Межоперационное время

слагаемым и должно быть предусмотрено после каждой технологической операции.
В общем случае межоперацйонное время, как уже указывалось выше, включает в себя время:
1) на производство контрольных операций;
2) транспортировку деталей к рабочему месту следующей операции;
3) ожидания деталей после окончания предыдущей операции до момента освобождения рабочего места следующей операции.
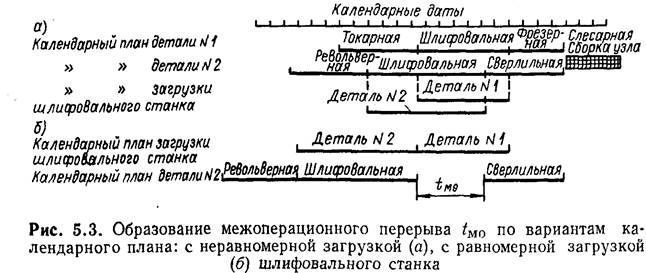
Наиболее трудным является точное определение длительности межоперационного времени, связанное с ожиданием освобождения рабочего места следующей операции. Перерывы по этой причине возникают вследствие того, что в условиях производства немассового типа на каждом рабочем месте участка (цеха) в течение планового периода обрабатываются (собираются) предметы различных наименований. При прохождении по операциям технологического маршрута пути движения этих предметов календарно совпадают и скрещиваются на отдельных рабочих местах. Например, при построении календарного плана или при его реализации в цехе может оказаться, что сроки выполнения данной операции на данном станке по двум (или больше) деталям разных наименований совпадают.
Это лишь означает, что для обеспечения равномерной и непрерывной загрузки данного рабочего места (в рамках установленных коэффициентов kа и kсм) необходимо одну из деталей (с более близким сроком выпуска) установить и обработать немедленно, а другие детали (или деталь) направить на склад для хранения до момента освобождения станка. В результате деталь второго наименования попадает в межоперационный перерыв (рис.5.3).
Межоперационные перерывы в ожидании освобождения рабочего места следующей операции являются наиболее характерной закономерностью серийного, как впрочем, и всех видов немассового производства.
Величина межоперационного времени зависит от уровня серийности производства в цехе (на участке). Чем чаще меняются работы на рабочих местах (т. е. чем больше показатель специализации Кс) - тем больше совокупное межоперационное время и тем меньше масштабы выпуска.

Согласно графику на рис. 5.4: первая деталь находится в процессе непосредственного производства первой операции только t1 единиц времени, а пролеживает в течение [(n — 1) t1 + tмо] единиц времени до начала второй операции:
Вторая деталь пролеживает больше или меньше по сравнению с первой в зависимости от того, какое из неравенств имеет место:
t2 > t1 или t2 < t1 Вышеуказанное относится и к остальным экземплярам деталей.
При календарном построении смежных операций, показанном на 5.4, предмет труда основное время находится в межоперационном перерыве и только небольшая его часть — в процессе непосредственного производства.
Однако такое поштучное определение tмо не представляет смысла это лишь усложняет расчеты.
Межоперационный перерыв tмо рассматривается как календарный отрезок времени между окончанием всей партии предметов (а не отдельной штуки предмета) в данной операции и началом выполнения следующей операции. Поэтому как слагаемое длительности производственного цикла tмо может иметь (первый вариант) и отрицательную (второй вариант) величину, т. е. следующая операция может начинаться еще до того, как предыдущая операция завершена полностью по всем партиям предметов. Для этого необходимо, чтобы рабочее место последующей операции освободилось до момента окончания всей партии на предыдущей операции(т.е. до наступления срока в точке b).
При первом варианте длительность производства двух смежных операций

При втором варианте

Второй вариант календарного размещения смежных операций имеет широкое применение в практике планирования машиностроительного производства.
Возникновение межоперационного перерыва лишь свидетельствует о том, что выполнение следующей операции задерживается, так как соответствующее рабочее место занято изготовлением предметов другого наименования. Но ни наименование этих предметов, ни их трудоемкость с достаточной точностью заранее запланировать нельзя. Таким образом, невозможно заранее запланировать точно и длительность ожидания освобождения нужного рабочего места.
В процессе формирования сменных и суточных планов работы участков цеха намечается конкретная загрузка каждого рабочего места и, следовательно, определяются, какие деталеоперации должны быть выполнены уже в данную смену и какие наименования предметов будут оставлены в межоперационном перерыве.
По данным оперативного учета нетрудно установить фактическую длительность tмо по любой паре смежных операций. При этом для различных пар смежных операций одной и той же партии предметов оба указанных выше варианта могут иметь место с одинаковой вероятностью. Возможен, разумеется, и вариант, когда для данной пары смежных операций tмо =0.
Указанное позволяет сделать вывод об отсутствии необходимости в особых расчетах таких слагаемых, как затраты времени на контроль качества и транспортировку предметов для передачи на следующую операцию. Эти вспомогательные операции должны выполняться за промежуток времени tмо или в отрезок времени (-tмо) при возникновении отрицательного межоперационного перерыва.
Дата добавления: 2018-11-25; просмотров: 2698;