Статистических методов контроля
Контрольная карта (КК) - это простой графический метод оценки степени статистической неуправляемости процесса путем сравнения отдельных статистических данных из выборок или подгрупп групп с контрольными границами. Данные карты могут быть построены для количественных или альтернативных данных.
 Количественные данные - результат наблюдений, проводимых с помощью измерений и записи численных значений данного показателя качества рассматриваемых единиц выборки.
Количественные данные - результат наблюдений, проводимых с помощью измерений и записи численных значений данного показателя качества рассматриваемых единиц выборки.
Альтернативные данные - результат наблюдений наличия (или отсутствия) определенного признака для каждой рассматриваемой единицы выборки и подсчета числа единиц, имеющих (или не имеющих) данный признак или число таких признаков в единице, группе, выборке и т.д.
Существует три основных вида контрольных карт (КК).
1. КК Шухарта и ее разновидности.
С помощью этих карт оценивают, находится ли процесс в статистически управляемом состоянии. Иногда их используют для приемки процессов, хотя специально они для этого не созданы.
2. Приемочные КК, предназначенные специально для определения критерия приемки процесса.
3. Адаптивные КК для регулировки процесса с помощью планирования его тренда и проведения упреждающей корректировки на основании прогнозов.
В данной работе рассматриваются только КК первого вида.
В работе рассмотрены КК только для количественных данных. Эти карты имеют следующие преимущества:
1. Большинство размеров и параметров могут быть измерены, т.е. применимость таких карт очень широка.
2. Характеристики процесса могут быть проанализированы безотносительно установленных требований.
3. Хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для них почти всегда гораздо меньше и применение КК по количественному признаку намного эффективнее.
Для данных карт предполагается нормальное распределение характеристик качества размеров внутри выборок. С учетом этого выведены и коэффициенты для расчета контрольных границ.
Карты средних  и размахов R или выборочных стандартных отклонений (S) отражают состояние процесса через разброс характеристик качества R и расположение центра группирования характеристик
и размахов R или выборочных стандартных отклонений (S) отражают состояние процесса через разброс характеристик качества R и расположение центра группирования характеристик  . Поэтому эти карты всегда применяют и анализируют парами.
. Поэтому эти карты всегда применяют и анализируют парами.
В табл. 24 приведены формулы для расчета контрольных границ  , R и S-карт, а в табл. 25 — значения коэффициентов для этих формул. В этих таблицах стандартные значения (среднее арифметическое , средний размах R , среднее квадратическое S) могут быть заданы или нет. Эти значения заданы, если рассматривается действующий вариант техпроцесса, а не заданы – на стадиях изучения, разработки и постановки продукции на производство или в начальной стадии обработки деталей.
, R и S-карт, а в табл. 25 — значения коэффициентов для этих формул. В этих таблицах стандартные значения (среднее арифметическое , средний размах R , среднее квадратическое S) могут быть заданы или нет. Эти значения заданы, если рассматривается действующий вариант техпроцесса, а не заданы – на стадиях изучения, разработки и постановки продукции на производство или в начальной стадии обработки деталей.
Т а б л и ц а 24 — Формулы для расчета контрольных границ UCL и LCL для карт Шухарта с использованием количественных данных
| Статистика | Стандартные значения не заданы | Стандартные значения заданы | |||
| Центральная линия | UCL и LCL | Центральная линия | UCL | LCL | |
|
| 
|  или или

| X0 или 
| X0±A1σ0 | |
| R | 
|  , , 
| R0 или d2σ0 | D2σ0 | D1σ0 |
| S | 
|  
| S0 или C4σ0 | B6σ0 | B3σ0, |
Примечание – Заданы стандартные значения Х0 или μ, R0, S0 σ0.
Для расчета контрольных границ по данному методу необходимо знать среднюю величину размера Х0 на заданной операции технологического процесса, которая может быть определена по формуле:
 ; (6.34)
; (6.34)
где Xmax, Xmin верхние и нижние предельные размеры обрабатываемой поверхности.
Для того чтобы процесс обеспечивал необходимую точность, должно соблюдаться условие
 , (6.37)
, (6.37)
где ω – поле рассеяния размеров в партии деталей. Для нормального закона распределения ω=6S.
Отсюда
 . (6.38)
. (6.38)
Для выполнения данного раздела необходимо для 1-2 операций обработки поверхности произвести расчет границ регулирования для и R-карт и построить их изображения. Объем выборки n обычно принимается равным 3-7.
Пример.
