Тема 21.Вулканизация в котлах
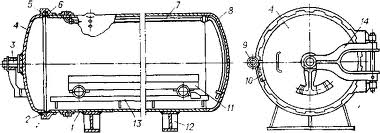
Вулканизационный котел представляет собой цилиндрический аппарат стальной конструкции, основными узлами которого являются корпус, днище и крышка. Они бывают в горизонтальном и вертикальном исполнении; преимущественно распространены горизонтальные вулканизационные котлы, позволяющие механизировать загрузку и выгрузку наиболее рациональным способом. Корпус котла 1 из листовой стали марки Ст.З соединен с днищем 8 выпуклой формы при помощи сварки.
| Рис 40- Вулканизационный котел: 1 — корпус; 2 — байонетное кольцо крышки; 3 — ось; 4 — крышка; 5 — байонетное кольцо корпуса; 6 — прокладка; 7 — парораспределительная труба; 8 — днище; 9 — шестерня- 10 — зубчатый сектор; 11 — тележка; 12 — опоры; 13 — рельсы; 14 — кронштейн. |
Сам корпус имеет несколько опор 12, посредством которых крепится на фундаменте. При этом одна опора крепится к фундаменту неподвижно, а другая опирается на катки и может смещаться при удлинении котла вследствие его нагрева. Вулканизационные котлы бывают без паровой рубашки и с паровой рубашкой. В котлах первого типа греющий пар подается непосредственно во внутреннюю полость аппарата, как в вышеописанной конструкции, и такой обогрев иногда называют обогревом острым паром. Если котел снабжен паровой рубашкой, то пар подается в нее, и такой обогрев называют обогревом глухим паром; сама вулканизация изделий производится в этом случае в воздушной среде. Для вулканизации эбонитовых изделий котлы изготавливаются из нержавеющей стали.
Типы вулканизационных котлов регламентируются ГОСТом 14106—69. Котлы выпускаются в основном на давление 0,6 МПа, а некоторые на давление 1,0 и 1,25 МПа. Внутренний диаметр котлов: 800; 1100; 1500; 2000; 2200; 2800 и 3600 мм. Длина котлов — от 0,9 до 22 м.
Согласно этим «Правилам», представители Инспекции дают разрешение на эксплуатацию вулканизационного котла после монтажа, проводят периодические осмотры и испытания. На каждый котел ведется шнуровая книга, в которую заносятся все результаты осмотров и испытаний. Без разрешения инспектора Госгортехнадзора работа котлов запрещается. Для обеспечения безопасной работы котлы оснащаются предохранительными устройствами, исключающими возможность открытия крышки котла в том случае, если в нем есть избыточное давление. Кроме того, на котлах устанавливаются предохранительные клапаны, сбрасывающие давление во внутренней полости котла, если оно по каким-либо причинам превысило допустимое. Управление процессом вулканизации, с момента закрытия крышки и до окончания цикла, как правило, осуществляется автоматически с помощью командных электропневматических приборов типа КЭП.
Вопросы для закрепления знаний
1. Устройство вулканизационного котла?
2. Принцип работы вулканизационного котла?
3. Глухой и острый пар?
Тема 22 .Установка для вулканизации изделий в среде горячего воздуха.
Вулканизация на ротационных машинах.
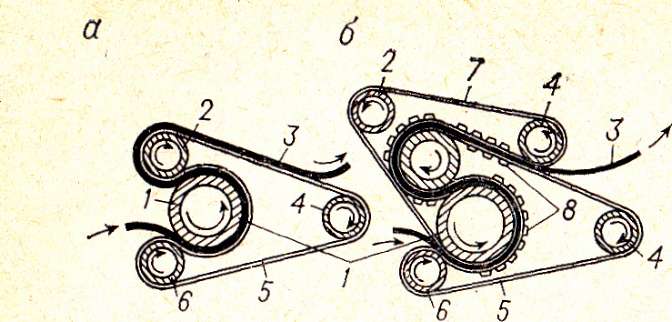 На ротационных и барабанных машинах осуществляют непрерывную вулканизацию лент, пластин, ковров, ремней. Вулканизация проходит за счет нагретого барабана и дополнительного нагревания через прессующую ленту (рис. 4). Изделие поступает в зазор между поверхностями барабана 1 и ленты 5. По мере движения изделие нагревается и вулканизуется. С целью интенсификации нагревания изделия через ленту на новых вулканизаторах устанавливают инфракрасные излучатели 8.
