Токарные станки с программным управлением
Токарные станки с программным управлением составляют самую значительную группу по номенклатуре в парке станков с ЧПУ, хотя токарные станки стали оснащать устройствами ЧПУ позже, чем сверлильные и фрезерные. Причина состояла в том, что токарная группа была в значительной степени автоматизирована вследствие использования в серийном производстве токарно-револьверных станков, токарно-копировальных и многорезцовых полуавтоматов, а в массовом производстве – автоматов. Кроме того, в токарных станках раньше, чем в других группах начали применять системы ЦПУ.
Токарные станки с ЧПУ классифицируют: а) по расположению оси шпинделя – на горизонтальные и вертикальные; б) по расположению направляющих – с горизонтальным, вертикальным и наклонным расположением; в) по числу и способам закрепления используемых инструментов – на суппорте, в револьверной головке, в магазине инструментов; г) по виду выполняемых работ – на центровые, патронные, патронно-центровые, прутковые.
Центровые станки служат для обработки заготовок типа валов с прямолинейным и криволинейным контурами. Они могут иметь как традиционные горизонтальные, так и наклонные направляющие. На этих станках можно нарезать резьбу резцом по программе.
Патронные станки предназначены для обтачивания, сверления, развертывания, зенкерования, цекования, нарезания резьбы метчиками в осевых отверстиях деталей типа фланцев, зубчатых колес, крышек, шкивов и т. д.; возможно нарезание внутренней и наружной резьб резцом по программе. К этому типу станков относятся токарные патронные полуавтоматы в горизонтальном и вертикальном исполнении, токарно-револьверные полуавтоматы, лобовые токарные полуавтоматы.
Патронно-центровые станки служат для выполнения наружной и внутренней обработки разнообразных сложных заготовок типа тел вращения и обладают технологическими возможностями токарных центровых и патронных станков. Система ЧПУ патронно-центровых станков обеспечивает нарезание наружной и внутренней резьбы резцом.
Карусельные станки применяют для обработки заготовок корпусов турбин, грузоподъёмных машин, оснований станков и других подобных деталей.
Токарные станки с ЧПУ по компоновке и конструкции очень разнообразны и значительно отличаются от токарных станков без программного управления. Для токарных станков без ЧПУ наиболее рациональной является горизонтальная компоновка, так как зона резания должна быть приближена к рабочему. Для станков с программным управлением, где это требование несущественно, чаще используют вертикальную или круто наклонную компоновку. Преимущества такой компоновки: легкость схода стружки и её удаления из рабочей зоны, возможность оснащения станка загрузочными устройствами любых типов, свободный доступ к инструменту и приспособлению, уменьшение площади, занимаемой станком.
Токарные станки с программным управлением оснащаются револьверными головками или магазинами инструментов. Револьверные головки бывают четырёх- двенадцатипозиционные, причём на каждой позиции может устанавливаться по два инструмента для наружной и внутренней обработки заготовки. Ось вращения головки может располагаться параллельно оси шпинделя, перпендикулярно к ней, наклонно. При установке на станке двух револьверных головок в одной из них закрепляют инструменты для наружной обработки, в другой – для внутренней. Такие головки могут располагаться соосно относительно друг друга или иметь разное расположение осей. Индексирование револьверных головок производится, как правило, путём применения закалённых и шлифованных плоскозубчатых торцовых муфт, которые обеспечивают высокую точность и жёсткость индексирования головки. В пазы револьверных головок устанавливают сменные взаимозаменяемые инструментальные блоки, которые налаживают на размер вне станка на специальных приборах, что значительно повышает производительность и точность обработки.
Магазины инструментов (вместимостью 8-20 инструментов) применяют реже, так как практически для токарной обработки одной заготовки не требуется более 6-10 инструментов. Использование большего числа инструментов целесообразно в случаях точения труднообрабатываемых материалов, когда инструменты имеют малый период стойкости, или при встройке станка в гибкий производственный модуль.
Технологические возможности токарных станков могут расширяться за счёт обеспечения внецентрового сверления, фрезерования по контуру (т.е. программируется поворот шпинделя) и др.
Приводы главного движения обычно выполняются на базе регулируемых двигателей постоянного и переменного тока, автоматически переключаемых коробок скоростей и клиноременных передач. Для повышения точности в шпиндельных механизмах
Фрезерные станки
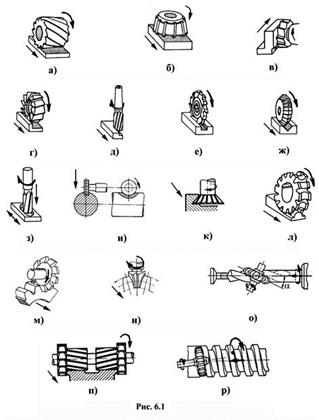
Фрезерные станки предназначены для обработки плоскостей и фасонных линейчатых поверхностей фрезами (рис. 6.1).
