Тема 3. Прессование изделий из термопластичных материалов
Прессование-это технологический процесс, в основе которого лежит сжатие или уплотнение материала, помещенного в форму.
Современная промышленность переработки пластмасс располагает широким набором методов переработки и парком технологического оборудования.
Выбор способа прессования зависит от свойств пресс-материалов (текучести и скорости отверждения), его исходного состояния (порошок, гранулы, волокнистый, слоистый), конструкции изделия, тиража и степени автоматизации оборудования.
Метод заключается в пластическом деформировании материала при одновременном воздействии на него тепла и давления с последующей фиксацией формы изделия в результате отверждения при переработке реактопластов, вулканизации – при прессовании резин и охлаждения под давлением – для термопластов.
Прямое прессование -заготовка разогревается до пластично-вязкого состояния, затем закладывается в специализированную пресс-форму, обрабатывается прессом и дорабатывается до готового вида.
Литьевое прессование - предварительно размягченный (пластифицированный) материал впрыскивается под давлением, воздействующим на материал, находящийся в обогреваемой загрузочной камере, через литниковые каналы в замкнутую полость пресс-формы.
Обоснование выбора технологических параметров и их влияние на качество изделий.
- Выбор Т прессования зависит от типа пресс-материала, текучести, содержания влаги и летучих, скорости отверждения связующего, размеров и конфигурации изделия, конструктивных особенностей пресс-формы, преднагрева и теплоты поликонденсации;
- удельное давление прессования зависит от вязкости пресс-материала, скорости отверждения связующего, Т прессования, толщины стенки и сложности конфигурации изделия, скорости опускания пуансона. Давление влияет на скорость отверждения материала, плотность и прочность изделия;
- время выдержки под давлением зависит от условий подготовки пресс-материала, Т прессования, толщины изделия.
Это один из старейших методов переработки термопластов, но в современной технологии переработки термопластов используется ограниченно, вследствие низкой производительности. Продолжительность цикла прессования термопластов ~ 2 часов, тогда как при литье под давлением - несколько минут.
Метод используется при изготовлении небольших партий толстых листов и блоков, в том числе оптически прозрачных. При изготовлении толстостенных и крупногабаритных изделий литьем под давлением первым остывает литниковый канал, потом наружная оболочка, а затем внутренние слои. Следовательно, при остывании середины она сжимается и тянет твердую оболочку, которая сопротивляется растяжению, в результате чего растягиваются внутренние слои и за счет растяжения образуются вакуумные полости.
Получают прессованием толстостенные изделия сложной формы переменного сечения. Перерабатывают термопластины с большим количеством абразивного наполнителя, вызывающего износ оборудования при литье под давлением, термопласты с низким показателем текучести и имеющие высокую температуру плавления, ароматические полиамиды [6,8].
При прессовании термопластов не протекает химических реакций, оформление изделия происходит в результате затвердевания расплава при охлаждении под давлением, что и является важнейшей причиной низкой производительности пресса.
Пресс-форма для термопластов имеет меньшие зазоры, чтобы предотвратить вытекание расплава, имеются каналы для выхода воздуха.
Прессуют обычно по схемам:
Р Т®t Т Р ®t
|
|
Схема 1 Схема 2
При прессовании по схеме 1 (подача давления, нагрев и формование) воздушные поры «раскрываются» и быстрее выходит воздух, чем при прессовании по схеме 2, где поры деализируются и долго выходит воздух.
Для получения монолитных изделий должно быть определенное соотношение между давлением и температурой процесса, лежащими в пределах области истинной пропрессованности . Это область ограничена кривой, нижняя ветвь которой характеризует течение материала (исчезновение физической границы раздела между его частицами), а верхняя - снижение текучести из-за возрастания жесткости макромолекул при высоких давлениях (выше 100 МПа). Точка перегиба кривой соответствует температуре текучести (Тг) материала, а наклон ее ветвей зависит от факторов, влияющих на текучесть (молекулярная масса полимера, содержание пластификаторов и др.).
Следовательно, существует не только нижняя граница давления, но и верхняя, так как расплавы полимеров являются сжимаемыми жидкостями. При нормальной температуре между макромолекулами существует межмолекулярное взаимодействие и полимеры – твердые. При нагреве расстояние между макромолекулами увеличивается и при температуре плавления макромолекулы индивидуальны. При возрастании давления расстояние между макромолекулами уменьшается, и полимер переходит в стеклообразное состояние.
Это подтверждается испытаниями на капиллярном вискозиметре: создается давление и расплав течет через капилляр, а при больших давлениях не течет, так как переходит в эластическое или даже стеклообразное состояние. Изделия, отпрессованные в интервале температур Тст - Тт, мутнеют и при нагревании выше температуры стеклования растрескиваются под влиянием внутренних напряжений, которые накапливаются во время прессования и не успевают отрелаксировать из-за малой подвижности макромолекул.
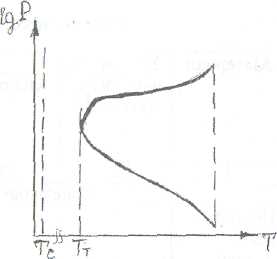
Рис. 4. Зависимость логарифма давления от температуры при прессовании термопластов
Увеличение времени выдержки под давлением сдвигает область истинной пропрессованности в сторону более низких температур. Высокая температура приводит к возрастанию текучести материала, в результате чего затрудняется его уплотнение и удаление воздуха.
При прессовании, особенно толстых листов, давление необходимо постепенно снижать (чтобы предотвратить вытекание материала), а при охлаждении постепенно повышать, пока не будет достигнута температура стеклования. При таком режиме более полно удаляется воздух, уменьшается усадка, предотвращается образование трещин и раковин.
Режимы прессования некоторых термопластов приведены в табл.1.
Таблица 1- Режимы прессования некоторых термопластов
| Материал | Уд. давление, МН/м2 (кгс/см2) | Температура, °С | |||
| заготовки | пресс-формы | прессования | |||
| при загрузке заготовки | при съеме изделия | ||||
| Кристаллизующиеся термопласты | |||||
| Полиэтилен: низкой плотности высокой плотности | 0,5-20 (5-200) 5-10 (50-100) | 80-90 120-130 | 100-110 130-140 | 40-50 40-50 | 120-140 160-180 |
| Полипропилен | 7,5-12,5 (75-125) | 130-140 | 150-170 | 170-180 | |
| Фторлон-3 | 30-50 (300-500) | _ | - | 100-120 | 220-260 |
| Фторлон-40 | То же | - | - | 90-100 | 270-290 |
| Продолжение таблицы 6 | |||||
| Аморфные термопласты | |||||
| Полистирол: блочный эмульсионный | 35-40 (350-400) 20-25(200-250) | 100-120 - | 120-130 130-140 | 50-70 40-50 | 135-150 140-165 |
| Полиметилметак-рилат | 25-30(250-300) | - | 140-160 | 30-50 | 170-190 |
| Винипласт | 1-7 (10-70)* | - | 120-130 | 50-60 | 170-180 |
*При прессовании листов; в случае изготовления более сложных изделий удельное давление может достигать 30 МПа.
Вопросы для закрепления знаний
1. Прессование-это?
2. Прямое прессование-это?
3. Литьевое прессование-это?
4. Параметры прессования?
Дата добавления: 2017-09-19; просмотров: 651;