Быржолдарды құрастыру, пісіру және жабыстыру
Құбырларды және бөлшектердi аяқтарды түйiстiру пісіруіне әзiрлеудiң жанында кемiнде 50 мм шетiнен қашықтықта iшкi және сыртқы тараптармен тазартып майын кетiредi. Құбырлардың пiсiрiлетiн беттерi қабаттай жетжақтарына ұшырайды шеттердiң теңестiру және алу үшiн тотығылған. Пісірумен немесе жабысып қалуды алдында механикалық өңдеуге тiкелей ұшырамаған жалғастырылатын беттер 30 мм дегi қосу аймақ артық бөлiмшеде (жанармай-ерiткiш, ацетон, метиленхлорид) ерiткiштермен майын кетiредi.
ПНД, ПВД тан пластмасса құбырлары және бөлшектердi жапсар және враструб пісіруді қоршаған ауа және одан төменденiң температурасының жанында өндiрiп алады - 5оС , iшкi баптан және ПП дан ПВХ, төменде 5 емес, газбен пiсiрудi - 10°С нен төменде емес
Қосу.жабысып қалуы дәнекерлеуге және жабысып қалу бойынша жұмыстарға төменде емес 5оС тен температураның жанында ПВХ өндiрiп алады пластмасса құбырларының (жабысып қалуға) пісуруге кiру рұқсаты туралы куәлiк болатын сыналатын сынау тапсырған жұмысты жiбергенде орындайды. Пластмассадан құбырлардың тоғысқан жерлерi арнайы пісіру жабдық немесе сопақтықтың жоюының құбырлардың бекiткiш және ортаға келтiру қамтамасыз ететiн тасымал құрал-саймандарына, сонымен бiрге пірудің жанында қажеттi түйiскен қысымдардың жасау және сүйемелдеулерiн пiсiредi.
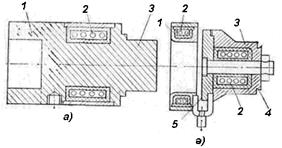
Пластмассадан тқұбырлардың түйіскен жерлерi арнайы пісіру жабдық немесе сопақтықтың жоюының тұрбалардың бекiткiш және ортаға келтiру қамтамасыз ететiн тасымал құрал-саймандарына, сонымен бiрге дәнекерлеудiң жанында қажеттi түйiскен қысымдардың жасау және сүйемелдеулерi пiсiредi. ПНД, ПВД және iшкi баптан құбырлар және бөлшектер жапсар түйiспелiк пiсiрудi мұндай технологиялық тiзбектерде орындайды: шеттердiң тазарту, құрастыру, ортаға дәл келтiру, өңдеуi, шеттердiң балқыту, жылытқыш аспаптың алып тастау; пісірілген (194 сурет) қосудың тұнбалық және суы.
Жапсар пісіру үшiн НСПМ-110 және НСПМ-225 реттеуiшi бар электр жылтқыштарды көбiнесе қолданады - (195 сурет). (ТЭН) элемент термоэлектроқыздыратын жұмыс бетi фторопласттың негiзiнде 4-шi жылуға шыдамды жабысқақ лак кездемелерiмен жабатын аспабы тақтаның iшi орналастырған -4Д. Әрбiр ұрыс-жанжалдардың алдында бұл қажеттiлiктер қандай ерiтiлмелi материалдан тақтаны беттi тазартуға шығарады. Аспаптың тап қалған температурасын 3-шi екi металлдық реттеуiшiмен сүйейдi.
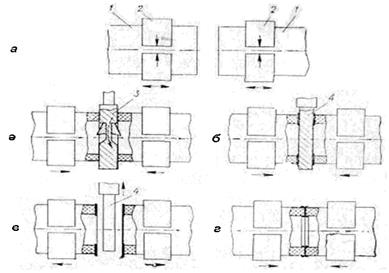
а - құрастыру және ортаға дәл келтiру; ә- өңдеу; б- балқыту; в - жылытқыш аспаптың алып тастауы; г - пісірілген қосудың тұнбалық және сууы; 1 - пiсiрiлетiн құбырлар; 2 -пісіргіш құрылымның қысқыш қамыттары; 3 - бүйірлеу үшiн аспап; 4-жылытқыш аспап
194 сурет. Құбырларды және бөлшектердi жапсардың түйiспелiк пiсiру сұлбасы
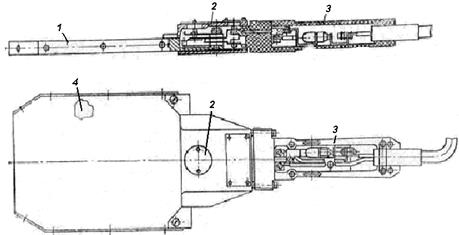
195 сурет. НСПМ-110 түйістіріп пісіретін қосылыстар үшін электрқыздыру құрал
Монтаждық түйіскен жерлерiнiң жапсары пісірулер үшiн DH=58...110мм құбырларды УСПМ- 110, DH = 140...225мм түйiсудi дәнекерлегiш қоюларды - УСПМ- 225 және DH = 225.. 315 мм УСПМ - 315 қолданады.
