Сварочная головка с регулируемой (зависимой от напряжения дуги) скоростью подачи проволоки
Принципиальная электрическая схема сварочной головки показана на рис.1.
Для обеспечения поддержания напряжения (т.е. длины дуги) используется электродвигатель постоянного тока. Двигатель имеет две обмотки, потоки, создаваемые ими, направлены навстречу друг другу.
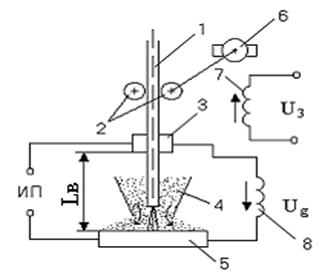
| Рис.1. Схема сварочной головки с зависимой скоростью подачи электродной проволоки от напряжения дуги. 1 – электродная проволока; 2 – подающие ролики; 3 – токоподвод (мундштук); 4 – защитная среда; 5 – изделие; 6 - электродвигатель постоянного тока; 7 – обмотка возбуждения; 8 – обмотка, питаемая от напряжения дуги. ИП – источник питания;Lв– вылет электрода. |
Режимы работы сварочной головки:
а) перед сваркой устанавливается напряжение на головке (обмотка возбуждения), равное требуемому напряжению сварки по указателю; электрод касается изделия, т.е. короткое замыкание; ток в обмотке якоря отсутствует;
б) при включении автомата включается источник питания и подается ток на обмотку якоря; возникает ток короткого замыкания (К3). Под действием тока К3 электрод может расплавиться (перегореть) на любом участке его вылета, возникает дуга. Длина дуги и ее напряжение (Ug) зависят от места возникновения. Например: в точке касания электрода изделия – длина дуги L минимальная и соответственно напряжение на дуге минимально Ug min, т.к. Ugmin – Uзадан. < 0, то взаимодействие двух обмоток приводит к тому, что проволока поднимается вверх (-Vпп).
При достижении длины дуги, соответствующей напряжению на ней заданного Ug = Uзад. (Ug – Uзадан. = 0) двигатель останавливается. Далее под действием сварочного тока электрод плавится, длина дуги увеличивается и напряжение на дуге становится больше заданного Ug > Uзад. (Ug – Uзад. > 0), то двигатель реверсируется и начинает подавать электрод в зону горения дуги -идет колебательный процесс подачи проволоки относительно заданного напряжения. Процесс стабилизируется в течение первых секунд из-за инерционности подающего механизма и наступает динамическое равновесие, при котором скорости подачи проволоки и ее плавления равны (Vпп = Vр) при заданном напряжении (Uзад. = Ug), равном напряжению на дуге;
в) при выходе на режим сварки и в стабилизации процесса сварки существует явление саморегулирования длины дуги. Интенсивность саморегулирования зависит от внешней вольт-амперной характеристики источника питания. Для данного типа сварочной головки (вида сварки) целесообразно применять источник питания с пологопадающей характеристикой, а не с крутопадающей. На рис.2 приведен вариант, при котором резко увеличилась длина дуги (например: автомат приподнялся).
При изменении длины дуги режим горения переходит на соответствующую вольт-амперную характеристику. В данном примере длина дуги увеличилась lg2 > lg1 и соответственно Ug2 > Ug1. Кроме изменения напряжения дуги, которое изменяет подачу электродной проволоки – увеличилась скорость подачи, изменилась сила тока дуги – уменьшилась сила тока.
При крутопадающей характеристике изменение силы тока меньше, чем при пологопадающей характеристике  и соответственно скорость плавления электрода
и соответственно скорость плавления электрода  , т.е идет восстановление режима сварки более интенсивно при использовании источника с полого падающей характеристикой.
, т.е идет восстановление режима сварки более интенсивно при использовании источника с полого падающей характеристикой.
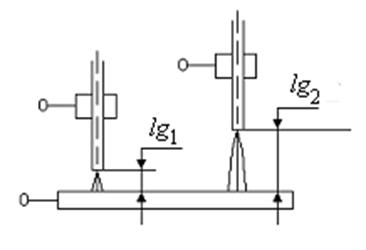
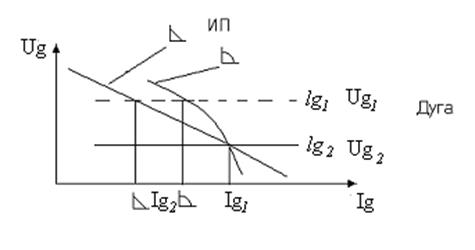
Рис.2. Схема стабилизации режима сварки.
ДугаUg1 и Ug2 – положение характеристик дуги при ее длине l1 и l2; ИП – положение характеристик источника питания и соответствующие значения силы тока; Ig1 – установленная сила тока и  и
и  – сила тока при различных характеристика источника питания.
– сила тока при различных характеристика источника питания.
Для автоматической сварки под слоем флюса рекомендуется использовать источник питания с пологопадающей характеристикой. Установка режима сварки осуществляется следующим образом:
- напряжение дуги (Ug) соответствует заданному на сварочной головке (Uзад.);
- сила тока регулируется изменением положения внешней вольт-амперной характеристики источника питания (рис.3).
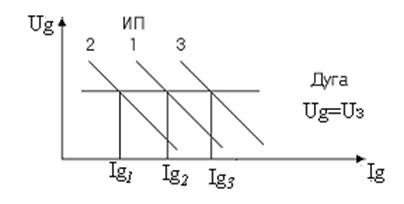
| Рис.3. Схема установки режима сварки. Дуга (Ug = Uзадан) – положение характеристики дуги; ИП 1, 2, 3 – положение характеристик источника питания и соответственно сила тока дуги Ig1, Ig2 и Ig3. |
Дата добавления: 2017-09-19; просмотров: 848;