На токарном станке с ЧПУ обработана партия деталей n = 100 шт. Средний размер деталей деталей Х0 = 52,53 мм. Предельные значения Xmax = 53,65 мм и Xmin = 53,41 мм, T = 0,24 мм.
Величину среднеквадратического отклонения S(σ0) определяем по формуле (6.38)
 мм.
мм.
Для контроля взято 20 выборок объемом 5 шт. каждая.
Расчет контрольных границ производим по формулам таблицы 24.
– карта:
UCL = X0 +A1σ0 = 52,53 + 1,342 · 0,03 = 52,57 мм.
LCL = X0 – A1σ0 = 52,53 – 1,342 · 0,03 = 52 49 мм.
R – карта:
UCL = D2σ0 = 4,918 · 0,03 = 0,15 мм.
LCL = D1σ0 = 0 ( так как n < 7, то LCL отсутствует).
Центральная линия:
d2σ0 = 2,326 · 0,03 = 0,07 мм
Соответствующие карты приведены на рис. 3 и 4.
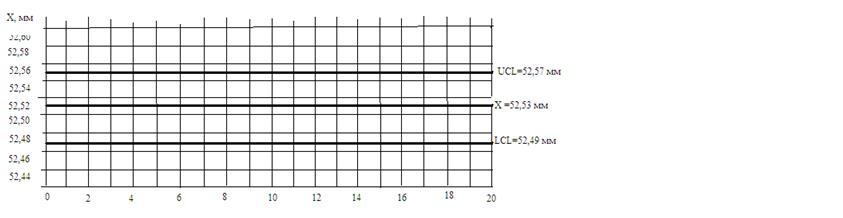
Рисунок 3. Карта средних Хср
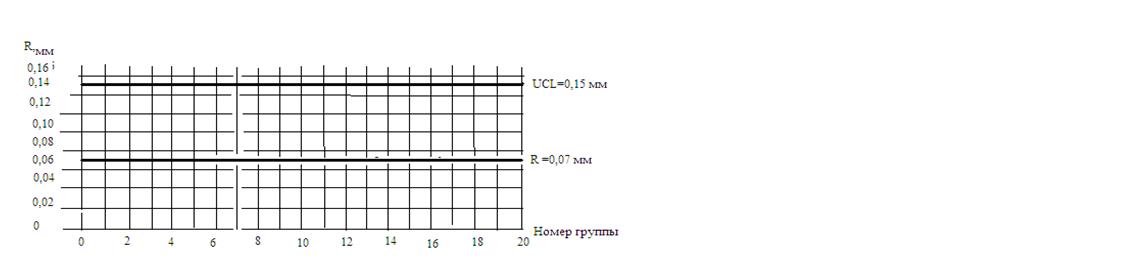
Рисунок 4. Карта размахов R
Т а б л и ц а 25 — Коэффициенты для вычисления границ контрольных карт [10]
| Число наблюдений в подгруппе | Коэффициенты для вычислений контрольных границ | Коэффициенты для вычисления центральной линии | |||||||||||||
| A1 | A2 | A3 | B3 | B4 | B5 | B6 | D1 | D2 | D3 | D4 | C4 | 1/C4 | d2 | 1/d2 | |
| 2,121 | 1,880 | 2,659 | 0,000 | 3,267 | 0,000 | 2,606 | 0,000 | 3,686 | 0,000 | 3,267 | 0,7979 | 1,2533 | 1,128 | 0,8865 | |
| 1,732 | 1,023 | 1,954 | 0,000 | 2,568 | 0,000 | 2,276 | 0,000 | 4,358 | 0,000 | 2,574 | 0,8886 | 1,1284 | 1,693 | 0,5907 | |
| 1,500 | 0,729 | 1,628 | 0,000 | 2,266 | 0,000 | 2,088 | 0,000 | 4,696 | 0,000 | 2,282 | 0,9213 | 1,0854 | 2,059 | 0,4857 | |
| 1,342 | 0,577 | 1,427 | 0,000 | 2,089 | 0,000 | 1,964 | 0,000 | 4,918 | 0,000 | 2,114 | 0,9400 | 1,0638 | 2,326 | 0,4299 | |
| 1,225 | 0,483 | 1,287 | 0,030 | 1,970 | 0,029 | 1,874 | 0,000 | 5,078 | 0,000 | 2,004 | 0,9515 | 1,0510 | 2,534 | 0,3946 | |
| 1,134 | 0,419 | 1,182 | 0,118 | 1,882 | 0,113 | 1,806 | 0,204 | 5,204 | 0,076 | 1,924 | 0,9594 | 1,0423 | 2,704 | 0,3698 | |
| 1,061 | 0,373 | 1,099 | 0,185 | 1,815 | 0,179 | 1,751 | 0,388 | 5,306 | 0,136 | 1,864 | 0,9650 | 1,0363 | 2,847 | 0,3512 | |
| 1,000 | 0,337 | 1,032 | 0,239 | 1,761 | 0,232 | 1,707 | 0,547 | 5,393 | 0,184 | 1,816 | 0,9693 | 1,0317 | 2,970 | 0,3367 | |
