Правильное определение и оптимальное распределение производственной программы. Порядок распределения производственной программы. Объемные расчеты загрузки.
Лекция 2
Производственно-оперативное планирование. Его место в системе внутризаводского планирования. Задачи. Этапы.
Планирование производственной деятельности состоит из следующих, последовательно осуществляемых элементов:
1) разработка плана;
2) разработка и внедрение в производство организационно-технических мероприятий, обеспечивающих выполнение плана;
3) подготовка выполнения плана средствами производства, рабочей силой, технической документацией и пр.;
4) оперативное регулирование, перераспределение ресурсов в ходе выполнения планов;
5) учет, контроль и анализ результатов выполнения планов.
Планирование производственной деятельности предприятия по каждому объекту состоит из двух увязанных между собой частей:
- технико-экономического;
- оперативно-производственного.
Различие между этими двумя частями внутризаводского планирования заключается прежде всего в объектах планирования и учета.
Такие объекты планирования и учета:
- общий объем продукции, задаваемый заводу (цеху),
- себестоимость продукции,
- производительность труда,
- затраты и экономия средств производства на единицу продукции (на 1000 руб. выпуска),
- экономическая эффективность оргтехмероприятий,
- рентабельность производства и др., являются важнейшими в системе технико-экономического планирования.
I. Различие между ними — разные сроки планируемых мероприятий.
Технико-экономическое планирование осуществляется путем разработок перспективных плановых заданий и расчетов, охватывающих производственно-хозяйственную деятельность за большие отрезки времени (5 и более лет, год, квартал и месяц), без дифференциации их в форме календарного плана на короткие отрезки времени.
Назначением оперативно-производственного планирования является расчленение перспективных заданий, их распределение по исполнителям (цехам, участкам и рабочим местам) на более короткие отрезки времени: по кварталам, месяцам, декадам, пятидневкам, суткам, сменам и нередко по часовому графику.
II. Следующее различие определяется применяемыми планово-учетными единицами.
Технико-экономическое планирование характеризуется объемным характером расчетов. Наиболее важными объектами планирования и учета здесь являются:
- объем продукции, подлежащей изготовлению предприятием, цехом, участком, бригадой;
- необходимый для этого общий объем трудовых и денежных затрат;
- объем работ и затрат по обеспечению основного производства инструментом, ремонтом, материалом;
- объем выпуска на одного рабочего и т. д.
Оперативно-производственное планирование, исходя из установленных общих объемных показателей, расчленяет плановое задание на составные части, определяет подлежащие выполнению конкретные работы и по каждой работе — сроки и место выполнения.
III. Наконец, различны и единицы измерения, используемые для плановых расчетов. Конечные результаты технико-экономических расчетов, как правило, имеют ценностное выражение, а для оперативно-производственного планирования характерными являются расчеты в натуральном или трудовом выражении.
Несмотря на существенные различия технико-экономическое и оперативно-производственное планирования тесно связанны и взаимообусловленны части единого процесса внутризаводского планирования.
Задачи оперативно-производственного планирования
В машиностроении оперативно-производственное планирование является одним из основных факторов, обусловливающих решение следующих задач:
1. Равномерное и комплектное выполнение производственной программы и соблюдение директивных и договорных сроков выпуска товарной продукции.
2. Полное и наиболее целесообразное использование средств производства и трудовых ресурсов предприятия.
3. Минимальное связывание оборотных средств в стадии производства.
4. Создание условий, способствующих развитию передовых форм организации труда.
5. Обеспечение условий для механизации и автоматизации основных объемных и календарных расчетов путем точного (математического) формулирования решаемых задач оперативно-производственного планирования, подготовки исходной и нормативной информации, а также соответствующих форм документации.
Решение первой основной задачи говорит о непосредственном воздействии оперативно-производственного планирования на выполнение задания по наиболее важному показателю техпромфинплана - показателю выпуска и реализации продукции.
