Токарно-затыловочные станки
5.6.1 Затылование – это обработка задних поверхностей зубьев режущих инструментов по спирали Архимеда. Во время обработки заготовка 1 (рис. 5.9,а) с числом зубьев Z равномерно вращается, а резец 2 совершает движение затылования, обеспечивая в конечном итоге величину падения затылка h на величине угла Y»2pZ. Возвратно-поступательное перемещение резцу сообщается от кулачка (рис. 5.9,б), который выбирается в зависимости от требуемого h. Рабочий ход происходит при повороте кулачка на угол α. За один оборот заготовки резец должен совершить столько двойных ходов, сколько зубьев имеет затылуемая заготовка, т.е. Z.
Затылование может производиться методами радиальной (рис. 5.9,в) и продольной (рис. 5.9,г) подачи.
Типичным представителем токарно-затыловочных станков является станок модели 1А81 (рис. 5.11), который предназначен для затылования цилиндрических и фасонных фрез с прямыми и винтовыми зубьями, червячных фрез, метчиков (рис. 5.10), а также выполнения любых токарных работ, в том числе, нарезания резьб.
Основные узлы станка: станина, передняя и задняя бабки, коробка подач, суппорт. На рис. 5.11 выделены:
А, Б – трензели (реверсивные механизмы); В – рукоятка включения продольной подачи; Г – затыловочный суппорт; Д – каретка суппорта и фартук; Л – поворотная плита; Ж – поперечные салазки; И – верхние салазки; К – кулачок перемещения затыловочного суппорта (см. также рис. 5.9,б); Е – поворотные направляющие затыловочного суппорта.
5.6.2 Уравнения кинематического баланса цепей станка модели 1А81 (см. рис. 5.11) следующие.
1) Цепь главного движения: nдв®n

затылование производится при nдв=720 об/мин и работе с перебором ( 
 ), т.е. при одной из 8 низших частот вращения, поскольку при больших частотах вращения практически невозможно осуществление расчётных возвратно-поступательных перемещений резца. Всего же при nдв=720 об/мин обеспечивается 12 вариантов частот вращения. При nдв=1440 об/мин прибавляются только две более высоких частоты и, таким образом, используется 14 различных частот вращения шпинделя: 4,6 - 6,5 - 8,9 - 12,5 - 18,4 - 26 - 35,6 - 50 - 73,6 - 104 - 142,4 - 200 - 280 - 394 об/мин;
), т.е. при одной из 8 низших частот вращения, поскольку при больших частотах вращения практически невозможно осуществление расчётных возвратно-поступательных перемещений резца. Всего же при nдв=720 об/мин обеспечивается 12 вариантов частот вращения. При nдв=1440 об/мин прибавляются только две более высоких частоты и, таким образом, используется 14 различных частот вращения шпинделя: 4,6 - 6,5 - 8,9 - 12,5 - 18,4 - 26 - 35,6 - 50 - 73,6 - 104 - 142,4 - 200 - 280 - 394 об/мин;
2) Цепь деления: 1 оборот шпинделя с заготовкой ® Z оборотов кулачка К и двойных ходов суппорта за оборот заготовки (1 об.заг®Z дв.ход), где Z – число зубьев или канавок на затылуемой заготовке инструмента

В случае затылования резьбовых изделий вращение кулачка К автоматически отключается муфтой обгона М3 при обратном (холостом) продольном перемещении суппорта, обеспечиваемым без размыкания маточной гайки при реверсе электродвигателя.
При выполнении обычных токарных работ цепь деления может выключаться посредством скользящей шестерни 54;
3) Цепь продольной подачи суппорта. 1 об.шп® S

4) Цепь винторезной подачи суппорта. 1 об.шп®Sвинт;  где tн – шаг резьбы затылуемого инструмента, например, метчика; при
где tн – шаг резьбы затылуемого инструмента, например, метчика; при  мм муфта М2 включается влево (М2); при
мм муфта М2 включается влево (М2); при  мм – вправо (М2®)
мм – вправо (М2®)

5) Цепь дополнительного вращения кулачка К:
Т мм продольного перемещения суппорта®±Z об. кулачка, где Т – шаг винтовых канавок затылуемого инструмента, мм
а)  об. ходового винта®±Z об. кулачка:
об. ходового винта®±Z об. кулачка: 
б)  об. реечной шестерни®±Z об. кулачка
об. реечной шестерни®±Z об. кулачка