| 0,949 | 0,308 | 0,975 | 0,284 | 1,716 | 0,276 | 1,669 | 0,687 | 5,469 | 0,223 | 1,777 | 0,9727 | 1,0281 | 3,078 | 0,3249 | |
| 0,905 | 0,285 | 0,927 | 0,321 | 1,679 | 0,313 | 1,637 | 0,811 | 5,535 | 0,256 | 1,744 | 0,9754 | 1,0252 | 3,173 | 0,3152 | |
| 0,866 | 0,266 | 0,886 | 0,354 | 1,646 | 0,346 | 1,610 | 0,922 | 5,594 | 0,283 | 1,717 | 0,9776 | 1,0229 | 3,258 | 0,3069 | |
| 0,832 | 0,249 | 0,850 | 0,382 | 1,618 | 0,374 | 1,585 | 1,026 | 5,647 | 0,307 | 1,693 | 0,9774 | 1,0210 | 3,336 | 0,2998 | |
| 0,802 | 0,235 | 0,817 | 0,406 | 1,594 | 0,399 | 1,563 | 1,118 | 5,696 | 0,328 | 1,672 | 0,9810 | 1,0194 | 3,407 | 0,2935 | |
| 0,775 | 0,223 | 0,789 | 0,428 | 1,572 | 0,421 | 1,544 | 1,203 | 5,741 | 0,347 | 1,653 | 0,9823 | 1,0180 | 3,472 | 0,2880 | |
| 0,750 | 0,212 | 0,763 | 0,448 | 1,552 | 0,440 | 1,526 | 1,282 | 5,782 | 0,363 | 1,637 | 0,9835 | 1,0168 | 3,532 | 0,2831 | |
| 0,728 | 0,203 | 0,739 | 0,466 | 1,534 | 0,458 | 1,511 | 1,356 | 5,820 | 0,378 | 1,622 | 0,9845 | 1,0157 | 3,588 | 0,2784 | |
| 0,707 | 0,194 | 0,719 | 0,482 | 1,518 | 0,475 | 1,496 | 1,424 | 5,856 | 0,391 | 1,608 | 0,9854 | 1,0148 | 3,640 | 0,2747 | |
| 0,688 | 0,187 | 0,698 | 0,497 | 1,503 | 0,490 | 1,483 | 1,487 | 5,891 | 0,403 | 1,597 | 0,9862 | 1,0140 | 3,689 | 0,2711 | |
| 0,671 | 0,180 | 0,680 | 0,510 | 1,490 | 0,504 | 1,470 | 1,549 | 5,921 | 0,415 | 1,585 | 0,9869 | 1,0133 | 3,735 | 0,2677 | |
| 0,655 | 0,173 | 0,663 | 0,523 | 1,477 | 0,516 | 1,459 | 1,605 | 5,951 | 0,425 | 1,575 | 0,9876 | 1,0126 | 3,778 | 0,2647 | |
| 0,640 | 0,167 | 0,647 | 0,534 | 1,466 | 0,528 | 1,448 | 1,659 | 5,979 | 0,434 | 1,566 | 0,9882 | 1,-119 | 3,819 | 0,2618 | |
| 0,626 | 0,162 | 0,633 | 0,545 | 1,455 | 0,539 | 1,438 | 1,710 | 6,006 | 0,443 | 1,557 | 0,9887 | 1,0114 | 3,858 | 0,2592 | |
| 0,612 | 0,157 | 0,619 | 0,555 | 1,445 | 0,549 | 1,429 | 1,759 | 6,031 | 0,451 | 1,548 | 0,9892 | 1,0109 | 3,895 | 0,2567 | |
| 0,600 | 0,153 | 0,606 | 0,565 | 1,434 | 0,559 | 1,420 | 1,806 | 6,056 | 0,459 | 1,541 | 0,9896 | 1,0105 | 3,931 | 0,2544 |
Дата добавления: 2016-12-08; просмотров: 905;