Конструкции и классификация конвейерных лент
Конвейерная лента состоит из каркаса, осуществляющего передачу тягового усилия, и наружных обкладок, защищающих каркас от механических и атмосферных воздействий.
По видам каркаса ленты подразделяют на
 -резинотканевые, к которым условно относят и ленты из поливинилхлорида (ПВХ),
-резинотканевые, к которым условно относят и ленты из поливинилхлорида (ПВХ),
- резино - тросовые.
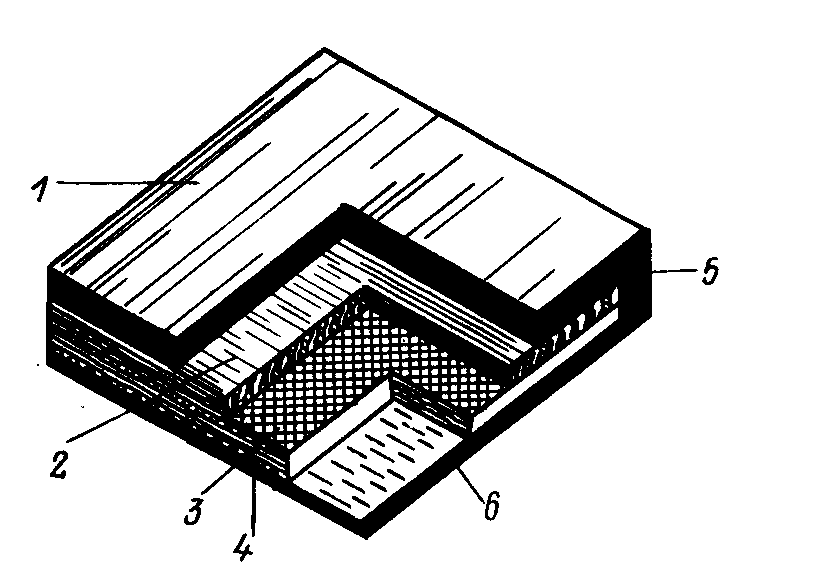
| Рис. 18. Конструкция резинотканевой конвейерной ленты: 1 — резиновая обкладка рабочей стороны; 2 — защитная тканевая прокладка; 3 — ткань каркаса; 4 — резиновая прослойка; 5 — резиновый борт; 6 — резиновая обкладка нерабочей стороны |
 Особую группу составляют ленты на основе ПВХ, предназначенные для транспортирования угля в шахтах по выработкам с углом наклона до 18е. Каркас этих лент состоит из 4—6 слоев ткани БКНЛ-150, пропитанной поливинилхлоридной композицией, и обкладок из ПВХ толщиной 1,5 мм. Ленты выпускают шириной от 600 до 1000 мм.
Особую группу составляют ленты на основе ПВХ, предназначенные для транспортирования угля в шахтах по выработкам с углом наклона до 18е. Каркас этих лент состоит из 4—6 слоев ткани БКНЛ-150, пропитанной поливинилхлоридной композицией, и обкладок из ПВХ толщиной 1,5 мм. Ленты выпускают шириной от 600 до 1000 мм.
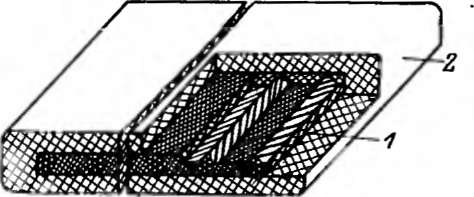
| Рис. 19. Резинотросовая конвейерная лента: 1 — резинотросовый сердечник; 2 — наружная резиновая обкладка |
Резинотросовые ленты в зависимости от назначения выпускаются трех видов: общего назначения (РТЛ), предназначенные для эксплуатации при температуре окружающей среды от —45 до 60 0 С, огнестойкие (РТЛО), предназначенные для эксплуатации главным образом в угольной промышленности при температуре окружающей среды от —20 до 60 °С, и теплостойкие (РТЛТ), предназначенные для транспортирования аглошихты с температурой 100—150 °С на предприятиях черной металлургии. Ширина резинотросовых лент лежит в пределах 800—2500 мм.
Выбор конструкции конвейерных лент определяется рядом факторов. Оптимальной считается лента, имеющая минимальную стоимость, различные элементы которой в конкретных условиях эксплуатации характеризуются одинаковой и достаточной долговечностью
Дата добавления: 2017-09-19; просмотров: 354;