Жапсар пісіруді қарсылық бiлдiрулер, үш жақтылар және (196 сурет) крестовиналардың жасауын технология келесi операциялар қосады: құбырлардың кесуi, бүйіржағын және құбырлардың аяқтарының тазарту, (қарсылық бiлдiру) пісіруді, (үш жақтылар және крестовиналар үшiн) қарсылық бiлдiрулердi төбелер және олардың пісіруін кесiндiге қолданады.
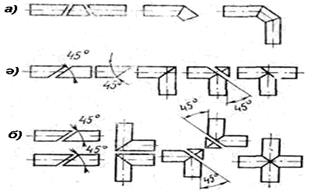
а- қайтаруларды; ә - үш жақтыларды;б - айқастырмалар
196 сурет. Құбыржолдардың пісіру бөлшектерiн жасауды сұлба
Пішінді бөлшектерiн пісірудің тұрақты 315 мм ге дейiн диаметрдiң құбырларды шарттарында УСДП-110, УСДП-225 және УСДП-315 пневматикалық жетекпен қоюларда орындайды. Жапсар пісіруге құбырлардың жалғастырылатын аяқтарының түйiскен күйiндесiнiң жылжу қабырғаның 10% номиналды қалыңдығынан аспау керек.
Пісіруге құрастырудың жанында құбырлары түйiстiрiлген шеттердiң арасындағы саңылауды бiр қалыптылық 400 ммнiң <63 мм, 0,5 мм - DH=63...110 мм, 0,7 мм үшiн - DH үшiн - 110...400мм және 1мм - DH үшiн> DHi үшiн 0,3мм асуы керек. Дәнекерлегiш құрылымдардың қысқыштарынан құбырлардың аяқтарының ұшып шығуы кемiнде 15 мм пісіруден кейiн болуы керек, жылытқыш аспабының жұмыс аймағы кемiнде 15 мм дегi пiсiрiлетiн құбврлардың шоғырдың сыртқы шектемелерiн қолдау тиiстi.
Аспаптың ұтымды температурасы және тұрақты қысымның пісіру алдында балқытуды ПВД (200±10)°C, ПНД (220±10)°С, ден ПП—(240±5)°С және ПВХ (225±5)°С дан бап-шыдан) ПНД тан) Пвдтан құбырларының жапсарын дәнекерлеуге түйiскен күйiнденiң жылытқыш кезеңдi. Ұзақтық қыздыруда тәртiпке құбыр қабырғасының қалыңдығының 1 ммi нде шамамен 10с қабылдайды. Технологиялық үдерiс (197 сурет) келесi операциялардан тұрады: ПВД тан құбырлардың кең қоңыш - түйiстiру пісіру түйiскен ПНД және iшкi бапты враструбтың түйiспелiк пiсiруiн әзiрлеу, шектеушi қамыттың құрастыру және қоюы; пiсiрiлетiн беттердiң балқытуы; пiсiрiлетiн құбырларды қосуы және пісірілген қосудың сууы. Враструбтың тұрбалардың дайын тұрған дәнекерлеулерiне сопақтық сыртқы диаметрге жiберiлетiн ауытқу шектерiндегi болуы керек. Шектеушi қамыт құбырдың шетiне қамытынан қашықтық түйiскен - кең қоңыш - түйiстiру пісіруінің жанында кең қоңыштың тереңдiгi 2 мм нiң враструб және пісіруге түйiскен күйiнденiң кең қоңыштың тереңдiгiнiң 2 ммi нде көбiрек аз болатындай етiп құбырларға орнатады. Қамыттың iшкi диаметрi құбырдың аз номиналды диаметрiнiң 0,2 ммдерiнде қабылдайды. Олардың қоюының жанында пісіру құрылымның қысқыштарынан құбырдың аяқтарының ұшып шығуы кең қоңыштың көбiрек емес 1,5 ұзындықтарын қабылдайды. Враструбтың құбырларының дәнекерлеуiн (198 сурет) жиналмалы электр жылтқыш аспаптармен өндiрiп алады. 1-шi гильза құбырдың тегiс аяғының сыртқы бетiн балқыту үшiн қызмет көрсетедi, 3-шi дорн - кең қоңыштың iшкi бетiнiң балқытуы үшiн.
Враструбты пісірудің жанында жылытқыш аспаптың температураларын ПВД- (250±10)°C, үшін ПНД және ПП-(270±10)°С қабылдайды: пісірудің алдында қыздыру жанында балқытуды С.уақыт қабырғаның жуандығының 1 ммiнде шамамен 3...4с қабылдайды, 3...40с жүктемесiмен ұлуды араға астында шыдамның уақыты. Dн = 25...110 мм полиэтилен құбырларды монтаждық тоғысқан жерлерiн қыздыру элементтерiмен кепiлдеме қағаздармен враструб муфталар арқылы пiсiредi.
