Жылжымайтын , ажырағысыз қосылыстарды құрастыру
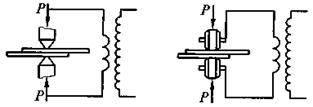
Ауыр корпусты бөлшектердегi (шатқалаңдардағы әсiресе) ептеген бөлшектерiн нығыздап кiргiзудiң жанында (59, а сурет) қол немесе пневматикалық жетекпен домкраттарды қолдану керек, немесе (59, ә сурет) арнайы гидравликалық немесе нығыздап кiргiзудiң байсалдылық және сенiмдiлiк қамтамасыз ететiн (59, б сурет) бұрандалы құрал-саймандар қолданар едi. Кепiлдiк берiлген керiлiспен қосуларды алу үшiн нығыздап кiргiзулерден тысқары қосу бөлшегi бiреу немесе екеу және қамтитын қыздыру әсерлерiн әдiстердi қамтылатын бөлшектi тоңдырттыра қыздыра қолданады.
Қыздыруды температураның тиiстi керiлiсiне байланысты бөлшектердi қыздыруды автоматты құрастыруға 75 тен 400°С аралығындағы толқиды арнайы туннелдi пештерде өндiрiп алады. Сақиналардың түрiнiң бөлшектерiн қыздыру үшiн арнайы индукция құрылымдарын қолданады. Терең сууды құрастырудың жанында қолданылатын әдiс кепiлдiк берiлген керiлiспен қосуларының салыстырғанда басқа әдiстерiнiң артықшылық-тарының қатарын алады: бөлшектердi қосу өте берiктiгi қамтамасыз етiледi; тығындайтын бөлшектi деформацияны азаяды; баспақта нығыздап кiргiзудiң жанында құрастыратын кетiктер және қамтитын бөлшектi қыздыру пайда болатын бүрiсулердi болмайды; еңбек өнiмдiлiк үлкеедi.

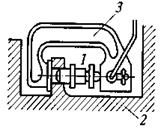

а ә б
а- қолды домкратымен; ә,б - гидравликалық және бұрандалы құрал-саймандары бар домкратпен; 1 - тығындайтын бөлшек; 2 - тұрқы; 3 - домкрат
59 сурет. Бөлшектердi нығыздап кiргiзудiң әдiстерi
Бөлшектердi терең суыту үшiн сұйық азот (температура -195,6°С) немесе қатты көмiр қышқылдарын (температура - 78,5°С) қолданады. Ол үшiн сұйық оттек және сұйық ауа жарамдылықты емес, өйткенi олар жарылғышты.
Тойтарма - бұл екi немесе бiрнеше бөлшектердi қосу процессi тойтармалар арқылы. Бұл қосу түрi ажырамайтын қосулардың тобына, өйткенi тойтарылған бөлшектердi ажырату үшін, тек қана тойтарманың қиратуы жолымен мүмкiн.
Тойтарма қосулар көпiр металл құралымы, фермалар, рамалар, арқалықтардың жасауында кең қолданады, сонымен бiрге қазан жасауда, ұшақтар және кеме салу тағы басқаларда қолданылады.
Тойтарманың процессi келесi негiзгi операциялардан тұрады:
• бұрғылаумен немесе тесудiң жалғастырылатын бөлшектерiнде тойтармаға саңылауды бiлiм;
• ұяның зенкермен өңдеуi (жасырын тойтармада) тойтарманың басына кепiлдеме ;
• саңылауға тойтарманы орнатуы;
• тойтарманың артта жүрушi басының бiлiмi, өйткенi тойтарма шындығында.
Тойтарманы суық (атқарылатын тойтармалардың қыздыруысыз) және ыстыққа (тойтарманың сырығының орынға қойылуды алдында 1000°С дейiн қыздырады) .
Мысалы, орындаудың жанында слесарь жұмыстары ұшақ жасаудағы суық Клепколарды әдетте қолданады. Ыстық тойтармаларды, мамандандырылған арнайы цехтарда орындайды. Ыстық тойтарманың артықшылығы тойтарманың сырығы жабыстырып құрастырылатын бөлшектерде саңылауды жақсы толтыратын, және оларды тойтарма сууда жақсы топтайтындығында.
Тойтарма - бұл баспен нақтылы форманың цилиндрлiк металлдық сырығы. Алдын ала отырғызылған тойтармалар бастар жасалғаны сырықпен бiрге, кепiлдеме қағаз деп аталады жабыстырып құрастырылатын бөлшектердi беттiң үстiнде сөйлеушi сырықтың бiр бөлiгiнен тойтармасы уақытында құрастыратын,- артта жүрушi.
