На токарных станках с ЧПУ
Выше при описании процессов механической обработки с помощью дифференциальных уравнений типа (5) в качестве параметра, определяющего силу резания, был принят прогиб резца y1 (см. рис. 20).
Для определения сил резания при растачивании отверстий использованы собственные упругие перемещения оправки 3 (рис. 50), неподвижно закрепленной винтами 6в корпусе 7 сменного инструментального блока. Внутри оправки 3установлен с зазором стержень 4;на нем смонтированы индуктивный бесконтактный датчик, имеющий катушку индуктивности 9, установленную на регулировочной втулке 8,и якорь 14в виде винта с дисковой головкой. Воздушный зазор h между катушкой и якорем регулируется вращением последнего и фиксируется гайкой 15.В паз корпуса 7 вмонтирована электрическая схема 16с автономным источником питания, имеющая выход через разъем 13, установленный на крышке 12, на катушку датчика или через радиомодем (10, 11) к внешнему приемнику. Гайка 5служит для регулирования вылета Lрасточного резца. В отверстии оправки 3смонтирован виброгаситель 1. При врезании резца 2в заготовку под действием составляющих Рх, Ру оправка 3упруго прогибается относительно торца (сечение I–I) корпуса 7 на величину
yoxy = PyL3/3EJ + PxRL2/2EJ, (16)
где L – расстояние от вершины режущих кромок до сечения I–I; R – расстояние от вершины инструмента до оси оправки; Е – модуль упругости; J – момент инерции сечения оправки.
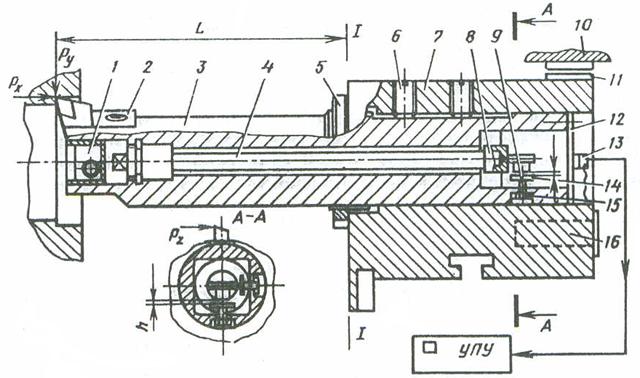
Рис. 50. Динамометрический узел для САдУ растачиванием
отверстий на токарных станках с ЧПУ
Так как стержень 4жестко связан с оправкой 3, то он перемещается вместе с последним без прогиба из-за наличия зазора между ними. Вследствие перемещения правого конца стержня с катушкой 9изменяются зазор h и индуктивность катушки.
Малогабаритные динамометрические узлы (ДУ)
Для определения силы, передаваемой через неподвижные или подвижные стыки пар сопрягаемых деталей, могут быть использованы малогабамалогабаритные ДУ. Например, для САдУ черновой обработкой на станках токарного типа ДУ (рис. 51) выполнен в виде болта, в корпусе 3которого расположены стержень 12, упругая разрезная втулка 5(из стали 65Г) и шарик 4. Осевая фиксация стержня и регулирование предварительного сжатия втулки 5осуществляют гайкой 10. Внутри втулки неподвижно закреплен консольный элемент 8с тензометрическим датчиком. В консоль элемента 8упирается винт 6, служащий для регулирования его предварительного прогиба.
Рис. 51. Малогабаритный динамометрический узел
для САдУ точением на токарных станках
Электрические сигналы с этого элемента снимаются через разъем 2. ДУ устанавливают в резцедержатель 11 вместо одного из болтов крепления резца 9. Предварительной тарировкой ДУ установлена зависимость между осевой силой Р0и деформацией yВ= f(P0) втулки 5, а также прогибом yГ.Э элемента 8, электрические сигналы с которого поступают в УПУ 1. По контрольному прибору последнего можно судить о значении и отклонениях P0.
При обработке под действием составляющей Pz происходит деформирование резца в плоскости действия этой силы. В результате прогиба резца или деформирования в стыке между ним и резцедержателем стержень перемещается, так как корпус ДУ жестко закреплен гайкой 7. Вследствие этого изменяются величины уВ, yГ.Э. Устройство 1 фиксирует это отклонение.
Конструктивные параметры ДУ могут изменяться в зависимости от места его установки, значения и направления действующих на устройство сил. Малогабаритное ДУ, предназначенное для встраивания в стыки пар сопрягаемых деталей, показано на рис. 52. ДУ состоит из стального (сталь 65Г) упругого корпуса 2,обладающего высокой жесткостью и имеющего сквозной паз. В нем на текстолитовой прокладке 6неподвижно закреплена разжимная планка 4,которая стянута винтом 5 и жестко крепит гетероэпитаксиальный элемент 3,выполненный в виде камертона, со свободной консолью которого контактирует регулировочный винт 10,выполненный из диэлектрика. Винтом создается предварительный натяг элемента 3. Подвод питания и съем сигналов с элемента 3, поступающих в УПУ (9), осуществляется через разъем 8. Кожух 1 закрывает измерительную часть ДУ. Два штифта 11служат ограничителями прогиба корпуса 2и исключают его поломку. На нижнюю часть корпуса напылен слой 7 твердосплавного материала, обладающего высокой износостойкостью.
Пример использования ДУ показан на рис. 53. Устройства 1 – 3, 5 и 7 устанавливают в пазы, выполненные в направляющих стола 6станка по правилу шести точек. Стол в процессе обработки имеет поступательное движение относительно станины 8. Глубина каждого паза такая, чтобы корпус ДУ был предварительно деформирован на определенную величину.
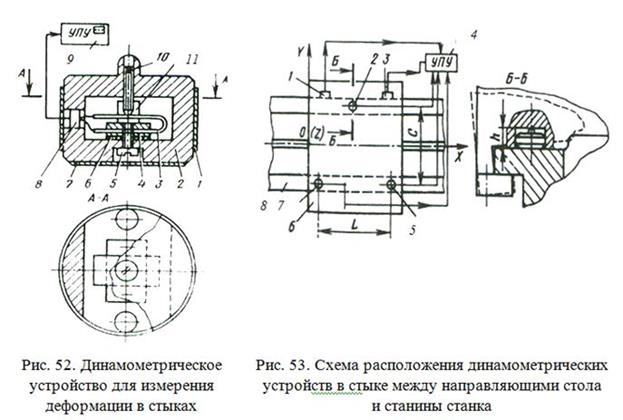
Под действием сил и моментов, возникающих в технологической системе при резании, происходит деформирование стыков и стол изменяет свое первоначальное положение. В результате деформации корпусов ДУ изменяются пропорционально перемещению точки, в которой они установлены. Сигналы с упругочувствительных элементов 3,возникающие в результате деформирования и пропорциональные ей, поступают в УПУ 4, где сравниваются и суммируются по определенному алгоритму. УПУ выдает информацию о пространственном положении стола в любой момент времени.
Дата добавления: 2019-04-03; просмотров: 302;