Верхнее, нижнее и двухстороннее прессование
При прессовании относительно стенки опоки может перемещаться как прессовая, так и модельная плиты. Прессование при неподвижной модельной плите, независимо от ее расположения в опоке, называется верхним прессованием (рис 2.3, а), прессование движущейся модельной плитой, независимо от ее расположения в опоке нижним (рис 2.3, б, в), прессование прессовой и модельной плитами или двумя полумоделями, например в машинах безопочной формовки (рис 2.3 в) - двусторонним
Распределение плотности смеси по высоте опоки при указанных методах прессования неодинаково. Наибольшая плотность создается в слоях, близких к поверхности, передающей силовое воздействие (прессовой колодке или модели), и по мере удаления от нее уменьшается вследствие торможения смеси о стенки опоки (рис. 3.5).
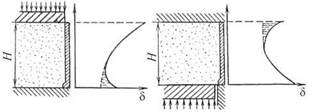
Рис. 3.5. Распределение плотности формовочной смеси по высоте опоки: а - при верхнем прессовании; б - при нижнем прессовании
Чем выше опока, тем больше неравномерность распределения плотности смеси по ее высоте. Величина и характер распределения плотности зависят не только от высоты формы Н, но и от отношения этой высоты к наименьшему поперечному сечению. Для получения равномерного уплотнения это отношение не должно превышать 1-1,25.
При верхнем прессовании формовочная смесь из наполнительной рамки запрессовывается в опоку прессовой колодкой, при этом происходит переуплотнение смеси над моделью и недоуплотнение вокруг нее. При нижнем прессовании смесь обычно запрессовывается моделью и модельной плитой со стороны разъема формы. Рамкой в этом случае служит углубление в неподвижном столе машины. Плотность смеси по высоте опоки при нижнем прессовании значительно более высокая около модели и меньшая со стороны контрлада. Однако это утверждение справедливо, если уплотняется одна модель в опоке. В этом случае внешнее трение (между стенками опоки и смесью) способствует уплотнению смеси в карманах между моделью и стенками опоки. В карманах же формы между несколькими моделями смесь одинаково плохо уплотняется, как при верхнем, так и при нижнем прессовании. Точность форм при нижнем прессовании ниже, чем при верхнем:
При любом способе уплотнения не удается точно сдозировать необходимый объем смеси в опоку. При верхнем прессовании излишки смеси обычно срезают. При нижнем этого сделать нельзя и поэтому при сборке полуформы сопрягают не по ладу, как при верхнем прессовании, а по поверхности уплотненной смеси, уровень которой выполняют несколько выше лада опоки.
Таким образом, несмотря на определенные технологические преимущества нижнего прессования, в силу указанных причин, оно не нашло широкого применения. Поэтому, нижнее прессование рекомендуется применять в специализированных формовочных машинах, предназначенным для изготовления форм, в которых располагается только одна отливка, или в случаях, когда нижнее прессование позволяет получить какой-либо дополнительный эффект.
Двухстороннее прессование применяют в том случае, когда необходимо получить одинаковую плотность с обеих сторон (обе стороны рабочие) и когда положение уплотненной смеси относительно опоки (камеры прессования) не оказывает влияния на последующие операции, например в машинах безопочной формовки.
Дата добавления: 2019-10-16; просмотров: 1220;