На ротационных и барабанных машинах осуществляют непрерывную вулканизацию лент, пластин, ковров, ремней. Вулканизация проходит за счет нагретого барабана и дополнительного нагревания через прессующую ленту (рис. 4). Изделие поступает в зазор между поверхностями барабана 1 и ленты 5. По мере движения изделие нагревается и вулканизуется. С целью интенсификации нагревания изделия через ленту на новых вулканизаторах устанавливают инфракрасные излучатели 8.
| Рис.41- Схема барабанного вулканизатора с одной (а) и с двумя (б) лентами: 1 — обогреваемый барабан; 2,6— прессующие барабаны; 3 — изделие; 4 — натяжной барабан; 5, 7 — ленты; 8 — инфракрасный излучатель. |
Новые конструкции барабанных вулканизаторов снабжены зоной довулканизации, расположенной между верхним и задним валками. В этом случае в вулканизационной зоне осуществляется подвулканизация изделия под давлением стальной ленты, а завершается вулканизация в зоне довулканизации уже без давления.
Установка для вулканизации изделий в среде горячего воздуха. Вулканизация изделий в псевдоожиженном слое и расплаве солей
Вулканизация в расплавах солей.
Вулканизацию проводят в ваннах, где в качестве теплоносителя используют расплавы солей. Аппаратурное оформление способа простое. Процесс вулканизации ведут при высоких температурах (250 °С и выше).. Наиболее распространенным теплоносителем является сплав солей следующего состава: 54% KNO3, 7% NaNO3 и 40% NaNO2.
Технологический процесс осуществляется в следующем порядке: шприцованный профиль от шприц-машины с вакуум- отсосом поступает на приемный транспортер, который подает его в вулканизатор. В ванне вулканизатора профиль попадает под ленточный транспортер, который погружает профиль в расплав солей. Пройдя ванну, профиль вулканизуется и, выходя из нее, поступает в устройство для отмывки от солей водой. Далее очищенный профиль поступает на охлаждение и сушку.
Процесс этот эффективен, и его применяют для изготовления шприцованных изделий и губки.
Такого же типа установки используют для вулканизации рукавов низкого давления.
Недостатком данного способа вулканизации являются:
 - относительно высокая температура плавления теплоносителя (около 143 °С), -необходимость удаления избытка соли с поверхности изделия и применение погружных транспортеров, что связано со значительной разницей между плотностью теплоносителя и резины.
- относительно высокая температура плавления теплоносителя (около 143 °С), -необходимость удаления избытка соли с поверхности изделия и применение погружных транспортеров, что связано со значительной разницей между плотностью теплоносителя и резины.
Вулканизация в псевдоожиженном с л о е.
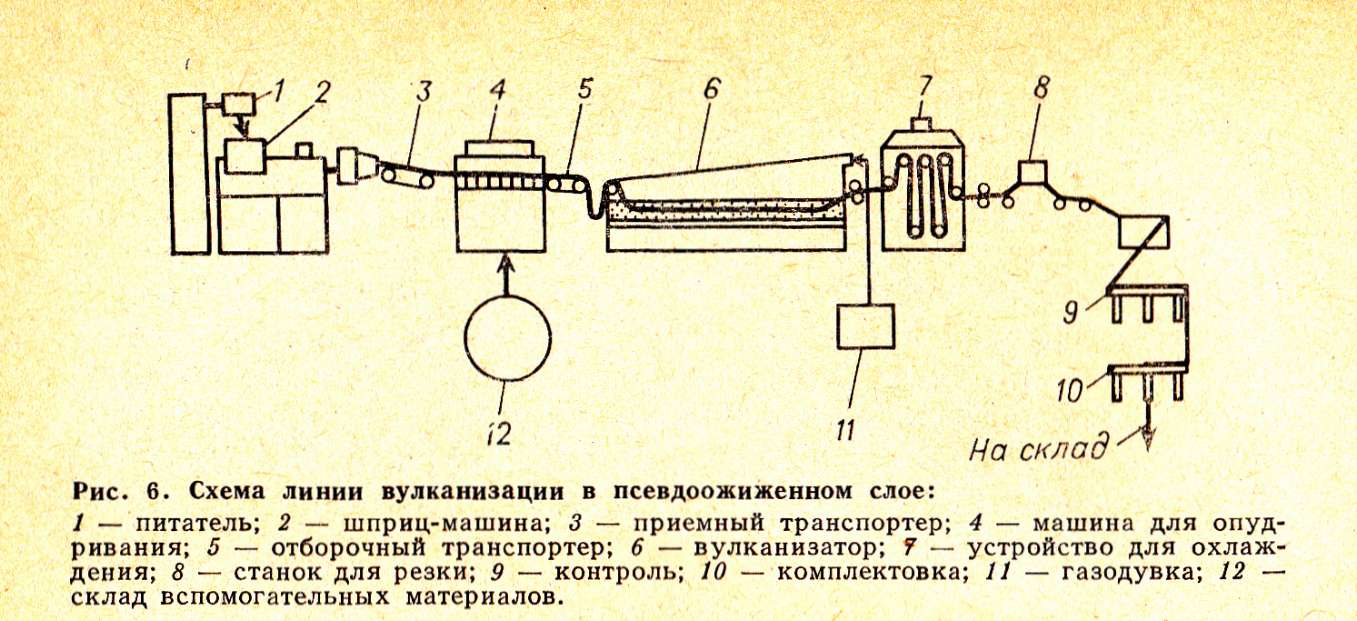