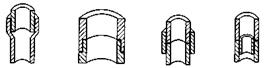
Артта жүрушi бастың бiлiмi (екпiндi тойтарма) тез және күштердiң (сығу тойтармасы) ақырын әсерiнде бола алады. Бастардың пішіні бойынша келесi тойтармалар: (сырықтың диаметрі 1 ден 36 мм дейін, ұзындығы – 2 ден 180мм) (44, а сурет) жартылай дөңгелек төмен баспен (60, ә сурет) сырықтың диаметрімен – 1ден 10мм және ұзындығы 4 тен 80 мм; жазық баспен (60, б сурет сол жақта) сырықпен диаметрі 2 ден 36 мм және ұзындығымен 4 тен 180мм дейін ( 60, в сурет оқ жақта) жасырынды баспен (60, г сурет) сырығымен диаметрі 1 ден 36 мм және ұзындығымен 2 ден 180 мм және жартылай тойтарылған баспен (60, д сурет) сырығымен диаметрі 2 ден 36 мм және ұзындығымен 3птен 210мм; жарығышты (60, е сурет) танып біледі.

а ә б

в г д
а - жартылай дөңгелек биiк баспен; ә - жартылай дөңгелек аласа баспен; б - жазық баспен; в - жасырын баспен; г - жартылай тойтарылған баспен; д - жарылысты екi қапасты
60 сурет. Тойтармалардың түрлерi
Тойтармалар иімділікті ие болатын материалдардан болаттардан: Ст2; СтЗ; 10; 15, мыстан МЗ; МТ, жезден Л63, алюминии балқымаларынан АМг5П; Д18; АД1, жауап-кершілікті қосылыстар үшін – легірленген болаттардан 9Г2; Х189Т даярлайды.
Тойтармалар тәртіп бойынша сол материалдардан болу керек, қосылу бөлшектермен..
Жарылысты тойтармалар сырықтың аяғында тереңдеу (қапасқа) жарылысты заттармен толтырылған, атмосфералық ылғалдан қабатты лакпен сақталған ішке кіруден.
Жарылысты тойтармалар диаметрлерiмен: 3,5 4; 5 және сымнан маркасы Д18П даярлайды. Жарылысты тойтармалар сырығының ұзындығы 6 дан 20мм, пакеттің тойтарылатын қалыңдығы - 1,6 дан 15 мм дейін. Тойтармалардың бөлшектерiн (61 сурет) тойтарма жiктерiмен деп атайды.
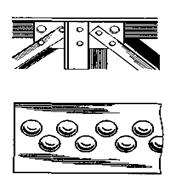
61 сурет. Тойтарма жiктерiнiң сыртқы пiшiнi
Мiнездеме және тойтарма қосудың тағайындауларына байланысты тойтарма жiктерi мықты, тығыз және берікті тығызды танып бiледi.
Тойтармалардың бiрнеше қатар тұратын мықты тiгiс үлкен (металл құралым тағы басқалар арқалық, бағана, көпiрлер) берiктiктiң қосу алу үшiн қолданады.
Тығыз тiгiс тығыз бекiтiлген ептеген жүктеме өлшеулi конструкцияға алу үшiн қолданады, және суық тойтармалармен орындайды. Қажеттi жiктiң тығыз бекiтiлгенiнiң табыстары үшiн (қағаздан, әлiпмаймен немесе жоса тамақ берiлген кездемелер) әр түрлi төсемдер немесе жiктiң шекiмелерiн қолданады. Тығыз жiктер (сұйық үшiн ашық шандар) биiк қысым ұшырамаған резервуарлардың жасауында қолданады.
Мысалы, тiгiс берікті тығызды үшiн буды өткiзбейтiн мықты газдың алуы, қосу тағы басқа сұйықтарын су үшiн бу қазаны және биiк iшкi қысым жұмыс iстейтiн әр түрлi резервуарлардың жасауында қолданады. Жiктер берікті тығызды тойтармалар және парақтардың шеттерiнiң бастарының келесi шекiмесiмен (тойтармалаушы машиналар көмегiмен) ыстық тойтармалармен орындайды.
Тойтарма жiктерi бiр-шi және көп қатарлы, параллел және шахматтыға ұсақтайды.
Тойтармаларды қолды, механикаланған, пневматикалық тойтармалаушы балғаларды қолданады, және машиналы, баспақтарда бірлікті және топтықты тойтармаларды орындайтын айрмашылығын танып бiледi.
Қолды тойтармаларда слесарь балғашықтары квадратты алғырымен, қолдау, қыспақ, керiлiс және шекiмелердi қолданады.