По этой кинематической цепи обеспечиваются дополнительные возвратно-поступательные движения затыловочного суппорта. Знаками  показано:
показано:
"+" – увеличение числа двойных ходов резца,
"–" – уменьшение их. Для обеспечения последнего в гитару а2, б2, в2, г2 необходимо установить дополнительную (пятую) шестерню.
Для работы цепи дополнительных движений суппорта от ходового винта следует включить муфту М4 (влево), от реечной шестерни – М4 отключить, а шестерни 20 и 75 сцепить.
5.6.3 Рассмотрим кинематические настройки станка на различные виды работ (см. кинематическую схему – рис. 5.11 и записи уравнений кинематического баланса в п/п. 5.6.2, на которые ниже делаются ссылки под теми номерами, под какими кинематические цепи представлены в указанном п/п.):
а) настройка для затылования дисковых фрез (см. рис. 5.9,а,в и 5.10,а).
Эта работа осуществляется методом радиальной (поперечной) подачи при включении следующих движений:
- главное – цепь 1;
- деления – цепь 2;
- радиальная подача Sр (на данном станке осуществляется вручную).
Обработка заканчивается, когда на периферии зубьев не останется цилиндрических ленточек. Для затылования зубьев фасонных (например, модульных) фрез требуется три резца (см. рис. 5.10,а). Резцы 1 и 2 обрабатывают боковые стороны зуба, а затем резец 3 – периферийный участок;
б) настройка для затылования цилиндрических фрез с прямыми канавками (см. рис. 5.9,г и 5.10,б).
Затылование осуществляется методом продольной подачи, при этом резец снимает припуск на всю глубину за один проход тонкими слоями S (десятые доли мм), измеряемыми в направлении продольной подачи. Движения:
- главное – цепь 1;
- деления – цепь 2;
- продольная подача S – цепь 3.
В случае затылования широких фрез с фасонным профилем резцу сообщается движение вдоль фасонных кромок затылуемых зубьев при помощи дополнительного копировального устройства;
в) настройка для затылования метчиков с прямыми канавками (см. рис. 5.10, в).
Движения:
- главное – цепь 1;
- деления – цепь 2;
- винторезная подача – цепь 4 с tн=tр£12,7.
Обработка ведется за несколько проходов;
г) настройка для затылования цилиндрических фрез с винтовыми зубьями.
Покажем (рис. У.17) фрезу с винтовыми зубьями, условно увеличенную по длине до размера полного шага Т винтового зуба. Очевидно T=πD/(tg w), где w – угол наклона винтовой линии зуба (стружечной канавки) затылуемой фрезы.
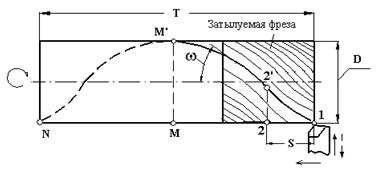
Рис. У.17. Схема затылования цилиндрических фрез с винтовыми зубьями
Если за один оборот фрезы резец будет делать Z двойных ходов, то после одного оборота фрезы резец, переместившись на величину продольной подачи, придет из точки (т.) 1 в т.2 на образующей 1-N. При затыловании же винтового зуба необходимо, чтобы он оказался в т.2', а не в т.2. После перемещения резца на полшага он попадет в т.М вместо т.М' и ошибка положения резца будет определяться половиной оборота фрезы, а через шаг (т.N) – целым оборотом.
Для того чтобы резец следовал за винтовой линией зуба, необходимо при правом направлении зуба (показано на рисунке) ускорить вращение детали либо (что применяется в станке 1А81) замедлить затыловочное движение резца, т.е. уменьшить частоту его двойных ходов. Это уменьшение должно составить Z двойных ходов за период продольного перемещения на Т (т.е. Т® –Z). При левом направлении зубьев должно быть +Z при том же условии.
Данная обработка обеспечивается при следующих движениях:
- главное – цепь 1;
- движение деления – цепь 2;
- продольная подача – цепь 3;
- дифференциальное (дополнительное) движение резца – цепь 5,б;
д) настройка для затылования червячных фрез (рис. 5.10,г).
Движения:
- главное – цепь 1;
- деления – цепь 2;
- винторезная подача – цепь 4 с tн=tзац >12,7;
- дифференциальное движение резца – цепь 5,а.
Обработка производится последовательно тремя резцами (аналогично показанному на рис. 5.10,а), при этом припуск снимается каждым резцом за несколько проходов.
Для многозаходных фрез после затылования зубьев одного захода заготовка поворачивается на соответствующий угол относительно резца и затылуется следующий заход и т.д.
Для обработки закалённых затылованных зубьев червячных фрез вместо резца используется шлифовальный круг (дисковый, чашечный, пальцевый), устанавливаемый на дополнительном высокооборотном шпинделе.
Дата добавления: 2016-07-09; просмотров: 2004;