Режим электрошлаковой сварки (ЭШС)
Под режимом электрошлаковой сварки принято понимать совокупность ряда составляющих, которые определяют устойчивость процесса, размер, форму и качество соединения, при этом следует учесть особенности данного вида сварки.
Принципиально электрошлаковый процесс представлен на рис. 1.
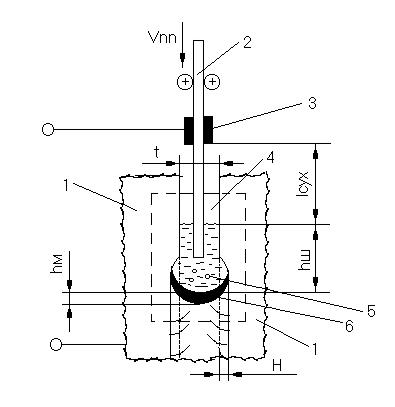
Рис. 1. Схема процесса электрошлаковой сварки: 1- свариваемое изделие; 2- электрод; 3- мундштук; 4- ползун медный; 5- шлаковая ванна; 6- ванна расплавленного металла; Н – глубина проплавления; hш – глубина шлаковой ванны; lсух- высота сухого вылета электрода, hм-глубина сварочной ванны, расплавленного металла.
К особенностям этого вида относится:
- формирование шва производится в вертикальном направлении (по длине соединения);
- сварочная ванна образуется сразу по всей толщине соединяемых элементов, т.е. длина сварочной ванны не меньше толщины деталей;
- процесс обладает высокой устойчивостью (возможна сварка при плотности тока j=0.1 А/мм2);
- эффективность процесса (к.п.д.) от 0,6 до 0,95, если применить понятие эффективности сварочной дуги и это зависит в первую очередь от теплоотвода в формирующем устройстве.
Режим электрошлаковой сварки.
Величина сварочного тока (Iсв) или плотность тока (j≈0,3 ÷60 А/мм2) либо скорость подачи электрода (Vnn);
Напряжение на шлаковой ванне (U шл ≈ 12÷40В);
Сухой вылет электрода (lсух ≈ 60÷80 мм);
Глубина шлаковой ванны (hш ≈ 20÷70 мм);
Глубина сварочной ванны (hм ≈ 20 мм);
Зазор между свариваемыми кромками (t) зависит от толщины свариваемого изделия (табл. 1).
Таблица 1.
Величина зазора и толщина свариваемого изделия, мм
| Толщина детали,. S | >30 | >100 | >150 | >400 | >500 |
| Величина зазора, t |
При сварке больших толщин используют:
а) многоэлектродную сварку. Электроды равномерно расположены вдоль зазора на расстоянии 30 ÷ 50 мм и количество электродов соответственно определяется по выражению:
nэ = S / 30 ÷ 50 , (шт)
и плотность тока при этом на электрод составляет j = 15 ÷ 60 А/мм2.
б) пластинчатый электрод или составной из нескольких пластин с зазором между ними ~ 10 ÷ 20 мм, практически на всю толщину свариваемой детали. Толщина пластины 2 ÷ 4 мм и плотность тока на электроде j = 0,3 ÷ 2,5 А/мм2.
Процесс обладает высокой производительностью наплавки. Коэффициент наплавки αн = 25 ÷ 35 г/ (А ∙ час).
Дата добавления: 2017-09-19; просмотров: 1413;