| Рис. 42- Схема линии вулканизации в псевдоожиженном слое 1-питатель; 2- шприц-машина; 3-приемный транспортер; 4-машина для опудривания; 5-отборочный транспортер; 6-вулканизатор; 7-устройство для охлаждения; 8-станок для резки; 9-контроль; 10- комплектовка; 11-зазодувка; 12-склад вспомогательных материалов |
В псевдоожиженном слое лучше всего вулканизовать полые профили. Время вулканизации профилей составляет 2—10 мин.
Катушка с резиновой лентой со склада резиновых смесей поступает к шприц-машине холодного питания с устройством автоматического питания и устанавливается на питателе. Питание пресса осуществляется холодной резиновой смесью.
Резиновую смесь шприцуют через шайбы с профилирующими отверстиями соответствующей конфигурации. Шприцевание резиновой смеси на основе наирита проводят при следующих температурах: I зона 60—70; II зона 70—80; головка шприц-машины 55—60 °С.
Частота вращения червяка должна обеспечить постоянную скорость шприцевания синхронно с вулканизатором.
Непосредственно из шприц-машины профиль поступает на приемный пластинчатый цепной транспортер, расположенный под углом 20° к горизонтали. Шприцованный профиль подвергают антиадгезионной обработке тальковой суспензией при температуре последней 70 ± 5 °С. Профиль, обработанный тальковой суспензией, обдувают горячим воздухом из установки. Температура воздуха в этом случае 200—210 °С, скорость воздуха для сушки профиля — не менее 3,0 м/с.
Профиль поступает на отборочный транспортер, который конструктивно аналогичен приемному; работают они синхронно.
Опудренный профиль вручную заправляют в зажим и затем протаскивают через вулканизационную камеру. При подходе профиля к выходу из вулканизатора подается звуковой предупредительный сигнал. Профиль освобождают от зажима и заправляют в отборочное устройство, при помощи которого происходит последующее протаскивание его через вулканизатор.
Температура вулканизации губчатых профилей из резиновой смеси на основе наирита следующая: I зона — 200± 3; II—V зоны — 230 ± 3 °С.
Время вулканизации в зависимости от конфигурации изделия 1,6—3,0 мин. При этом скорость движения отборочного транспортера равна 8—10 м/мин. Свулканизованный профиль, выходя из вулканизационной ванны,; охлаждается воздухом и очищается от теплоносителя вращающимися щетками в специальной закрытой камере. Температура изделия после охлаждения не должна превышать 60 °С. Очищенный от теплоносителя и охлажденный профиль подают на станок для резки, где его режут по заданным длинам. Затем он поступает на контроль и упаковку.
Вопросы для закрепления знаний
1. Вулканизация на ротационной машине?
2. Вулканизация в расплаве солей?
3. Вулканизация в кипящем слое?
Дата добавления: 2017-09-19; просмотров: 818;