Балғашықтың массасын тойтарманың диаметрiне байланысты таңдайды:
Тойтарманың, диаметрi мм ........ 2 2,5 3 3,5 4 5 6...8
Балғашықтың салмағы, г ............ 100 100 200 200 400 400 500
Қолдаулар тойтармалардың сырығының тойтаруында тiректi қызмет көрсетедi.
Қолдаулардың пішін және өлшемдері жабыстырып құрастырылатын бөлшектердi конструкция және тойтарманың сырығының диаметрiнен, сонымен бiрге (түзу немесе керi) тойтарманың таңдаулы әдiстерiнен тәуелдi болады. Қолдаудың салмағы 3-5 есе артық балғашықтың салмағынан көбiрек болуы керек.
Қыспақтар тойтарманың артта жүрушi басына беру үшiн тиiстi пішіннің тұнбалығынан кейiн қызмет көрсетедi. Қыспақтар жазмыштан озмыш жоқ тойтарманың басының пішіні бойынша тереңдікте болады. Керiлiстi - саңылауы бар бородок аяғында - қалыңтырларды тұнуы үшiн қолданады.
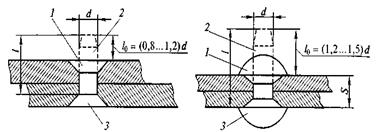
Шекiменi-жазық жұмыс бетiмен слесарь қашауы - артта жүрушi бас және қалыңтырдың өлкесiнiң (шекiмемен ) қысуын тығыз бекiтiлген тойтарма жiгiнiң жасауы үшiн қолданады. Қолданылатын аспаптар және жабыстырып құрастырылатын бөлшектердiң құрал-саймандарынан тәуелсiздердi тойтармалардың басының кепiлдеме қағаздарында үстiнде болу үшiн сайып келгенде орналастырады. Бөлшектердi мұндай орналастырылу тойтарма орнатуға алдын ала мүмкiндiк бередi. Керекті сан, диаметр және тойтарма-лардың ұзындығын есептi жолымен анықтайды. Тойтармалар сырықтың ұзындығын жабыстырып құрастырылатын (пакет ) қалыңтырлардың қалыңдығы және артта жүрушi бастың пішініне байланысты таңдайды. Артта жүрушi (62,а сурет) жасырын бастың бiлiмi үшiн тойтармалары сырығының ұзындығын формула бойынша анықтайды
l=S+(08..1,2)d,
а ә
а- жасырынды баспен; ә- жартылай дөңгелек баспен; 1 - артта жүрушi бас; 2 - сырық;
3 - толтырғышты бас; l - тойтарманың сырығының ұзындығы; S - тойтарылатын бөлшектердің қалыңдығы; d - тойтарманың диаметрi, мм
62 сурет. Тойтармалардың элементтерi
Артта жүрушi (62, ә сурет) жартылай дөңгелек бастары үшiн
l = S+(1,2…1,5)d,
Тойтармасының сырығының ұзындықтары есептiк мәнi бойынша ескерiлген стандарттардың мәнi ең жақын көбiрек тередi. Жабыстырып құрастырылатын бөлшектердi өлкеге тойтарманың ортасынан қашықтық тойтарманың 1,5 диаметрi құрау керек. Диаметрге байланысты тойтарманың құрастырылатын қалыңтырларда (пакеттерде) саңылауларын бұрғылайды немесе теседi. Саңылаудың диаметрі тойтарманың диаметрiнен ұлкен болуы керек:
Тойтарманың диаметрi, мм ............ 2,0 2,3 2,6 3,0 3,5
Саңылаудың диаметрi, мм............. 2,1 2,4 2,7 3,1 3,6
Тойтарманың диаметрi, мм ............ 4,0 5,0 6,0 7,0 8,0
Саңылаудың диаметрi, мм ............... 4,1 5,2 6,2 7,2 8,2
Тойтарма бойынша үлкен жұмыс көлемi арнайы тойтармалаушы машиналар, пневматикалық және гидравликалық баспақтарда орындайды.
Дәнекер-бұл металлдық бөлшектердiң ажырамайтын қосуларының алуын әдiс (ерiтiлмелi металлдар және балқымалар) дәнекерлемелер арқылы. Дәнекердi мықты және қара және түстi металлдар және олардың балқымаларының тығыз бекiтiлген қосуларының алуы үшiн қолданады. Дәнекерлi бұйымдардың жалғастырылатын материалдардың арқасында болмашы қыздыруына құрылымды, механикалық қасиет, форманы және өлшемдердi сақтайды. Машина жасаудағы тарату ең үлкен капилляр дәнекерiн алды. Дәнекерлеменiң балқу температурасы 20..30°С жалғастырылатын материалдардың балқу температуралары төменде болуы керек..
