Функциональная схема прибора вихретокового контроля
После проверки способа вихретокового контроля с помощью исследовательской АСВК для получения и анализа экспериментальных данных по реакции ВТД на неоднородность структуры поверхностного слоя шлифованных деталей в условиях автоматического сканирования контролируемых поверхностей в ОАО «СПЗ» совместно с СГТУ разработан и изготовлен экспериментальный прибор вихретокового контроля. Прибор, функциональная схема которого приведена на рис. 5.8, обеспечивает запись в цифровой форме электрического сигнала, связанного с физико-механическими свойствами сканируемой поверхности. Устройство содержит многозвенный сканирующий манипулятор, с закрепленным на нем вихретоковым датчиком, генератор с автоподстройкой частоты, фильтр, подавляющий низкочастотные составляющие, аналого-цифровые преобразователи, персональный компьютер и устройство сопряжения сканирующего манипулятора с компьютером. Манипулятор обеспечивает перемещение датчика нормально к сканируемой поверхности по спирали. В экспериментальном преобразователе датчик включен в контур высокочастотного генератора и представляет собой ферритовый стержень диаметром 1.5 мм с намотанной на него катушкой. Компьютер управляет сканированием детали и накапливает результаты контроля в двух таблицах данных, количество столбцов в которых соответствует количеству оборотов детали, а количество строк - числу преобразований аналогового сигнала ВТД в цифровую форму. Частота преобразований – 5 кГц обеспечивает удовлетворительную дискретизацию высокочастотных составляющих (200…500 Гц) сигнала ВТД. В зависимости от частоты вращения контролируемой детали количество чисел в столбце может составлять от 2.5 до 10 тыс.
В первой таблице записывается полный сигнал ВТД. Данные о полном сигнале используются в работе для последующего анализа цифровыми методами. Во вторую таблицу записывается сигнал, пропущенный через аппаратный фильтр, подавляющий низкочастотные составляющие. По окончании сканирования компьютер на основе отфильтрованных данных формирует на экране монитора растровое изображение контролируемой поверхности и графики сигналов вихретокового преобразователя за каждый оборот детали.
Исследование возможностей экспериментального сканирующего вихретокового преобразователя (ВТП) показало, что вихретоковый метод в сочетании с автоматическим сканированием и компьютерным формированием образов контролируемых поверхностей позволяет не только выявлять аномалии поверхностного слоя с целью дефектоскопии, но и после исключения недостатков экспериментального сканирующего преобразователя и развития его достоинств применить вихретоковый метод в системе мониторинга технологических процессов для количественной оценки нормального состояния поверхностного слоя шлифованных деталей. С этой целью совместно ОАО «СПЗ», СГТУ и ГУНТП «СТОМА» разработана и изготовлена серия приборов – автоматизированных систем вихретокового контроля неоднородности поверхностного слоя ПВК - К2.

Рис.5.8. Функциональная схема экспериментального прибора вихретокового контроля:
ВТД – вихретоковый датчик, Ген – генератор, ЧД – частотный детектор, У – усилитель, ФВЧ – фильтр высоких частот,
АПЧ – автоматическая подстройка частоты генератора, АЦП – аналого-цифровой преобразователь,
ШП – шаговый привод сканирующего устройства, УС – устройство сопряжения
Применяемые ранее методы и средства вихретокового контроля в подшипниковой промышленности предусматривают ручную настройку режимов контроля, которую необходимо осуществлять при смене типа контролируемой детали, и ручное сканирование поверхности вихретоковым датчиком. Реальным и эффективным средством повышения достоверности и производительности контроля является применение автоматизированных методов вихретокового контроля, реализующих автоматическое сканирование контролируемых поверхностей, накопление и визуализацию результатов контроля с помощью компьютера так, как это сделано в экспериментальном вихретоковом приборе. Однако применение компьютера в системах контроля наряду с автоматизацией управления процессом сканирования различных деталей позволяет решать более широкий круг взаимосвязанных задач, направленных на создание АСВК для осуществления мониторинга технологических процессов шлифовальной обработки. В первую очередь необходима адаптация к изменению свойств материала и формы объектов контроля, которая не вносит искажения в форму и амплитуду сигналов, получаемых вихретоковым методом.
На рис.5.9 представлен общий вид серийной АСВК. Автоматическая настройка режима работы ВТП при изменении условий работы датчика (формы и материала контролируемой поверхности) осуществляется компьютером либо непрерывно, либо перед началом сканирования каждой поверхности детали и не изменяется во время сканирования (режим задается в программе контроля). Это позволяет исключить искажение сигналов ВТП от протяженных дефектов и сохраняет информацию о медленных изменениях сигнала. В этом состоит первое отличие АСВК от экспериментального прибора.
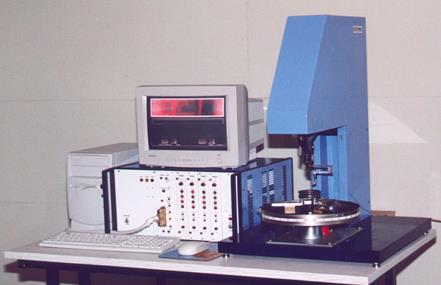
Рис.5.9. Общий вид автоматизированной системы вихретового контроля
Второе отличие состоит в том, что ВТП формирует два сигнала, один из которых связан с амплитудой, другой - с фазой тока датчика. Различные комбинации направления изменения сигналов и их величин содержат информацию о характере неоднородностей контролируемой поверхности. Цветовое суммирование сигналов фазового и амплитудного каналов вихретокового преобразователя позволяет различать пятна вторичного отпуска и вторичной закалки, обезуглероженность, троститные пятна, трещины и другие дефекты.
Дальнейшее развитие АСВК получила в новом приборе ПВК-К3. Этот прибор содержит два компьютера: первый – для управления сканированием и обработки сигнала, второй – для накопления, поддержания базы вихретоковых данных и связи с системой мониторинга технологических процессов обработки колец подшипников.
ЗАКЛЮЧЕНИЕ
Материалы учебного пособия знакомят студентов с вопросами построения современных информационно-измерительных средств, на базе которых строятся автоматизированные компьютерные системы контроля, диагностирования и испытаний технологических объектов управления общепромышленного назначения, а также системы мониторинга технологических процессов автоматизированных производств.
Особый интерес представляет современная трактовка понятия «датчика» как измерительного преобразователя, на основе которого построены многочисленные каналы информационно-измерительных систем различных по своей физической природе параметров (движения, положения, позиции, температуры, давления, уровня, расхода, контроля качества – дефектоскопии и т.д.).
Основное внимание уделяется датчикам, которые реализованы на современной элементной базе интегральных микроэлектронных технологий (например, датчики Холла). Эти датчики обладают высокой точностью, надежностью, продолжительным сроком службы и возможностью легкого встраивания в микропроцессорные информационно-измерительные системы.
Кроме того, при рассмотрении вопросов построения информационно-измерительных каналов с применением современных измерительных преобразователей и цифровых измерительных приборов приводится описание процесса автоматизированной обработки, анализа и интерпретации информации о состоянии реальных технологических объектов производственных систем машиностроения, приборостроения, энергетики, теплотехники и других профилей.
Дата добавления: 2017-01-13; просмотров: 1221;