Источник информации при обработке на многоцелевых станках
Выбор источника информации о ходе обработки на многоцелевых станках с ЧПУ затруднен чередованием в определенной последовательности заданной УП работы инструментов, выполняющих различные виды обработки. На рис. 54 представлен универсальный ДУ для САдУ предварительной обработкой на многоцелевых станках. ДУ позволяет получать информацию о ходе различных видов обработки (фрезеровании, рассверливании, зенкеровании, растачивании). Универсальность ДУ обеспечена тем, что стандартная часть измерительной схемы размещена одинаковым конструктивным способом в корпусе каждой оправки, несущей режущий инструмент.
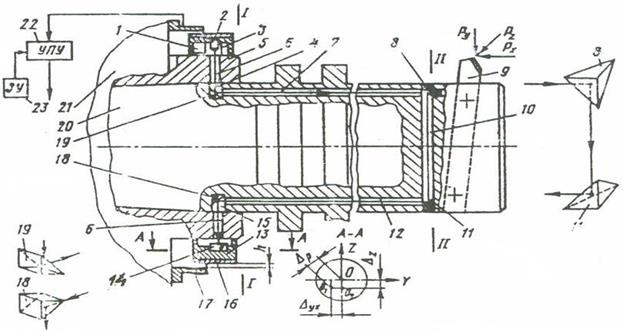
Рис. 54. Конструкция динамометрического у зла для САдУ
обработкой на многоцелевом станке:
1 – источник питания; 2 – точечный источник света; 3 – электрическая схема;
4 – глухое отверстие; 5 – шпиндель станка; 6 – отверстие; 7 – отверстие
в оправке; 8 – призма; 9 – резец; 10 – отверстие; 11 – призма; 12 – отверстие;
13 – кольцо; 14 – фотоприемник; 15 – отверстие; 16 – антенна передающая;
17 – антенна приемная; 18 – призма; 19 – призма; 20 – оправка; 21 – корпус
шпиндельной коробки; 22 – устройство программного управления;
23 – задающее устройство
Например, для однорезцового растачивания эта часть, состоящая из призм 8, 11, 18, 19, установлена в корпусе расточной оправки 20 следующим образом: призмы 18 и 19 – неподвижно, каждая соответственно в глухих отверстиях 15 и 4, выполненных в коническом хвостовике оправки. Призмы 8 и 11 расположены в сквозном отверстии 10, выполненном в консоли корпуса, симметрично относительно друг друга и призм 19 и 18. Отверстия под призмы соединены между собой отверстиями 7 малого диаметра и закрыты резиновыми пробками. Другая часть ДУ неподвижно закреплена на выступающей консоли шпинделя 5 станка.
Контроль за процессом, например, однорезцового растачивания отверстий посредством ДУ осуществляется следующим образом. Манипулятор станка устанавливает оправку в шпиндель станка, находящийся в определенном угловом положении, где ее закрепляют. При этом автоматически включается точечный источник света, луч которого через отверстие 6 в шпинделе попадает на призму 19, отражается, идет на призму 8 и после отражения от призм 8, 11, 18 падает в центр 0 фотоприемника (начало отсчета фиксируется электрическим способом).
При врезании резца 9 в заготовку под действием равнодействующей Рхy силы резания консоль оправки прогибается относительно шпинделя (в плоскости I – I). При этом сечение II – II, в плоскости которого расположены призмы 8 и 11, изменяет свое первоначальное положение относительно сечения I – I. Призмы 18 и 19 остаются неподвижными относительно шпинделей, так как они расположены дальше сечения I – I. В результате луч света перемещается по рабочей поверхности фотоприемника на величину Δxy относительно точки 0, пропорциональную прогибу y0xy консоли оправки и силе Рхy. Консоль оправки прогибается на величину y0 также в плоскости действия силы Рz.
Вследствие изменения положения сечения II – II луч счета перемещается по марке фотоприемника на величину Δz, которая пропорциональна y0z и Рz. Таким образом луч света переходит из точки 0 в точку 01 на величину ΔР, пропорциональную значению возникшего вектора силы резания Р. Фотоприемник выдает электрические сигналы, пропорциональные Δxy, Δz, которые поступают на передающую антенну, затем по каналу радиосвязи на приемную антенну и далее в УПУ 22, в котором усиливаются и могут суммироваться. В УПУ подается также сигнал с ЗУ 23, пропорциональный силе Р, которую необходимо поддерживать постоянной в процессе обработки (величина уставки).
При равенстве значений и знаков сигналов, поступающих с ЗУ и ДУ, обработка ведется с S = const. При отклонении в ту или иную сторону входных данных заготовок, затуплении режущего инструмента изменяются P, yxy, yz и соответственно Δxy, Δz и ΔР. Электрические сигналы, пропорциональные изменениям последних, поступают в УПУ, сравниваются с сигналами ЗУ и УПУ выдает сигнал рассогласования, который подается в блок управления подачей САдУ и в соответствии с которым путем изменения S осуществляется корректировка хода обработки.
Дата добавления: 2019-04-03; просмотров: 312;