Решение второй задачи — полного и наиболее целесообразного использования средств производства и трудовых ресурсов предприятия обеспечивается оперативно-производственным планированием с помощью:
1) тщательных расчетов полноты и равномерной занятости трудовых ресурсов и площадей;
2) такого распределения задания между цехами, участками и рабочими местами, при котором равномерная загрузка оборудования и рабочей силы сочетается с минимальными размерами простоев во время настройки и подготовки к работе;
3) широкого внедрения поточных форм организации работ;
4) максимальной специализации рабочих мест на производстве ограниченного числа различных технологических операций.
Минимальное связывание оборотных средств в стадии производства обеспечивается оперативно-производственным планированием путем такого распределения заказа во времени по рабочим местам при котором обеспечивается максимальное сокращение длительности производственного цикла заготовок, деталей, узлов и изделия в целом, и в результате — максимальное уменьшение незавершенного производства и ускорение оборачиваемости оборотных средств в производстве.
Этапы оперативно-производственного планирования
Вес расчеты, связанные с оперативно-производственным планированием, должны вестись постепенной детализацией производственных заданий и путем постепенного их уточнения по мере выяснения результатов работы за истекший период, выявления дополнительных ресурсов и внесения необходимых коррективов в планы последующих периодов времени (квартал, месяц, декада и т. д.).
Оперативно-производственное планирование на предприятии осуществляется тремя последовательными этапами.
На I этапе органы оперативно-производственного и технико-экономического планирования распределяют производственную программу по месяцам планового года и на каждый месяц (квартал) определяют программу работы каждого цеха. Для этой цели по каждому цеху рассчитывают, с одной стороны, минимально необходимые ему для выполнения заданий ресурсы (рабочую силу, оборудование и площади), с другой — ресурсы, которыми располагает цех.
Сопоставляя потребные ресурсы с имеющимися в цехе, определяют при необходимости такие оргтехмероприятия, которые устранят недостаток ресурсов или при наличии их излишков обеспечат досрочное выполнение цехами заданий и о необходимости дополнительных заданий цеху на плановый год.
В результате объемных расчетов составляются для каждого цеха плановые задания на год и кварталы в натуральном и трудовом (в некоторых случаях и в ценностном) измерениях.
I этап условно называется этапом объемного планирования, поскольку основное его содержание заключается в объемных расчетах.
На II этапе оперативно-производственного планирования производится дальнейшая детализация и дифференциация по срокам, а также уточнение разработанных на I этапе плановых заданий по каждому цеху.
Объектом планирования на этом этапе являются отдельные узлы и детали и их движение в производстве как в пределах данного цеха, так и между отдельными цехами.
В этом смысле планы на II этапе являются более дифференцированными и уточненными. Уточняются сроки производства:
- общие сроки, устанавливаемые на I этапе на всю совокупность работ по плановому заданию (на квартал и месяц) и
- корректируются путем детализации их для каждого участка или бригады по каждому узлу, каждой детали и даже операции.
Составляется календарный план производства изделий не только по заготовительной, обработочной и сборочной стадиям отдельно, но и по точно увязанным срокам между ними с распределением работ по участкам и даже по рабочим местам в пределах каждого цеха.
Важным содержанием работ на этом этапе планирования являются нормативные расчеты:
- расчеты размеров партий и длительности производственных циклов,
- расчеты внутрицеховых и межцеховых запасов заготовок, деталей и узлов, необходимых для обеспечения бесперебойной работы цехов и участков.
II этап условно называется этапом составления календарного плана производства.
Основным содержанием календарного плана является построение сложной системы сроков производства по изделию в целом, по отдельным узлам, деталям и в некоторых случаях по отдельным операциям.
III этап (заключительный) планирования характеризуется окончательным уточнением производственных заданий и организацией их выполнения: точно определяются по каждому рабочему месту наименования работ и задания конкретным исполнителям на каждую смену. На этом этапе основным содержанием оперативно-производственного планирования являются:
1) точное формулирование задания каждому рабочему месту на смену;
2) ежедневный учет фактических результатов производства и на их основании корректирование сроков и планов, разработанных на I и II этапах;
3) регулирование работ между рабочими местами, между участками и цехами в целях предупреждения и устранения потерь, могущих возникнуть или возникших вследствие всякого рода отклонений от предусмотренных в плане наименований и сроков окончания работ.