Балқыған дәнекер, бөлшектердiң арасындағы саңылау енгiзiлген (қыздырылған дәнекерлеменiң балқу температурасына дейiн) ерiтiлмелi дәнекерлеме олардың бетiн дымдайды және кристалды материал бар капилляр сызаттарында кiредi. Бөлшектi суытудан кейін және дәнекерлеменiң қатуынан кейiн жалғастырады. Дәнекерлер процессте бөлшектердi материалы бар дәнекерлеменiң химия қосуы iске асады.
Дәнекердi төмен және жоғары температуралы дәнекерлемелермен танып бiледi.
Төмен температуралы дәнекерлемелердi iстесе (оған қалайы - қорғасынды балқу температурасымен 300°С дейiн жатады) егер қосу өте берiктiгi немесе дәнекерлi бөлшектер талап етілмесе аласалау температураның жанында жұмыс істейді.
Төмен температуралы дәнекерлемелердi бұйымдардың қосуында мырыштан, мыстан, мыс қорытпаларын, жұмсақ болаттан, мырышталған темірден, кенді металдардан қолданады. Мұндай дәнекерлеме iстелiнген қосулар аласа коррозия табандылығы болады.
Жоғары температуралыға мыс - мырыш және дәнекерлемелі күмісті дәнекерлер жатады. Мұндай дәнекерлемелер көмегiмен алған қосулар өте берiктiк, температуралық және тоттану төзiмдiлiктерiн алады.
Жоғары температуралы дәнекерлемелердi бөлшектердi болаттардан, шойыннан, Қосу үшiн қолданады болды, шойын, Медиолар және оның балқымалары, никель қорытпасы, қатты қорытпалар тағы басқалар.ыстан және оның балқымалары, никельді балқымалардан, қатты балқымалардан және басқаларды қолданады.
Дәнекердiң төмен температуралы дәнекерлемелерiнiң қолдануында дәнекерді дәнекерлеуішпен (мерзiмдi қыздырылатын, электр, газды, жанармайды тағы басқалар) жүзеге асырады. Жұмыс бөлiгiнiң формасы бойынша түзулер дәнекерлегiштер және бұрыштық танып бiледi. Жұмыс дәнекерлегiштiң бiр бөлiгi биiк жылу сыйымдылықтар және жылу еткiзумен ие болатын қызыл мыстан iстейдi. Мерзiмдi қыздырылатын дәнекерлегiш (сиректеу - пештердегi) дәнекерлегiштермен қыздырады. Газды және жанармай дәнекерлегiштерi дәнекерлегiштiң комбинациялары болады және сәйкесiнше ацетилен оттек немесе жанармай оттығы өзіне ұсынады. Тұрақты және тасымал көрiктерi және дәнекерлейтiн пештердегi ацетилен оттек және оттек оттықтары, дәнекерлегiштерiмен дәнекердiң жоғары температуралы дәнекер-лемелерiнiң қолдануында өндiрiп алады.
Барлық аталған құрылымдар жалғастырылатын бөлшектердi қыздыру және дәнекерлеменiң балқуы үшiн қызмет көрсетедi.
Дәнекердiң процессiндегi тотығуданғы металлдардың сақтаулары үшiн шайыр бұрғыға тұз қышқылы, хлорлы цинк травленуюлердi ретiнде қолданатын флюстарды пайдаланады.
Жалғастырылатын беттердi дәнекердiң жанында барлық тоғысқан жер бойынша саңылау қайраумен, қырумен, арамен кесумен және тағы басқаларларды алдын ала жұмыстанады болуы және 0,35 мм дәнекерлеменiң түрiне байланысты асуы керек.
Дәнекердiң жанында әр түрлi қосу түрлерiн қолданады: жапсар - берiктiк бойынша биiк талаптардың көрсетпейтiн бұйымдар үшiн; айқастыра - бұйымдардың үлкен берiктiктерi үшiн; муфтасы - берiктiгi жоғары және тығыз бекiтiлген бұйымдар үшiн.
Қиюласқан пiшiлген заттары қолдармен, қышқаштармен, қыспақтар, сыммен және тағы басқаларға бiр-бiрi туралы бекiтедi.
Тiгiс дәнекерлерден кейiн мұқият тазартып, жуып кептiредi. Флюс қалған дәнекерлерден кейiн 10 % каустикалық сода, 5 % машиналық май және 85 % су болатын ерiтiндiде ұзақ емес қайнатумен алып тастауға болады.
Қалайылау - бұл дәнекерлеудiң металл бұйымдарын беттерін қалайылау –жұқа қабатпен балқымасымен (қорғасыны бар қалайынмен тағы басқалар) жабу.