Для обработки деталей сравнительно малогабаритных и нетяжелых применяют консольно-фрезерные станки, в которых стол вместе с заготовкой может перемещаться в трёх взаимно перпендикулярных направлениях. При это
м перемещение вдоль длинной стороны стола устанавливают только прецизионные подшипники. (продольное) сообщается самому столу, поперечное – столу вместе с поперечными салазками, а вертикальное – столу, салазкам и консоли (рис. 6.2 и 6.3).
| Приводы подач состоят, как правило, из высокомоментных двигателей и винтовых пар качения, соединённых непосредственно или через зубчатую либо ремённозубчатую передачу. На ходовом винте устанавливается круговой датчик обратной связи. Скорость ускоренных перемещений составляет 5-10 м/мин. Токарные станки с ЧПУ отличаются высокой степенью автоматизации, по программе отрабатывается не только геометрическая информация по осям Х и Z, но и различные технологические команды: изменение частот вращения шпинделя, величин рабочих подач и вспомогательных перемещений, смена инструмента, включение и выключение механизмов стружкодробления и стружкоудаления, включение и выключение системы охлаждения, введение коррекции на положение инструмента, частоту вращения шпинделя и подачи. | |
| Инструмент устанавливается в шпинделе. По расположению оси шпинделя различают консольные вертикально-фрезерные (см. рис. 6.3) и горизонтально-фрезерные станки. Разновидностью последних являются универсально-фрезерные станки, в которых стол может быть повёрнут в горизонтальной плоскости (см. рис. 6.2). Типичный представитель таких станков – станок модели 6Н81 (см. рис. 6.4 и п/п. 3.4.2). В ряде моделей вертикально-фрезерных станков шпиндель располагается в головке, которая может быть повёрнута вокруг горизонтальной оси. На горизонтально-фрезерных станках оправка с фрезой поддерживается с помощью серьги и хобота. | 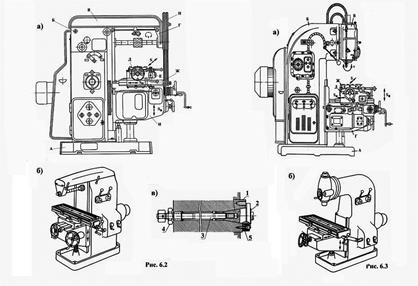
| |
На станках могут быть применены накладные столы: поворотный стол с делительным механизмом, позволяющий поворачивать деталь в горизонтальной плоскости, универсальный поворотный стол, позволяющий поворачивать деталь вокруг вертикальной, горизонтальной и наклонной осей.
Для работ, связанных с периодическим поворотом заготовки на равные или неравные части, на фрезерных станках применяют делительные головки (рис. 6.9). Работы, требующие непрерывного вращения заготовок, выполняются на универсально-фрезерных станках с использованием делительных головок. С их помощью можно обрабатывать гранные тела, прямозубые и косозубые зубчатые колёса, винтовые канавки, шлицевые валики, лыски и т. д., а также устанавливать заготовки под требуемым углом относительно стола станка.
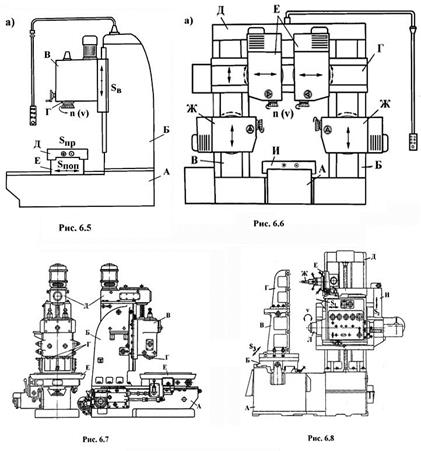
| Более крупные детали могут обрабатываться на бесконсольно-фрезерных станках, у которых стол с заготовкой перемещается только в продольном и поперечном направлениях (т.н. крестовый стол), а вертикальное перемещение сообщается фрезерной бабке. Основные узлы таких станков (рис. 6.5) следующие: А – станина; Б – стойка; В – шпиндельная (фрезерная) бабка; Г – шпиндельный узел; Д – стол; Е – салазки стола. Крупногабаритные детали обрабатываются на продольно-фрезерных станках, одностоечных и двухстоечных. Основные узлы двухстоечного станка (рис. 6.6) следующие: А – станина; Б,В – стойки; Г – траверса (поперечина); Д – портал (перекладина); Е – вертикальные (верхние) фрезерные бабки; Ж – горизонтальные (боковые) фрезерные бабки; И – стол. Выпускаются также станки непрерывного действия: карусельно-фрезерные (консольные и бесконсольные – рис. 6.7) и барабанно-фрезерные. В карусельно-фрезерном станке, например, стол непрерывно поворачивается, осуществляя подачу для обработки деталей и |
перемещение деталей через зону загрузки-выгрузки, где рабочий снимает готовые детали и устанавливает новые заготовки.
К специализированным станкам относят: копировально-фрезерные (рис. 6.8), фрезерно-отрезные, шпоночно-фрезерные, фрезерно-обточные, резьбофрезерные, зубофрезерные.
На фрезерных станках с ЧПУ, имеющих широкое распространение в промышленности, выполняются различные фрезерные и сверлильно-расточные работы. Для расширения технологических возможностей станки часто оснащают поворотными револьверными головками или магазинами инструментов.Станки для односторонней обработки выполняют с вертикальным расположением шпинделя и для многосторонней – с горизонтальным.
Для обработки заготовок сравнительно небольших размеров и относительно невысокой точности используют станки консольной компоновки. Для обработки заготовок средних размеров наиболее оптимальна компоновка с крестовым столом, обеспечивающая наибольшую жёсткость и точность обработки, удобство обслуживания. Станки выпускаются одношпиндельные и с револьверной головкой.
Для обработки тяжёлых заготовок вместо станков с крестовым столом выпускаются станки с поперечно-подвижной стойкой, несущей фрезерную бабку.
Продольно-фрезерные станки с ЧПУ изготовляют с шириной стола до 5000 мм. Шпиндельные бабки оснащают комплектами быстросменных или автоматически сменяемых навесных головок, что позволяет без перезакрепления проводить комплексную фрезерно-сверлильно-расточную обработку.
Дата добавления: 2016-07-09; просмотров: 1271;