая ему вещь, то он прежде всего заинтересован в возвращении ему этой вещи путем полицейской силы. Если сдающий помещение под магазин уклоняется от предоставления его нанимателю, то по взгляду, принятому в некоторых законодательных, он может быть принужден к тому судебным приставом на основании судебного решения. Если вызванный на суд свидетель не является, то он может быть подвергнут приводу.
Нарушение права, насколько оно сопровождается наказанием как последствием, называется уголовным правонарушением или преступлением. Если же нарушение права вызывает вознаграждение за вред, то оно составляет гражданское правонарушение. Следовательно, различие между уголовным и гражданским правонарушением обусловливается различием последствий, соединяемых по закону с тем или другим правонарушением. Изменение последствий, сделанное законодателем, изменяет и характер правонарушения. [...]
Текст печатается по изд.: Шершеневич Г.Ф. Общая теория права. Вып. III.— С.629—641.
ГЛАВА 10 КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ КАК СРЕДСТВО УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ
Стремись измерять все.
Делай неизмеримое
измеримым.
Г.Галилей
Общие положения
Существующая учебная литература по проектированию приспособлений либо вообще не рассматривает вопросы конструирования контрольно-измерительных приспособлений, либо рассматривает поверхностно. И это нетрудно понять, потому что проблема управления качеством является одной из самых наукоемких, требует интеграции многих отраслей знаний, постоянной подпитки новыми достижениями науки. Отсутствие современной идеологии проектирования измерительной оснастки во многом объясняется низкая метрологическая культура производства, нехватка квалифицированных кадров разработчиков оснастки. Сегодня трудно найти более актуальную и более сложную проблему, чем повышение качества продукции, ее конкурентоспособности. И путь к этому только один- повышение квалификации персонала, повышение фондовооруженности контрольно-измерительных операций.
К сожалению, приходится констатировать тот факт, что уже давно по проектированию контрольно-измерительной оснастки для студентов вузов не издавалось никакой литературы. Последними изданиями были такие книги: Гиппа Б.А. ²Контрольные приспособления² (1960г.) и Иванова А.Г. ²Измерительные приборы в машиностроении² (1964г.); Левинсона Е.М. ²Контрольно-измерительные приспособления в машиностроении² (1953г.). Будучи фундаментальными и передовыми трудами в свое время, они сейчас, конечно, устарели.
Культура и уровень точности машиностроительного производства определяются прежде всего точностью и насыщенностью производства современными КИП. Экономию на приобретении и изготовлении современных КИП следует считать сомнительной, поскольку она в конце концов приводит к скрытому перерасходу ресурсов. Для примера можно рассмотреть случай, когда сложная корпусная деталь изготавливается не на станке с ЧПУ, а контролируется на плите с помощью различных приспособлений и ручных измерительных инструментов. Трудоемкость изготовления детали составляет 2-3 часа без вмешательства оператора, а ее полный контроль на плите занимает 19-20 часов у квалифицированного контролера. Здесь наблюдается морально-техническое несоответствие элементов целостной технологической системы- оборудования и КИП. Использование на контрольной операции координатно-измерительной машины (КИМ) в сочетании со средствами вычислительной техники позволяет приблизительно в 10 раз быстрее осуществить полный контроль с составлением протокола измерений.
С возрастанием сложности изделий растет число контролируемых параметров. Так, у самолета ИЛ-62 насчитывается 50 млн. контролируемых параметров, а у ИЛ-86 еще больше.
Увеличение надежности сложных систем объективно повышает требования к качеству, ужесточению контроля, повышению трудоемкости контрольных операций. Например, трудоемкость изготовления компьютера в одной из фирм Италии составляет 48 часов, из них 30- трудоемкость контрольных операций. При этом 40% операций автоматизировано.
Итак, мы приходим к выводу, что точность есть категория экономическая, нравственная и интеллектуальная, поскольку является воплощением девиза: меньше ресурсов, больше ума и совести. Подтверждением тенденции возрастания точности (снижения погрешности) изготовления машиностроительной продукции является диаграмма, приведенная на рис.10.1.
Рисунок 10.1 – Диаграмма снижения средней погрешности изготовления.
Диаграмма свидетельствует об объективном законе, присущем техническому прогрессу: экономия всех видов ресурсов обуславливается повышением точности изготовления.