Дәнекерге бөлшектерiн әзiрлеудiң жанында қолданатын, коррозия, тотығудан бұйымдардың сақтау үшiн, сонымен бiрге баббиттi мойынтректерімен құюының жанында даярлайтын операция жалату. Қорғасынмен және мырышпен қалайы балқымалармен тоттанғы сақтау мақсаттарындағы металл бұйымдарын қалайылайды. Көркем бұйымдардың қалаылау үшiн әдемi ақ және жалтыр дәнекерлеудi (90%) қалайының (10%) висмутпен балқымаларынан алады.
Қалайылау процесс бетке бет, дәнекерлеудiң даярлауын әзiрлеу және оның ұруынан тұрады. Қалайылауға беттiң әзiрлеуi бұйым көрсетiлетiн талаптар және дәнекерлеудiң ұруын әдiстен тәуелдi болады. Беттiң қалайыны жабулауды алдында шөткелермен жұмыстанады, содан соң қырып, майын кетiрiп улайды.
Шөткелермен күштi кiр басқан қабықшаларды бет, жабулы көздердi әдетте жұмыстанады. Қалайлылатуды алдында бұйымдар мөлдiр сулармен жуады.
Бұйымдардағы тегiс еместiктер түрпiлi шеңберлер және терiлермен қайраулармен алып тастайды. Бұйымдардың беттерiнiң химия майын кетiруi (1л суда - 10г сода) каустикалық соданың су ерiтiндiлерiнде жүзеге асырады. Минерал майлар тағы басқа ерiткiштермен жанармаймен, жер майларымен алып тастайды. Мыс, жез және құрыштан жасалған бұйымдар ағымында 20...23 мин 20...30% улайды - жылытуы бар қышқылдың сұрымен ерiтiндi.
Қалайлылау екi әдiстермен жүзеге асырады: (ептеген бұйымдар) дәнекерлеуге батумен және (үлкен бұйымдар) уқалаумен. Батумен жалату дәнекерлеулердi тотығудан сақтау үшiн ағаш көмiрiнiң кiшкентай шақпақтары оның бетiне төге алдын ала балқытқан таза металлдық ыдыста орындайды. Ерiтiлмелi дәнекерлеуге бұйымдарды баяу батырады және жылытуға дейiн ұстайды, содан соң алып жылдам қағыстырады. Дәнекерлеулер артықшылықтарды ұнтақ тәрiздi мұсатыр шашып себiлген қалдық талшықпен үйкеп тесуқажап тоздыра шешедi. Содан соң бұйым суларда жуады және ағаш үгiндiлерiнде кептiредi. Уқалаумен жалатуларды орындайды, содан соң дәнекерлеудiң балқу температурасына дейiн бұйымның беттерi хлорлы цинк қылтықты шөткемен немесе қалдық талшықпен тазалалған орынға алдын ала әкеле бiр қалыпты қыздырады. Салқындаған бұйым жалатулар аяқтау бойынша дыққыл құмдармен үйкеп тесуқажап тоздырады, сулармен жуады және кептiредi. Желiмдi қосу - бұл машиналар, тағы басқа бұйымдардың құрылыс құралымдарының бөлшектерiн ажырамайтын қосу желiмдер арқылы.
Қосулар жабысып қалу алған дiрiлдi және екпiндi жүктемелерге жеткiлiктi тығыз бекiтiлгенмен, майға төзiмдiлiкпен, биiк табандылықтармен ие болады. Жағдайлар жабысып қалу көпшiлiгiнде дәнекердi, Клепкоға, керiлiспен дәнекерлеудi, отырғызуға алмастыра алады. Желiмдi қосулардың кемшiлiктерiне (берiктiк оларлары бар +90°С температураның жанында жоғары құлдырайды) болмашы қызуға шыдамдылылық, сұламалыққа әуестену үлкен статикалық жүктемелердi ұзақ әсерде жатады, табанды және тығыз бекiтiлген қосулар, жылжуға аласа берiктiктiң алуы үшiн тоқаштың ұзақ мерзiмдерi, қыздыруды қажеттiлiк тағы басқалар.
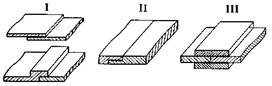
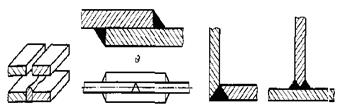
Әдеттегiдей аз жуандықтың бөлшектерiн сенiмдi қосу тек қана жабысып қалумен болуы мүмкiн. Айқастыра жалғау және жапсар тақтайшалар арқылы жиiрек қолданады, төлке тағы сол сияқтылар. Желiмдi қосулардың кең таралғанын 63 а – б суретте көрсетiлген.