III этап оперативно-производственного планирования условно называется оперативным планированием, поскольку характерным содержанием на этом этапе является разработка и осуществление оперативных мероприятий, т. е. таких, выполнение которых должно быть по возможности немедленным, а не в перспективе:
- оперативное регулирование работ между рабочими местами,
- обеспечение их материальными элементами подготовки производства,
- своевременная регистрация отклонений от плана и
- внесение коррективов в графики работ на каждый день, смену.
Перечисленные три этапа по своему содержанию не являются самостоятельными звеньями в системе оперативно-производственного планирования, а составляют единый процесс планирования, каждый этап которого представляет собой развитие, уточнение и исправление содержания предыдущего этапа.
Оперативно-производственное планирование на машиностроительном предприятии может быть как межцеховое, так и внутрицеховое.
На I этапе в системе межцехового планирования органы оперативно-производственного планирования, базируясь на производственной программе предприятия, устанавливают плановое задание - программу выпуска продукции в плановом периоде для каждого цеха, обосновывая ее соответствующими объемными расчетами.
В системе внутрицехового планирования па I этапе определяют программу (наименование и объем продукции) на плановый период для каждого участка, обосновывая ее также объемными расчетами. Детализация производственной программы в первом и во втором случаях может иметь различную степень.
Календарный план (II этап) в системе межцехового планирования регламентирует сроки движения продукции по цехам завода, не раскрывая частных, внутрицеховых пооперационных сроков производства по каждому предмету.
В системе же внутрицехового планирования календарный план увязывает между собой работу участков цеха или отдельных групп оборудования в пределах каждого участка и в результате устанавливает по каждой детали (заготовке) или по комплекту деталей сроки запуска в первую операцию, сроки прохождения по операциям технологического процесса или по участкам цеха и сроки выпуска в готовом виде.
На III этапе межцехового планирования осуществляется учет, контроль и оперативное регулирование работ между цехами (обеспечение своевременного движения продукции из цеха в цех), а в системе внутрицехового планирования эти же функции осуществляются по каждому цеху в целях обеспечения установленных в календарном плане сроков движения продукции по участкам и отдельным рабочим местам.
Межцеховое оперативно-производственное планирование осуществляется в центральном планово-производственном отделе (ППО) предприятия, называемым также планово-диспетчерским отделом (ПДО) предприятия.
Внутрицеховое оперативно-производственное планирование осуществляется в планово-диспетчерском бюро (ПДБ) цеха.
Границы межцехового и внутрицехового планирования могут заметно измениться по мере развития и практического внедрения автоматизированных систем управления процессом производства.
Лекция 3
Основные факторы, обусловливающие содержание объемного планирования. Задачи.Фонды времени.
Объемное планирование как первый этап оперативно-производственное планирование (ОПП) решает две взаимосвязанные задачи.
1. Определение номенклатуры продукции, включаемой в программу цехов и участков по отрезкам планового года.
2. Проверка путем объемных расчетов соответствия планируемой номенклатуры ресурсам цехов и участков (трудовым, по оборудованию и площадям).
Программа цеха (участка), проверенная на соответствие имеющимся ресурсам, должна содержать:
- номенклатуру готовой (в данном цехе) продукции;
- количество и дифференцированные сроки выпуска по каждой позиции;
- необходимый объем работ, который должен выполнить цех (участок).
В номенклатурное задание включается готовая продукция цеха как реализуемая на стороне товарная продукция предприятия (готовые заготовки, детали, узлы), так и та, которая подлежит дальнейшей обработке (или сборке) в других цехах.
Степень детализации объемного планирования и расчетов, а также их характер обусловлены в первую очередь трудоемкостью производства, масштабом и степенью регулярности выпуска по отдельным позициям программы.
В цехах с регулярно повторяющимся выпуском одной и той же продукции (серийное производство) загрузка рабочих мест также повторяется регулярно из месяца в месяц по объему и в основном по ассортименту работ. Объем загрузки изменяется (увеличивается или уменьшается) в соответствии с количественным ростом или сокращением выпуска по отдельным изделиям.
Для цехов с мелкосерийным производством характерны нерегулярное повторение выпуска одной и той же продукции и большее число различных изделий в программе.
