Тема 20. Формование и вулканизация изделий из резины на вулканизационных прессах.
Основные параметры прессов.
Характеристика параметров процесса вулканизации
Вулканизация - это технологический процесс превращения каучука в резину, с сшиванием макромолекул каучука с образованием пространственной сетчатой структуры. В результате вулканизации каучук теряет пластические свойства, становится эластичным и прочным. В большинстве случаев вулканизация, осуществляется при нагревании резиновых смесей, содержащих свободную серу, данная стадия является завершающей в производстве РТИ.
К вулканизирующим веществам относятся: сера, полисульфидные ускорители, динитробензол и тринитробензол, органические перекиси, диазосоединения, оксиды металлов, различные смолы. В связи с тем, что в промышленности находят все большее применение новые виды синтетических каучуков, некоторые из которых не вулканизуются с серой, количество вулканизирующих веществ возросло. Наиболее распространение получила серная вулканизация. В зависимости от содержания серы реакция протекает в гомогенной среде(концентрация серы равна концентрации насыщения) и в гетерогенной среде (концентрация выше концентрации насыщения). При вулканизации сера плавится и диффундирует в каучук.
Различают два вида вулканизации:
- холодная: паровая, газовая, в растворе;
- горячая: в прессах, в котлах, в среде горячего воздуха.
Различают два способа проведения процесса вулканизации:
- периодическим: в котлах, прессах, автоклавах;
- непрерывным: в кипящем слое, в расплаве солей, ротационная.
К основным параметрам вулканизации относят: вулканизационную среду, температуру, давление.
Вулканизацию проводят при высокой температуре, поэтому в качестве вулканизирующей среды применяют: насыщенный водяной пар, горячий воздух, перегретую воду. Повышенное содержание кислорода в вулканизирующей среде вызывает деструкцию каучука, иногда подвулканизацию. Наиболее выгодным теплоносителям считают насыщенный водяной пар, т.к. при отдаче тепла он конденсируется, а температура конденсата близкая к водяному пару. При применении горячего воздуха необходимо его дополнительно подогревать, при отдаче тепла, температура его уменьшается. Температура в процессе вулканизации составляет 130 °С до 155 °С. Не рекомендуют применять более высокую температуры, так как каучук легко подвергается окислительной деструкции при повышенных температурах и весьма чувствителен к перевулканизации, это влечет за собой ухудшение механических свойств.
Чем выше температура вулканизации, тем меньше продолжительность процесса, тем выше производительность оборудования. Выбор процесса зависит от толщины изделия, а также от вида каучука.
Вулканизацию проводят под давлением 18-20 МПа с целью уменьшения пористости изделия и увеличения прочности, а так же, чтобы не произошло раскрытие формы. Вулканизацию можно проводить и при атмосферном давлении, при условии удаления паров воды и летучих соединений методом вакуумирования на шприцмашинах. Для уменьшения влажности материала в резиновую смесь добавляют гипс, окись углерода, которые поглощают влагу.
В процессе вулканизации, прежде всего, изменяются физические и механические свойства, причем в большей степени заметно улучшение эластических свойств.
Вулканизация приводит к увеличению прочности эластомера. Возникновение химических связей между молекулярными цепочками приводит к уменьшению остаточной деформации резины. В значительной степени при вулканизации изменяются и другие механические и физические свойства, такие как твердость, сопротивление раздиру, истиранию и т.д. Плотность эластомера меняется как вследствие соединения молекулярных цепей химическими связями, так и в результате присоединения агента вулканизации. Вследствие соединения молекулярных цепей химическими (вулканизационными) связями каучук теряет способность к самопроизвольному растворению в растворителях, характерному для исходного невулканизованного каучука. После образования пространственной сетки вулканизат способен лишь к ограниченному набуханию.
При рассмотрении зависимости модуля резиновой смеси от продолжительности вулканизации, можно установить три стадии:
· индукционный период,
· формирование вулканизационной сетки,
· реверсия.
Индукционный период - это промежуток времени при температуре вулканизации, в течение которого не наблюдается измеримого сшивания. Длительность индукционного периода определяется стойкостью резиновых смесей к преждевременной вулканизации (подвулканизации). Индукционный период вулканизации увеличивает время пребывания резиновых смесей в вязкотекучем состоянии. На этом этапе в ней образуются комплексы ускоритель-активатор-сера, выступающие в качестве реальных сшивающих агентов. Из изложенного следует, что индукционный период вулканизации существенно влияет на структуру и свойства вулканизатов индивидуальных эластомеров и их комбинаций .