а
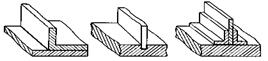
ә
б
а - жазықтықты; ә - таврлы; б- цилиндрлi; I- айқасты қосулары, II – кесу алу (шпунтты ) , III-түйiстiрмелі
63 сурет. Желiмдi қосулардың тағайындалатын конструктивтiк пішіндер
Әмбебепты желіи БФ-2 және оның бiр түрiнiң металлдардың желімдеу үшін шынылар, фарфор, бакелит, текстолитты және тағы басқа материалдарды, сонымен бiрге iлiнiстiк жалғастырғыштардың дисктерiндегi шойын тұрқылардың жауапты емес орындарындағы сызаттардың бiтеуi, жылжымайтын түйiндестердiң қатайтуы, жапсырмалардың бекiткiшi үшiн тағы басқалар қолданады. Механикалық берiктiк, желімнің 80оС температураға дейiн қыздыруда сақталады. Желім БФ-2 жанармай және майға шыдамды, жақсы диэлектрмен бар болады, желiмделген беттерiн қорғайды коррозиядан, бiрақ өте қауіпті; оны жабылған ыдыстарда су тигiзуге жол бермей сақталады.
Жалғастырылатын бөлшектердi дайын тұрған беттеріне жұқа қабат желім БФ-2 жүргізеді, температураның жанында қопарылып түсуге дейiн 20...60 оС температурада 50...60 мин аралығында желiмді кептiредi. Бұдан әрi желiмдей екiншi жiктер келтiредi, қайта кептiредi, содан соң-үшiншi жiк және желiмделетiн бөлшектердi осыдан кейiн жалғастырады және температураның жанында 140.. кептiредi. 150 ағымында 30...60 мин (10...20 кгс/см2 ) 1...2 МПа қысымда. Сондан кейін екінші қабат желімді жүргізеді , қайтадан кептіреді, содан соң – үшінші қабат және осыдан кейін желімдейтін бөлшектерді қосады және 140-150 оС температурада 30-60 минут аралығында 1....2 МПа (10...20 кгс/см2 ) кептіреді.
БФ-4 және БФ-6 желімдерді созылғышты жіктерді алу үшін (бөлшектерде маталарды, резеікелерді, фетра) қолданады. Олар үлкен емес басқа желiмделгендермен салыстырғанда механикалық беріктікті болады. Бөлшектерді желімдеу үшін желім ВС-10Т қолданады, температураның жанында 300 оС жұмысшыларға ұзақ уақытқа.
Эпоксидтық желiмдер қолдану,қатайған 18...20°С температурада, желiмделетiн бөлшектердi жылулық өңдеу қажеттiлiктi жояды. Эпоксидтық желімді құрамдарының желімді шайырды даярлаулары үшiн (ЭД-5; ЭД-6; ЭД-40) қатырғыштарға толықсытады - шамамен 10 массалар полиэтиленполиамин 100 массаларға эпоксидтық шайыр), дибутилфталат 10..15 массалар 100 массаларға эпоксидтық шайыр) және толтырғыштар немесе шойын ұнтақ, портландцемент, күйе құрыштан жасалған шыны талшығы алюмини немесе қола опасы және тағы басқаларларды ретiнде қолданады эпоксидтық құрамның тұтқырлықтарын үлкейтетiн және желiмдi қосудың берiктiктерiн жоғарылататын толтырғыш. Жылуға шыдамдысы желiмде биiк температуралар және дiрiлдеулердiң шарт жұмыс iстейтiн әр түрлi металлдардан бөлшектердi жабысып қалуы үшiн қолданады. Желiм ВК-32-200 металлдар және металдар емес бөлшектерді желімдеу үшін, үздiксiз 300 сағ. дейiн 200 °С болғанда және 300°С желiмнiң жанында 20 сағ дейiн. Желімді екі қабат жүргізеді: бірінші қабатты 15..20 минут 20°С кезде ұстап тұрады, екінші қабат -15-20 мин. 20°С және 90 мин 65°С болғанда, кейiн бөлшектердi қосады.
Желiмдердiң желiмделетiн материалдар және маркаларының олардың конструкциясы, әр түрлiлiгi бөлшектердi желiмдi Қосудың технологиялық үдерiсi тәуелсiз келесi кезеңдерден тұрады:
• желімдеуге беттерді дайындау (өзара қиыстыру, тазартуды шаң және май және қажеттi кедiр-бұдырлықтың беруi);
• желiмдеуді кистпен жүргізу, қалақшамен, бүрiккiшпен;
• (желiмдей және желiмделетiн бөлшектердi материал 5 мин тан 30 сағ. көп толқиды шыдамның уақыты сорттарға байланысты) желiмдей шыдам ұрудан кейiн;
• (газдың жылытуымен, электр жылтқыштармен оттық, қою, ТВЧ, пештерді пайдаланады тағы басқалар) желiмдей температуралық тәртiп және 25 тен 250°С аралығындағы толқиды одан жоғары;
• желiмдi қосулардың сапасын бақылау.
