Вертикально-сверлильные станки
Вертикально-сверлильные станки предназначены для получения сквозных и глухих отверстий в сплошном материале, для рассверливания, зенкерования и развертывания отверстий, для нарезания внутренних резьб метчиками, для обработки торцевых выступов и углублений под головки винтов, заклепок. Применяя специальные инструменты и приспособления, на станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале (т.н. "трепанирование") и т.д.
| Основные размеры сверлильных станков: - наибольший диаметр сверления в стали средней твердости (sв=500-600 МПа); - номер конуса отверстия шпинделя; - вылет оси шпинделя (расстояние от оси шпинделя до направляющих колонны); - наименьшие и наибольшие расстояния от торца шпинделя до поверхности стола и основания. Большинство станков имеют компоновки "Кронштейн" или "Агрегат" (рис. 7.1). В первом случае приводы главного движения и подачи являются отдельными узлами, во втором - они находятся в едином узле. Основные узлы станка, имеющего компоновку "Агрегат" (см. рис. 7.1,б), следующие: А – основание; Б – колонна; В – стол; Г – шпиндельный узел; Ж – сверлильная головка. Примером станка с компоновкой "Агрегат" является станок модели 2Н125 (см. рис. 7.2 и п/п. 3.4.1). | 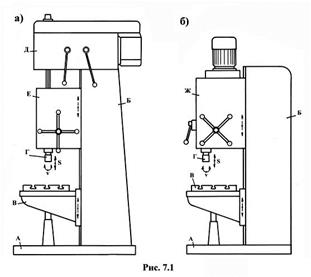
|
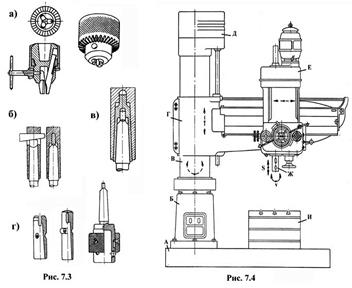
Для установки инструмента в шпинделе сверлильного станка имеется коническое глухое отверстие. Инструменты с цилиндрическим хвостовиком устанавливаются в шпиндель с помощью патронов, а с коническим – через переходные втулки (рис. 7.3).
| 7.1.2 Радиально-сверлильные станки Радиально-сверлильные станки применяются для обработки отверстий в деталях тяжёлых, или относительно больших габаритов, или неудобных для установки на вертикально-сверлильных станках, а так же для сверления отверстий, сравнительно далеко расположенных друг от друга на обрабатываемой детали. Совмещение оси отверстия заготовки с осью шпинделя достигается перемещением шпинделя в полярных координатах. Наиболее распространённые исполнения радиально-сверлильных станков: настенные; радиальные на колонне (основной тип); без подъема траверсы – для изделий с мало различающейся высотой (или толщиной); универсальные – с поворотом шпиндельной бабки и траверсы около горизонтальных взаимно перпендикулярных осей – для сверления отверстий с любым направлением оси; переносные и самоходные – для крупных и тяжелых изделий. |
Основные узлы радиально-сверлильного станка на колонне (рис. 7.4) следующие:
А – основание (плита); Б – неподвижная колонна; В – поворотная колонна; Г – рукав (траверса); Д – механизм подъема рукава; Е – сверлильная (шпиндельная) головка; Ж – шпиндельный узел; И – стол.
Стол предназначен для закрепления на нём обрабатываемых деталей. Однако громоздкие детали могут устанавливаться на основании, стол в таком случае может быть снят.
Движения в станках:
- главное – вращение шпинделя с инструментом;
- подача – осевое перемещение шпинделя с инструментом;
- установочные – вертикальное перемещение рукава по колонне, радиальное перемещение головки по рукаву, поворот рукава вместе с поворотной колонной относительно неподвижной колонны.
Дата добавления: 2016-07-09; просмотров: 1219;