Вслед за индукционным периодом происходит поперечное сшивание, скорость которого зависит от температуры, агента вулканизации и состава резиновой смеси. Результатом этой стадии является формирование вулканизационной структуры резины. Если продолжать нагревание и после того, как агенты вулканизации израсходованы, то наблюдается или дальнейшее повышение жесткости, или наоборот снижение модуля вулканизата. Это – стадия перевулканизации. Завершению формирования вулканизационной структуры соответствует оптимум вулканизации. В этот момент обычно получают вулканизат с наилучшими свойствами .
Для процесса вулканизации оценивается плато вулканизации – отрезок времени, в течение которого значения измеряемого параметра, близкие к оптимальным, меняются относительно мало. Характер плато, который в значительной степени определяет поведение вулканизата при старении, сильно зависит от выбора вулканизующих агентов и их дозировки. В зависимости от типа и количества применяемых ускорителей получаются различные виды мостиков, которые сильно отличаются друг от друга по энергиям связи. В зависимости от последних получают большую или меньшую теплостойкость и, следовательно, более или менее ярко выраженную склонность к реверсии. Прочностные свойства вулканизатов вначале возрастают , доходя до некоторого предельного значения(оптимум вулканизации), а затем наблюдается снижение этих свойств (реверсия). Молекулярный механизм процесса реверсии нельзя считать полностью выясненным.
Химическая схема
CH3
CH3 CH2 C CH CH2
CH2 C CH CH2 + S S S
CH2 C CH CH2
CH3
Атомы серы вступают в химическое взаимодействие с линейными молекулами каучука по месту некоторых двойных связей и собою как бы «сшивают» их друг с другом. В результате образуется гигантская молекула, имеющая три измерения в пространстве – как бы длину, ширину и толщину. Полимер приобрёл пространственную структуру. Такой каучук (резина) будет, конечно, прочнее невулканизированного. Меняется и растворимость полимера: каучук, хотя и медленно, растворяется в бензине, резина лишь набухает в нём.
Способы формования
1)Компрессионное прессование
2)Литьевое прессование
Компрессионное формование, самый старый способ формования, распространенный и в настоящее время. При этом способе заготовку резиновой смеси определённой массы закладывают в каждое гнездо пресс-формы в каждом цикле вулканизации. Избыток резиновой смеси выпрессовывается из пресс-формы в канавки, расположенных вокруг полостей пресс-форм, образуя облой или заусенцы.
Недостаток компрессионного способа в том, что трудно выдерживать размеры изделия, т. к. точные размеры получаются только в том случае, когда весь избыток резиновой смеси выпрессовывается из гнёзд пресс-формы и крышка плотно садится на нижнюю часть формы. Кроме того, при получении изделий таким способом необходимо затрачивать время на разогрев заготовок до температуры вулканизации, причём во время разогрева резиновая смесь может подвулканизироваться, что приводит к браку.
Более совершенным является способ формования изделий литьем под давлением. В данном способе прессовщик вручную заполняет материальный цилиндр резиновой смесью, при этом используется только одна заготовка, масса которой несколько превышает сумму масс формуемых изделий и резиновой смеси, находящейся в литьевых каналах. После заполнения инжекционного цилиндра резиновая смесь продавливается по литниковым каналам в полость пресс – формы, где происходит выдержка под давлением и температурой.
По сравнению с компрессионным способом изготовления формовых РТИ литьевой имеет ряд преимуществ:
-независимо от числа гнезд в пресс-форме требуется одна заготовка простой конфигурации;
- время укладки одной групповой заготовки в литьевую камеру в несколько раз меньше времени укладки заготовок в каждое гнездо;
- возможность получения подогретой заготовки от питателя, установленного в непосредственной близости от литьевых прессов (продавливание резиновой смеси через литниковую систему формы повышает ее температуру и сокращает время вулканизации);
- для большинства РТИ не требуются подпрессовки;
- изделия получаются с минимальным облоем и без выпрессовок;
- открытие и закрытие стационарных форм с помощью специальных устройств пресса в 2—3 раза увеличивает срок их службы.
Несмотря на сложность и высокую стоимость оснастки и оборудования для осуществления литьевого способа перечисленные преимущества делают изготовление формовых РТИ этим методом весьма эффективным.