Степень насыщенности производства КИП (коэффициент оснащенности) определяется по формуле
 ,
,
где Кк- число параметров, контролируемых с помощью КИП;
Ко- общее число параметров, подлежащих контролю с помощью КИП.
Максимальный уровень оснащенности достигается при ККИП=1. ККИП определяет уровень метрологического обеспечения и влияет на технико-экономические показатели производства (рис.10.2; рис.10.3).
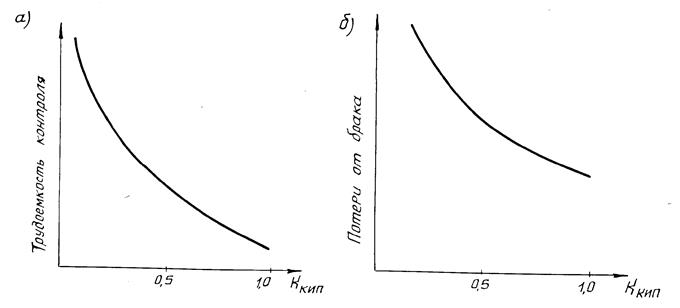
Рисунок 10.2 – Диаграмма зависимости трудоемкости контроля (а) и потерь, связанных с браком (б) от коэффициента оснащенности КИП.
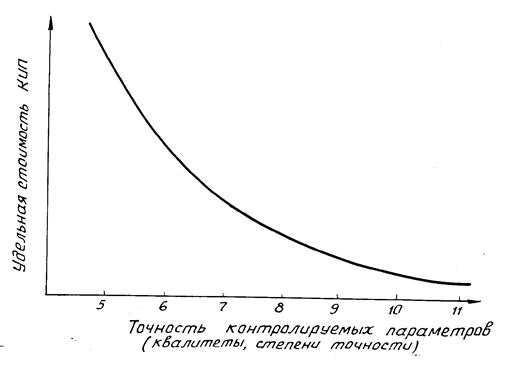
Рисунок 10.3 – Связь удельной стоимости КИП и точности контролируемых параметров.
Под качеством продукции мы будем понимать совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенным потребностям в соответствии с ее назначением. В более узком смысле слова интерпретировать качество можно как способность изделия соответствовать требованиям, установленным в технических условиях, стандартах и конструкторской документации. Качество- исключительно сложное, многофакторное явление, составляющими которого являются точность, надежность, экономичность, эстетичность, прочность.
В машиностроении показатели качества изделий весьма тесно связаны с точностью обработки деталей машин. Точность обработки, или технологическая точность, оценивается степенью соответствия поля рассеивания реальных отклонений изделий заданному допуску. Под параметрами точности мы будем понимать линейные и угловые размеры, отклонения расположения и формы, степени шероховатости, волнистости.
Согласно ГОСТ 16504-74 техническим контролем называется проверка соответствия продукции (или процесса), от которого зависит ее качество, установленным техническим требованиям. Технический контроль является необходимой частью технологии машиностроения и важнейшим элементом управления качеством. Главной целью технического контроля является выявление различных дефектов и предотвращение появление брака. Новая идеология воздействия на качество предусматривает переход от проверки качества к управлению качеством на всех этапах производства.
Технология контроля дополняет технологический процесс обработки и сборки элементами измерения и технического анализа, которые необходимы как источник информации о качестве продукции в ходе ее изготовления. Операции контроля входят в процесс производства как его неотъемлемая часть, поставляющая информацию, необходимую для управления производством.
Таким образом, специфической функцией КИП является обеспечение персонала достоверной и объективной информацией, необходимой для принятия решений по управлению технологическим процессом. Другими словами, КИП выполняет функцию обратной связи, без которой невозможно управление процессами обработки. Образно говоря, КИП- это глаза рабочего и технолога, благодаря которым становится видными и понятными процессы, происходящие на микроуровне. Технологу, вооруженному КИП, легко поставить правильный диагноз ²недомогания² технологического процесса и применить меры по его устранению.
Комплекс мероприятий для обеспечения, единства и требуемой точности выполняемых измерений мы будем называть метрологическим обеспечением. Научной основой метрологического обеспечения является метрология- наука об измерениях, методах и средствах обеспечения, их единстве и достижении требуемой точности.
Дата добавления: 2014-12-24; просмотров: 964;