Пісіру - бұл күштердi қолданып молекулалық iлiнiсудiң металлдық бөлшектерiн (қысыммен дәнекерлеу) механикалық әсердiң қолдануының нымның замандарымен (балқумен дәнекерлеу) балқу немесе майысқақ күйге дейiн жалғастырылатын бөлшектердi күштi бiр жердi қыздыру болып жататын Қосу процессi. Пiсiрiлетiн бөлшек жалғастыратын металл сiрi дәнекерлеулерден кейiн пiсiру жiктерiмен деп атайды.
Пісірілген қосулар машина жасаудағы олардың кең қолдану қамтамасыз ететiн болып артықшылықты алады. Оған маңызды металлды үнемдеулердi жатады; корпусты бөлшектердi жасауды процесстiң қиындығының түбегейлi төмендетуi; жаймалаумен, штампылау қақталатын алған жеке бөлшектердi күрделi форманың конструкцияларының жасауын мүмкiндiгi. Пісірілген қосулардың кемшiлiктерiне қалдық кернеулердiң дәнекерлеудi процесстiң аяқтау бойыншасының пайда болуларды жатады; бөлшектердiң дәнекерлеудi процессiндегi бүрiсу; белгi ауыстырымдық жүктемелердi жаман нашар қабылдау, дiрiлдеулер әсiресе; бақылаудың күрделiлiк және қиындығы.
Жанында құрастырушы жұмыстардағы дәнекерлеудiң әдiстерiнiң әр түрлiлiгi барлығымен ерiген электродпен қол доғалы дәнекерлеуiне, түйiстiру, тiгiс және нүктелiк пiсiрулердi өзгертедi. Жалғастырылатын бөлшектердi шеттердi (64 а, сурет) қол доғалы дәнекерлеуiнiң жанында электродпен және пiсiрiлетiн металл құрастыратын (вольттық) электр доғаларымен балқытады. Жiк электродтың орын ауыстыруы бойлай қолдан жүзеге асырады. Жаси ерiген электрод дәнекерлеудiң жанында соңғысы, пiсiру жiк толтыратын қосымша материалмен қызмет көрсетедi.
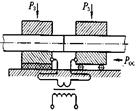
а ә
б в
а - доғалы; ә - түйiстiруi; б- нүктелiкті; в - жікті; Р - электродты қысу күшi;
Р3 - басын бекiту күші; Рос – осьтік күші
64 сурет. Пісірудің негiзгi түрлерiнiң сұлбасы
Түйiстiру, нүктелiк және тiгiс пісруі (64 ә-в, сурет) - бұл түйiспелiк пiсiрудi бiр түрi. Тiгiс және нүктелiк пiсiрудi жұқа бүйiрлi бөлшектерiн қосу үшiн қолданады.
Жалғастырылатын бөлшектердi өзара орналастырылуға байланысты түйiстiру, қамшы, жапсырмалармен, (65 а-г сурет) бұрыштық және таңбалы пiсiру жiктерi танып бiледi.
а б в г
а - түйiстiру; ә - айқасты; б- жапсырмалы; в - бұрышты; г - таврлы
65 сурет. Пiсiру жiктерi
Кең таралғандардың пісіру қосулардың түрлерi барлығымен түйiстiру жiктерi бар қосулар болып табылады.
Дайын тұрған шеттердiң формаларына байланысты бөлшектерде хо және V-шы танып бiледi - (66 сурет) бейнелi түйiстiру жiктерi. Бұл жiктер орындаулар сипат бойынша басқа жағынан пiсiрумен немесе басқа жағынан мыс жиналмалы төсем пiсiрiлген бiржақты құрыштан жасалған екi жақты бiржақты бола алады.
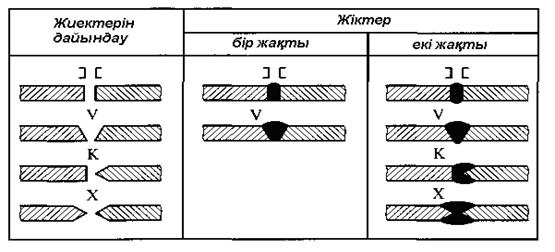
66 сурет. Түйiстiру жiктерiнiң түрлері және олардың шартты белгiлері
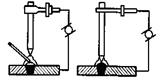
Бұрыштық жiктер дайын тұрған шеттердiң формасына байланысты танып бiледi: шеттердiң шабысыз, бiр шеттiң шабы, екi шеттердiң шабымен. Олар орындаулар сипат бойынша бiр және және екi жақты бола алады. Дәнекерлеудi алдында қосу құрастыруының жанында құрайтын бөлшектер дұрыс орнатып бекiтуге керек. Әр түрлi құрастырушы құрал-саймандарды осы мақсатта қолданады - тасымал және тұрақты.