На производстве также применяются пресса оснащённые шнековым питателем. Отличительной особенностью этого типа литьевых прессов яввляется оснащение инжекционного цилиндра шнековым питателем, который разогревает и пластицирует резиновую смесь при подаче её в инжекиионный цилиндр, оснащённый нижним расположением гидравлического механизма замыкания литьевой формы и верхним расположением механизма впрыска. Пресс работает следующим образом. Резиновая смесь в виде ленты из катушки подается к шнековому питателю, который ее транспортирует в инжекционный цилиндр; по мере заполнения резиновой смесью плунжер «всплывает». После набора определенной дозы останавливается привод шнекового питателя, и гидравлическим механизмом замыкается литьевая форма. Далее происходит выдавливание резиновой смеси из инжекционного цилиндра в гнезда литьевой формы. Для предотвращения вытекания резиновой смеси по виткам шнекового питателя в период процесса впрыска в месте соединения шнекового питателя с инжекционным цилиндром установлен обратный клапан. После окончания цикла вулканизации пресс раскрывается, а свулканизованные изделия извлекаются из гнезд формы. Разогрев резиновой смеси шнековым питателем позволяет сократить длительность цикла вулканизации в 2 раза .
Устройство и принцип работы пресса вулканизационного
Вертикальный литьевой пресс. Пресс оснащен плитами размером 600х600 мм с паровым обогревом до 2200С
Литьевые пресса фирмы «Пирелли» широко используются на заводах резинотехнических изделий. Максимальное усилие сжатия достигает 4500 кН.
Литьевой пресс фирмы «Пирелли» предназначен для производства резиновых изделий инжекционным методом объёмом до 2000 см3 и компрессионным методом по объёму пресс-форм.
Функциональные узлы пресса
Пресс с масляным гидродинамическим приводом на четырёх колоннах, в комплекте с верхним поршнем, опускающимся вниз, состоит из следующих частей:
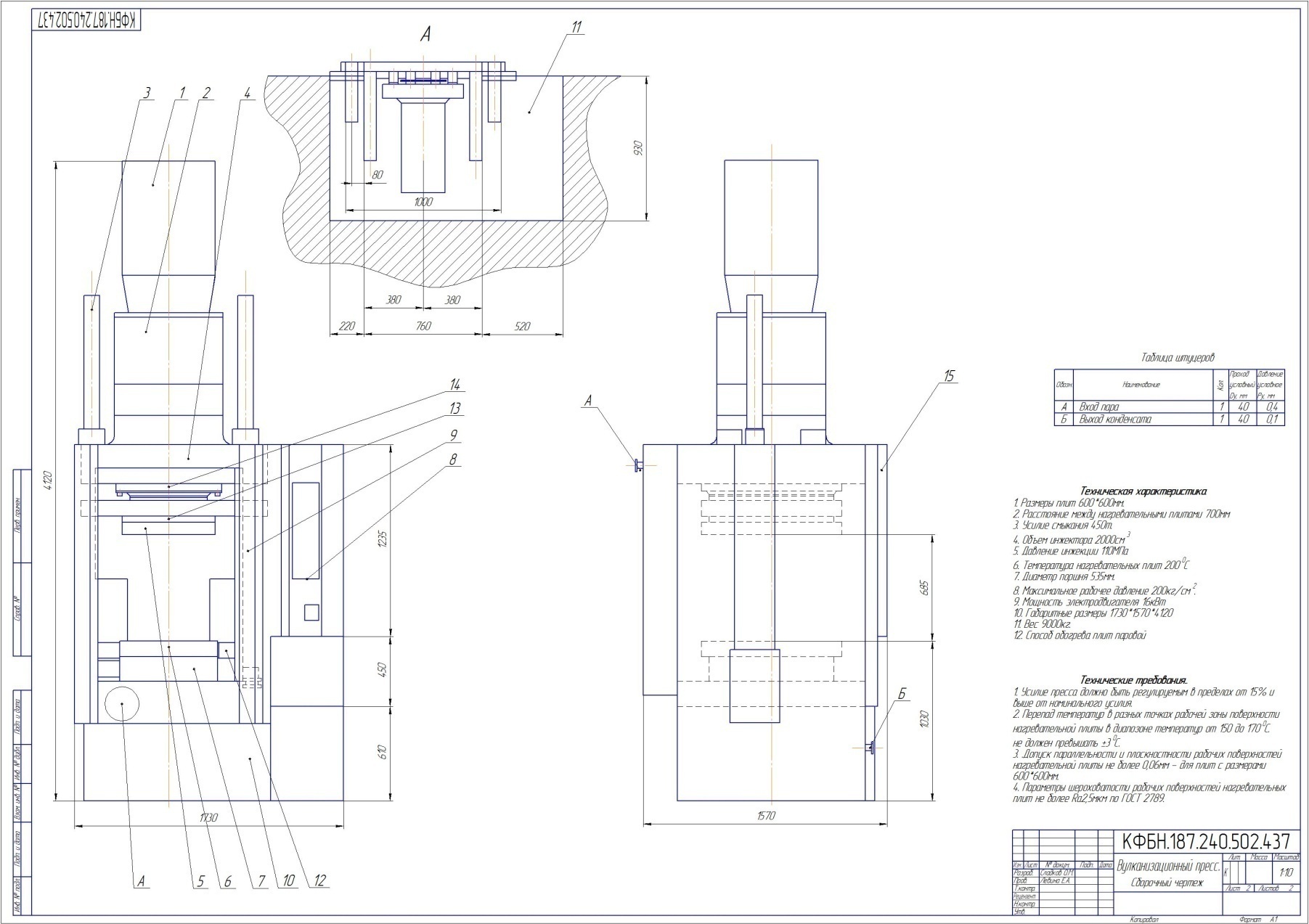
| Рис 39- Пресс гидравлический 1-Маслобак, 2-главный цилиндр, 3- кареточный цилиндр, 5- главный плунжер, 5- верхняя обогревательная плита, 6- нижняя обогревательная плита, 7- стол,8- шкаф управления,9- колоны,10-опорная плита, 11-инжекционная группа, 12-с-образная каретка, 13-подвижная плита,14-упорный поршень, 15-шторка |
