Сварочная головка с постоянной скоростью подачи проволоки.
Принципиальная схема сварочной головки показана на рис.4.
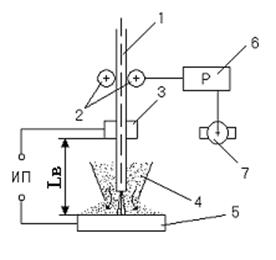
| Рис.4. Схема сварочной головки с постоянной скоростью подачи электродной проволоки. 1 – электродная проволока; 2 – подающие ролики; 3 – токоподвод; 4 – защитная среда; 5 – изделие; 6 – редуктор; 7 – электродвигатель, ИП – источник питания; Lв– вылет электрода. |
Сварочная головка с независимой подачей от напряжения на дуге электродной проволоки применяется при больших плотностях сварочного тока i > 100 A/мм2 до 500 А/мм2 и диаметре проволоки dэ < 1,6 мм (2,0 мм). Скорость подачи электродной проволоки высока – от ~ 100м/час до 700 м/час (форсированные режимы сварки). При таких скоростях подачи проволоки регулировать ее, а тем более менять направление подачи, практически не возможно. Работа такого типа сварочных головок основана на процессе саморегулирования длины дуги.
Необходимая интенсивность процесса саморегулирования обеспечивается высокими плотностями сварочного тока i > 100 А/мм, что соответствует возрастающему участку ВАХ дуги, небольшими диаметрами плавящегося электрода и подбором внешних характеристик источника питания.
Влияние внешней вольт-амперной характеристики на процесс саморегулирования длины дуги представлено на рис.5.
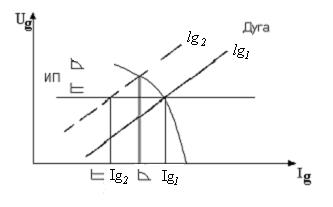
Рис.5. Схема стабилизации режимов сварки при постоянной скорости подачи проволоки.
Дуга lg1 и lg2 – положение характеристик дуги при ее длине lg1< lg2ИП  положение характеристик источников питания, обеспечивающих рабочий режим (Ig1 и Ug1); Ig1 – установленная сила тока дуги; положение характеристик источников питания, обеспечивающих рабочий режим (Ig1 и Ug1); Ig1 – установленная сила тока дуги;  – сила тока при изменении длины дуги. – сила тока при изменении длины дуги.
|
При изменении длины дуги lg1< lg2(cм. рис.5) режим горения переходит на соответствующую характеристику, что приводит, в первую очередь, приводит к изменению силы тока. Сила тока изменила скорость расплавления электрода при постоянной его подаче, т.е.
Процесс саморегулирования длины дуги (восстановления режима) сварки более интенсивно при жесткой и возрастающей характеристике источника питания, что и требуется применять для данного типа сварочных головок.
Установка режима сварки осуществляется следующим образом:
- напряжение дуги устанавливается на источнике питания Ug=Uxx;
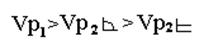
- сила тока связана с подачей электродной проволоки Vпп. При установившемся режиме Vпп = Vр; а скорость расплавления зависит от Ig, чтобы изменить ток, надо изменить скорость подачи. На рис.6 представлена схема установки режима сварки. Например: необходимо увеличить силу тока Ig1 → Ig2(Ig2 > Ig1). Увеличиваем подачу Vпп2 > Vпп и дуга изменяет свой режим горения: длина дуги уменьшается lg2 < lg1, сила тока возрастает Ig2 > Ig1 при постоянном напряжении и скорость расплавления увеличивается Vp1 < Vp2, наступает равновесие Vp2 = Vпп2.
| Рис.6. Схема установки режима сварки Дуга lg1 и lg2 – положение характеристики дуги. ИП – положение характеристики источника питания. |
Сварочные головки с независимой подачей электродной проволоки от напряжения на дуге применяются для полуавтоматической сварки под слоем флюса и в среде защитных газов, а также автоматической сварки в среде защитных газов.
Дата добавления: 2017-09-19; просмотров: 839;