Бесцентровошлифовальные станки
Конструкции бесцентровошлифовальных станков исключают влияние погрешностей привода изделия на точность обработки. Выпускаются бесцентровые станки для обработки наружных тел вращения (круглошлифовальные) и отверстий (внутришлифовальные).
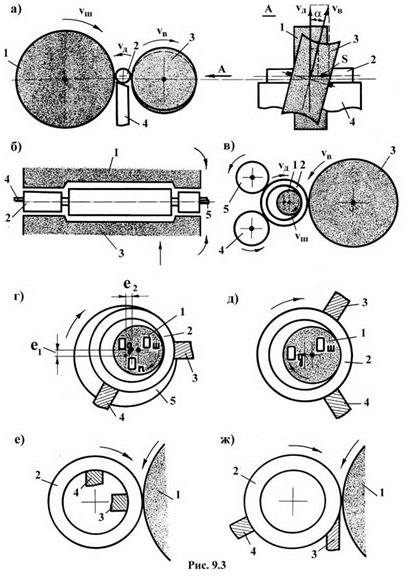
На универсальных бесцентровошлифовальныхстанках реализуются классические (рис. 9.3,а,б,в) схемы обработки, в соответствии с которыми станки имеют два абразивных круга – шлифующий и ведущий. С помощью последнего деталь приводится во вращение. Станки выпускаются в виде автоматов и полуавтоматов для сквозного шлифования ("напроход") и шлифования врезанием. Подвижными делаются либо бабки обоих, либо бабка ведущего круга.
Особую группу составляют станки с широкими кругами (до 800 мм), обеспечивающие высокую производительность.
На схеме сквозного круглого шлифования (см. рис. 9.3,а) показаны: 1 – шлифующий (шлифовальный) круг, 2 – деталь, 3 – ведущий круг (заправляется по форме однополостного гиперболоида вращения), 4 – опорный нож.
Окружные скорости: шлифующего круга  30-40 м/с, ведущего 10-50 м/мин. Ведущий круг сообщает детали вращение и осевое перемещение, последнее – за счёт того, что его ось повернута на угол a. Принимают: для черновой обработки a = 1,5°-6°, для чистовой – a = 0,5°-1,5°,
30-40 м/с, ведущего 10-50 м/мин. Ведущий круг сообщает детали вращение и осевое перемещение, последнее – за счёт того, что его ось повернута на угол a. Принимают: для черновой обработки a = 1,5°-6°, для чистовой – a = 0,5°-1,5°,
| Для обеспечения цилиндричности шлифуемой детали её ось должна находиться выше осей кругов на 0,15-0,25 диаметра детали, но, во избежание возникновения вибраций, не более, чем на 10-12 мм.
Для снятия требуемого припуска с заготовки обычно используется несколько станков, объединяемых в автоматическую линию.
Станки, работающие по такой схеме, имеют следующие основные узлы (рис. 9.4):
А – станина; Б – бабка шлифовальная; В – шлифующий круг; Г – ведущий круг; Д – бабка ведущего круга; Е – опорный нож; Ж и З – устройства для правки кругов.
На схеме врезного круглого шлифования (см. рис. 9.3,б) показаны: 1 – шлифующий (шлифовальный) круг, 2 – деталь, 3 – ведущий круг, 4 – опорный нож, 5 – упор.
Для фиксации обрабатываемой детали в осевом положении между кругами её прижимают к фиксирующему упору. Это обеспечивается ведущим кругом, который устанавливается с поворотом оси на небольшой угол (a 0,5°).
Поперечная подача (на глубину) производится перемещением ведущего или шлифующего круга перпендикулярно оси детали.
На отечественных бесцентровых круглошлифовальных станках возможна обработка деталей Æ0,2-360 мм нормальными и широкими (до 800 мм) кругами.
Впервые в СССР бесцентровые круглошлифовальные станки начали выпускаться в сороковых годах на Тульском машиностроительном заводе.
|
На схеме бесцентрового внутреннего шлифования (см. рис. 9,3,в) показаны: 1 – шлифовальный круг, 2 – деталь, 3 – ведущий круг, 4 и 5 – опорный и прижимной ролики. Продольная подача осуществляется при осевом перемещении шлифовального круга.
Бесцентровошлифовальные станки с базированием детали на жёстких опорах (башмаках) являются специализированными и выпускаются, главным образом, для подшипниковой промышленности. На них обрабатываются наружные и внутренние поверхности вращения (кольца подшипников).
На схемах обработки показаны (рис. 9.3г-ж): 1 – шлифовальный круг, 2 – деталь, 3 и 4 – опорные башмаки, 5 – магнитный патрон или планшайба, к которой деталь прижимается роликами или пневмоустройством.
Станки обеспечивают высокую точность работы за счёт того, что на них производится копирование:
- наружной поверхности на внутреннюю (г);
- внутренней поверхности на наружную (е);
- наружной поверхности на наружную (ж);
- внутренней поверхности на внутреннюю.
Обработка может вестись способами: "против опоры" (г, е) и "между опорами" (д, ж).
В первом случае за счёт копирования базовой поверхности на обрабатываемую обеспечивается высокая степень равностенности, но при наличии макропогрешностей (волнистость, огранка и т.п.) на базовой поверхности они будут повторяться и на обрабатываемой поверхности. Во втором случае можно уменьшить риск повторения на обрабатываемой поверхности макропогрешностей базовой.
Дата добавления: 2016-07-09; просмотров: 1047;