1Неподвижного стола, спроектированного с учётом размещения инжекционного части и выталкивателя на четырёх штоках, расположенных по бокам, справа и слева;
2Четырёх колонн, проходящих через неподвижный стол и установленных на опорной плите.
3С-образной каретки, перемещающейся по двум колоннам, с обработанными плоскостями, приспособленными для установки средней плиты обогрева или одной части пресс-формы. Движение каретки управляется двумя масляными гидродинамическими цилиндрами, смонтированными на неподвижной плите. Ход подъёма и опускания регулируется при помощи двух микро выключателей, составляет 650 мм.
4 Подвижной плиты, передвигающейся по двум колоннам и соединенной с верхней частью упорного поршня. Движение подъёма пресса осуществляется посредством двух масляных гидродинамических цилиндров, смонтированных на главном цилиндре пресса. Ход при подъёме регулируется при помощи микро выключателя, составляет 595 мм.
5 Двух плит обогрева, одна из которых закреплена на неподвижном столе, а другая на подвижном столе пресса, закаленных и отшлифованных. Нижняя плита имеет отверстие позволяющее монтаж гидроцилиндра для инжекции.
6 Выталкивателя, состоящего из четырёх штоков, расположенных слева и справа от верхней плиты обогрева. Движение выталкивателя управляется при помощи двух масляных гидродинамических цилиндров, расположенных под неподвижным столом пресса. Длина хода при подъёме и опускании регулируется при помощи двух микро выключателей и составляет 167 мм.
7 Инжекционной группы, расположенной под неподвижным столом, состоящей из гидродинамического цилиндра. Объём инжекции материала 2000 см3
8 Бака для сбора масла гидродинамической системы, расположенного на главном цилиндре пресса и снабжённого указателем уровня.
9 Колпака для ограждения и улавливания газов, расположенного вокруг пресса, в комплекте с предохранительной дверцей.
10 Электрооборудования управления с рамкой для установки составных частей, съёмной, в комплекте с кнопочной панелью, расположенной на боковой стенке пресса
11 Масляной гидродинамической аппаратуры, расположенной сзади пресса
12 Термопневматической аппаратуры, расположенной с правой стороны пресса.
Вопросы для закрепления знаний
1. Вулканизация-это
2. Виды вулканизации?
3. Способы вулканизации?
4. Компрессионное формование?
5. Литьевое формование?
6. Устройство пресса?
Дата добавления: 2017-09-19; просмотров: 948;