В связи с этим на каждый плановый период (квартал, месяц) в задании цеху необходимо предусмотреть особый комплекс изделий различных наименований с таким расчетом, чтобы суммарный объем работ обеспечивал полное использование имеющихся ресурсов.
В условиях неповторяющегося единичного производства указанное усложнение расчетов увеличивается. Наиболее сложным следует считать широко распространенный в машиностроении случай, когда в цехе и на его участках сочетается продукция серийного, мелкосерийного и единичного типов производства.
Другим серьезным фактором, обусловливающим характер и сложность объемного планирования, является длительность производственного цикла изделия. Чем больше длительность производственного цикла изделия выходит за пределы планового периода тем сложнее объемное планирование.
Необходимость заблаговременного развертывания производства вынуждает включить в программу планового периода не весь комплект частей изделий (заготовок деталей, узлов), а только некоторую часть их, а остальную часть планировать на более ранние периоды.
Наконец, фактором, влияющим на степень детализации номенклатурных заданий основным цехам и на сложность объемных расчетов является уровень предметной специализации подразделений предприятия.
Структура фондов времени оборудования и затрат времени на производство
В производстве, как правило, имеют место потери, возникающие по техническим и организационным причинам. Выявление причин и правильная классификация этих потерь являются важными условиями как для соблюдения необходимой точности объемных расчетов, так и для успешной борьбы за их всемерное сокращение и устранение.
В системе оперативно-производственного планирования одни потери учитываются в минимально неизбежных размерах (на ремонт оборудования), а другие - полностью устранимые — учитываются только в той мере, в какой их устранение не обеспечено в плановом периоде соответствующими организационно-техническими мероприятиями (связанные с отсутствием технической документацией и др.).
В соответствии с этим потери в использовании оборудования (производственных площадей) и трудовых ресурсов, являющиеся возможными резервами загрузки цехов и участков, по их характеру и источникам возникновения могут быть разделены натри категории:
1. Потери, сокращающие полезный фонд времени оборудования.
2. Потери, связанные с непроизводительной или недостаточно производительной работой оборудования, увеличивающие затраты времени на производство.
3. Потери от некомплектности оборудования.
Потери, сокращающие полезный фонд времени оборудования (производственных площадей) могут быть в свою очередь разделены на три группы:
Первая группа — потери, связанные с режимом работы, установленным для (машиностроительной) промышленности (Ппром):
- выходные и праздничные дни;
- сокращенная длительность рабочей недели. Если из полного календарного фонда времени (24.365) вычесть эти потери, то оставшееся количество часов составит просто календарный фонд времени Fk.
Вторая группа — потери, связанные с режимом, установленным для данного предприятия (Пцред):
- нерабочие смены.
Остаток после вычета этих потерь из Fk является календарным фондом времени, возможным для использования Fвоз-
Третья группа — потери от простоев оборудования по организационно-техническим причинам (Порг):
- ремонт оборудования;
- неудовлетворительная организация обслуживания рабочих мест;
- неудовлетворительное оперативно-производственное планирование.
При объемных же расчетах на годовой отрезок времени норма потерь на ремонт по разным группам оборудования может заметно колебаться, так как вывод в капитальный и текущий ремонты отдельных единиц оборудования подчинен их индивидуальному графику.
Потери, возникающие от неудовлетворительной организации обслуживания рабочих мест и недостатков оперативно-производственного планирования, относятся к категории полностью устранимых. Тем не менее их действительная величина на предприятиях велика и нередко выходит за пределы 10 % фонда времени оборудования. В то же время практически эти потери возникают в скрытой форме и при объемных расчетах не учитываются.

