Вулканизация в многопозиционных аппаратах
Шинная промышленность характеризуется длительным крупносерийным изготовлением однотипной продукции, и в этих условиях применение автономных вулканизаторов становится малоэффективным из-за значительной металлоемкости аппаратов и больших производственных площадей, занимаемых ими. Узлы и механизмы вулканизатора целесообразно выделить в две самостоятельные группы по технологическому признаку
Первая группа — это собственно вулканизующий элемент, включающий паровую камеру, пресс-форму, диафрагму, устройство для управления диафрагмой, комплекс запорно-регулирующей аппаратуры для подачи теплоносителей, а также систему управления работой элемента.
Вторая группа — это один или несколько манипуляторов, осуществляющих открытие и смыкание пресс-форм, подъем и опускание верхней полу-формы, загрузку и выгрузку покрышек. В отличие от форматоров-вулканизаторов механизмы, входящие во вторую группу, целесообразно использовать для обслуживания не одного, а нескольких прессов при последовательном выполнении всех необходимых операций. Именно эти основные предпосылки и были заложены в создание многопозиционных вулканизаторов покрышек (ВПМ).
В настоящее время существуют четыре разновидности линий, отличающихся усилием прессования: ВПМ-2-100 и ВПМС-2-120 — для вулканизации легковых покрышек, ВПМ-2-160 (ВПМС-2-160), ВПМ-2-200 (ВПМС-200) и ВПМ-2-300 — для грузовых-покрышек размеров от 220—508 до 320—508. В каждом из этих вулканизаторов один манипулятор-перезарядчик обслуживает до 18 пар вулканизующих элементов. Для большей надежности линий и взаимозаменяемости манипуляторов два или три многопозиционных вулканизатора иногда устанавливают в линию. Схема такой комплексной линии на базе ВПМ-2-300 представлена на рис.16
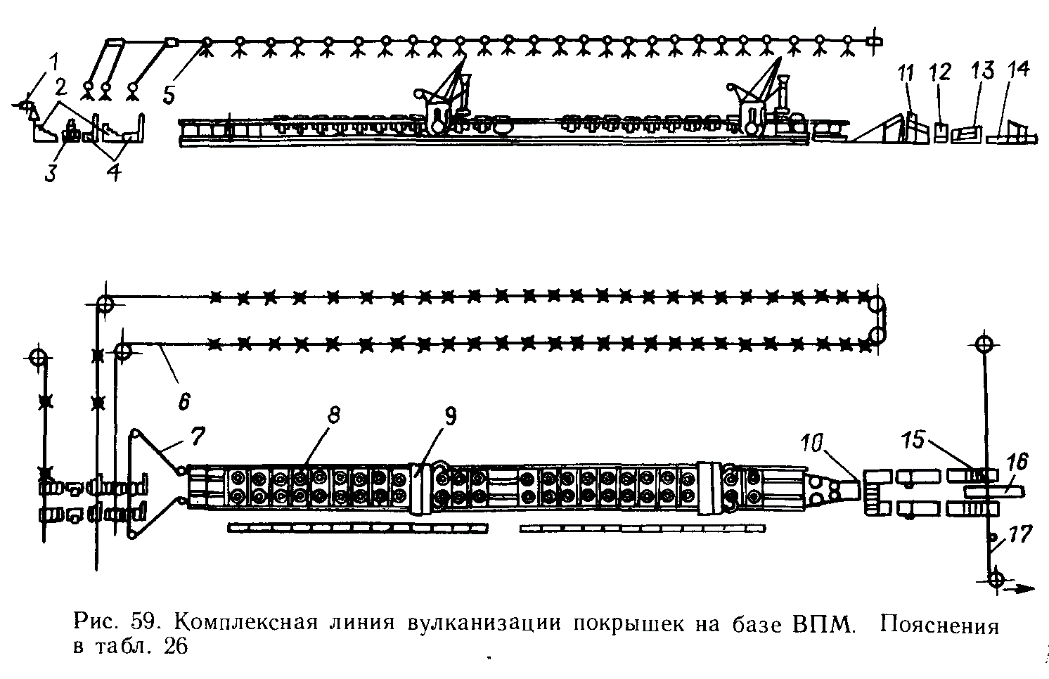
| Рис. 16 Комплексная линия вулканизации покрышек на базе ВПМ |
Таблица 2-Характеристика технологического процесса на линии ВПМ-2-300
| № | Назначение агрегатов линии | Характеристика технологических операций | ||
| Конвейер | Подача невулканизованных покрышек из сборочного цеха | |||
| Рольганг, оснащенный качающимся рычажным отсекателем | Питатель станка для промазки покрышек | |||
| Станок для промазки покрышек | Промазка покрышек антиадгезионной смазкой для предотвращения привулканизации к диафрагме | |||
| Станция навешивания покрышек | Сырая покрышка поднимается столом до уровня подвесок и фиксируется на разведенных лепестках | |||
| Подвеска транспортной системы | Транспортирование покрышек | |||
| Транспортная система | Технологическая система работает как склад-накопитель | |||
| Конвейер, питающий ВПМ | Конвейер с лепестковыми подвесками или толкающий конвейер. С подвесок сырые покрышки сбрасываются на загрузчики перезарядчнков | |||
| Многопозицнонный вулканизатор — ВПМ | Ряд вулканизацнонных секций с двумя пресс-формами в каждой. Вдоль ряда секций перемещаются перезарядчики, по следовательно обслуживающие пресс- формы. Вулканизацнонные секции работают по принципу форматоров-вулканизаторов с неубирающейся диафрагмой. Пресс-формы помещены в паровые камеры с байонетным затвором. Процессом вулканизации управляет командный прибор по заданной программе | |||
Продолжение таблицы 2
| Передвижной перезарядчнк | Основной агрегат линии, выполняющий следующие операции: фиксация относительно пресс-форм при остановках; прием и загрузка сырых покрышек; формование покрышек; запирание и открывание пресс-форм; выгрузка вулканизованных покрышек на отборочный транспортер; транспортировка пресс-форм и диафрагм при их пере монтаже | |
| Наклонный рольганг | Отбор вулканизованных покрышек | |
| Распределитель | Два рольганга расположены под углом друг к другу. Здесь выполняются операции поворота покрышек из горизонтального положения в вертикальное н их на правление в ту или иную ветвь для заключительных операций | |
| Питатель станка обрезки выпрессовок | Наклонный лоток вместимостью 3—6 покрышек с отсекателем | |
| Станок обрезки выпрессовок | Обрезка выпрессовок на вулканизованной покрышке |
Дата добавления: 2017-09-19; просмотров: 433;