Тiрек, құрастырушы сақиналар, домкраттар, магниттерi бар құрал-сайман қысқыш-тарды жататын тасымал құрастырушы құрал-саймандары жиыстырма тағы басқалар, қалай қолданады, майда сериялы немесе дара өндiрiс шарттардағысы.
(67, а сурет) қысқыштар (немесе көп) екi бөлшектердi қосу үшiн өзара қолданады немесе нақтылы жағдайдағы қою және бөлшектердi бекiту үшiн. Жиыстырмалар жалғасты-рылатын бөлшектердiң шеттерiнiң дұрыс өзара орналастырылуларын қамтамасыз етедi. (67, б сурет) бұранда екi бұрандалы қысқыштардан бiрлескен бұрандалары 2 және 4, әрбiрi оң және сол оюды алатын 1 және 3 тұрады.
Қысқыштар жалғастырылатын бөлшектердiң шеттерiнде бекiтедi, шеттер 4 бұрандасымен кейiн тегiстейдi, 2 бұрандасымен қажеттi саңылауды дәнекерлеудiң жанында қамтамасыз ету үшiн қосу бөлшектерiн топтайды.
Электромагниттi фиксаторлар пiсiрiлетiн (67, в сурет) бөлшектер шеттердiң арасындағы түйiстiру дәнекерлеуi және саңылауларды бекiтудiң жанында шеттердiң теңестiруi үшiн қолданады, сонымен бiрге (67, г сурет) бұрыштық және түйiстiру қосуларының бөлшектерiн дәнекерлеудi алдында құрастыру үшiн.
Жағдайдың дәнекерлеуi үшiн пiсiрiлетiн бұйымдардың қоюлары үшiн ыңғайлы әр түрлi жабдықтарды қолданады, соның iшiнде. Тұрақты құрастырушы құрал-саймандарға 6-шы планшайбасымен 5 бұрылатын үстелдiң корпустан 7, тiректерге орнатылған 8 тұратын (67, д сурет) манипуляторы және айналуды тетiктi жатады. Көлбеудi тетiкте корпустың iшi болады. Айналу және манипулятордың көлбеуiнiң тетiктерiнiң кинематиялық схемалары 67, е сурет көрсетiлген.
Айналуды тетiк 9 және 10 14 тахогенераторымен 75 және червяк редукторлары тiстi доңғалақтан кейiн байланатын моларды асинхрондық электр қозғағышынан қозғалыста тура келедi. Сонымен бiрге көлбеудi тетiк тап қалған бұрышқа 11 манипулятордың үстелiн бұратын 12, 13 және тiстi сектор моларды электр қозғағышынан белдiктi берiлiстi, червяк редукторы арқылы қозғалыста тура келедi. Көлбеудi тетiктiң шеткi жағдайларында түпкi сөндiргiштер көмегiмен автоматты бөлiнiп қалады.
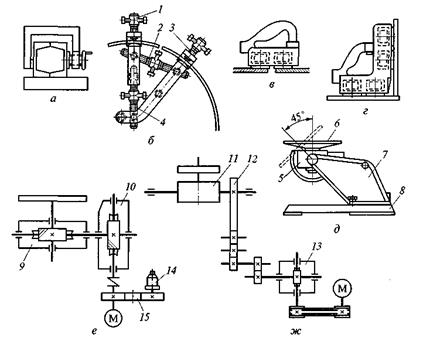
а - қысқыш; ә - бұрандалы тартпа; б , в – магнитты бекітпалер саңылауды бекiту және бұрыштық және түйiстiру қосуларының құрастыру үшiн; г - манипулятор; е, ж - айналу және манипулятордың көлбеуiнiң механизмдерінің кинематиялық сұлбалары;
1, 3- бұрандалы қысқыштар; 2, 4 - бұрандалар; 5, 11 - бұрылатын үстелдер;
6 - плантығырық; 7 - тұрқы; 8 - тiрек; 9, 10, 13- бұрамдықты бәсеңдеткіштер;
12- тiстi сектор; 14 – тахоөндіргіш; 15 - тiстi доңғалақтар; М – қозғалтқыш 67 сурет. Пісіру кезде бұйымдарды бекiту үшiн тасымал құрастыру құрал-саймандар
Дата добавления: 2016-06-24; просмотров: 2523;