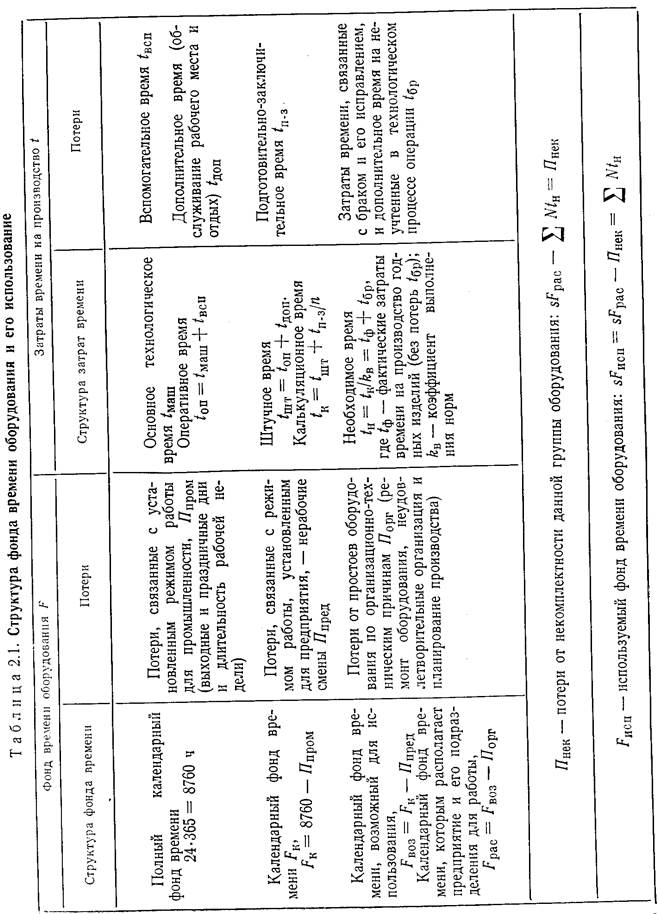
К потерям, связанным с непроизводительной или недостаточно производительной работой оборудования, относятся резервы и потери, связанные с превышением затрат времени на производство продукции (см. табл. 2.1).
В табл. 2.1 представлена структура фонда времени оборудования и его использования. В правой части таблицы показана известная в техническом нормировании структура затрат времени на производство.
По данным табл. 2.1 видно, что превышение может иметь место в отношении любого элемента калькуляционного времени. Задача заключается в выявлении размеров этих потерь или возможных резервов, в разработке и проведении необходимых конструктивно-технологических и организационно-плановых мероприятий по их снижению или использованию резервов.
Калькуляционное время tк не может служить нормой затрат времени (труда) на единицу продукции, поскольку оно, как правило, не отражает достигнутого уровня производительности труда. В основу значительной части расчетов на всех трех этапах оперативно-производственного планирования должны быть положены действительные затраты времени на единицу продукции, а именно, калькуляционное время, деленное на средний коэффициент выполнения норм kв
В kв получают отражение как средние величины снижения перечисленных в табл. 2.1 потерь, включаемых в калькуляционное время, так и допущенные в процессе производства потери на непроизводительную работу tбp (брак и дополнительные работы).
С учетом сказанного затрачиваемое на единицу продукции время в дальнейшем изложении будет называться необходимым временем tн.

Группы оборудования загружаются неравномерно: одни перегружаются работой, образуя «узкие места», другие, наоборот, имеют неиспользованные излишки фонда времени. Этот вид потерь достигает значительных размеров.
Понятия необходимого времени tн на производство и используемого фонда времени оборудования имеют наиболее широкое применение в расчетах оперативно-производственного планирования.
Лекция 4
Правильное определение и оптимальное распределение производственной программы. Порядок распределения производственной программы. Объемные расчеты загрузки.
Объемное планирование работы предприятия и его основных цехов так же, как и оперативно-производственное планирование в целом, осуществляется на основе утвержденной производственной программы
Характерным для машиностроения является положение, когда необходимая численность основных рабочих, будучи правильно определена на плановый год в целом, тем не менее может заметно колебаться по отрезкам года (кварталам, месяцам) по общему количеству и, что особенно трудно преодолимо, по отдельным профессиям.
Несбалансированность объемов работ и плановых показателей численности рабочих возникает вследствие конструктивно-технологических различий продукции, включаемой в производственную программу цехов, участков на отдельные отрезки (кварталы, месяцы) планового года.
В машиностроении баланс потребности в каждом отрезке планового периода и рассчитанной на программу численности основных рабочих и, следовательно, их планомерную и полную занятость можно постоянно поддерживать в процессе производства только путем создания незавершенного производства.
Дата добавления: 2018-11-25; просмотров: 1291;