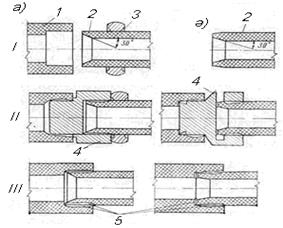
I - әзiрлеу, шектеушi қамыттың құрастыру және қоюы; II - пiсiрiлетiн
беттердiң балқытуы; III - қосу және пісірілген қосудың сууы;
1-құбырдың қоңыш аяғы; 2- құбырдың тегiс аяғы; 3-шектеушi қамыт;
4-жылытқыш аспап; 5 пiсiру жiгi
197 сурет. а)- түйiскен кең қоңыш және құбырлар
ә)-бөлшектердi пісіру және кең қоңыш түйiстiру процестiң сұлбасы
1 - гильза; 2 - электр шиыршық; 3 - Дорн; 4 - құбырдың кең қоңыш аяғының iшкi
полкасын балқыту үшiн бет; 5 - құбырдың тегiс аяғының iшкi полкісінің балқыту үшiн бет
198 сурет. а)-аспап түйiскен үшiн кең қоңыш және ә)- пісіру кең қоңыш - түйiстiру үшін
Пісіруді газды шыбықты (199 сурет) кәдiмгi немесе шапшаң тәртiптерде қолдан өндiрiп алады. 4-шi ұштың демалыс каналының ауданы 10...15%. қабылдайды. Шыбықшаны көлденең қиманың аудандары көбiрек. 3-шi оттықтың ұшы шапшаң тәртiптегi пісірулері орындаудың жанында бөлек демалыс каналы 5 және 6 шыбықшаны алдын ала жылыту және пiсiрiлетiн бөлшектердiң шеттерi үшiн. 1-шi бөлшектiң пiсiрiлетiн беттерiне оттықтың ұшынан қашықтық (5±2) мм қабылдайды, 2 пiсiру жiгiнiң бетiне шыбықшаны көлбеуi бұл бұрышта iшкi баптан құбырлар үшiн ПНД, ПП В ПВХ ды қабылдайды, ал ПВД- 120°.
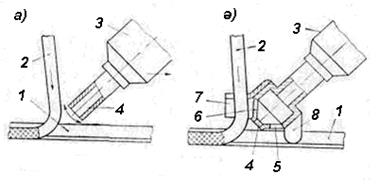
1 - пiсiрiлетiн бөлшектер; 2-қоспа шыбықшасы; 3-пісіру оттық; 4-ұштың
демалыс каналы; 5 - бөлшектердi алдын ала жылытуды арна; 6 - шыбықшаны алдын ала жылытуды арна; 7 - шыбықша үшiн бағыттаушы; 8 - бағыттаушы сына
199 сурет. Қол газды шыбықты пісіру а- кәдiмгi және ә- жылдамды сұлбасы
Газды шыбықты пісіру үшiн қоспа материалдарды шыбықты көлденең қиманың дөңгелек немесе басқа формасының түрдегi шеттердiң мүшелеуi және пiсiрiлетiн құбырларды және бөлшектердi қабырғаның қалыңдығына байланысты қолданады.
МЕСТ 17433-80-шi бойынша ылғалдан және майдан ластануды тиiстi IV тен жоғары емес сынып тазаланған қысылған ауа сонымен бiрге пропанның жанудың өнiмдерiнiң газ ауа қоспаларын газжылытқыш проан-бутан ретiнде қолданады. Пісіру үшiн (азот, аргон тағы басқалар) қолдану оқшау газдарға рұқсат етiледi.
Шыбықты пісіру үшiн электр немесе жылу шығаратын зат ысытатын газ шiлтерлерiн қолданады. Оттықтардағы жылу шығаратын заттың температурасын кернеу немесе қыздырылатын жылу шығаратын заттың санының өзгерiстерiмен реттейдi. Жылу шығаратын заттың қыздыруын температура құрау керек: құбырлар үшін ПВД- 220...250°С, ПНД- 250...270°С, ПВХ- 230...250°С және ПП- 250...270°С.
Түйiстiре жалғауларды пісіру үшiн шеттердiң V-бейнелi мүшелеуiн топастанусыз өндiрiп алады. Қабырғаның қалыңдығы 6 мм дейiн құбырларды үшiн мүшелеудi бұрыштың 50...70°, 6 мм ден астам - 70...90° құрайды. Құбырларды құрастыруының жанында түйістіру қосылы 0,5...1,5 мм , ал құбырлықтыда - 1 мм ден аспау керек.
Газды сорғалау пісіру шыбықшаға және шеттiң оттықтың ұшының (желдеткiш тәрiздi) тербелмелi қозғалыстарымен бағытталуы керек.
Шыбықты тiгiске қалауды түбiрлiк тiгiсiне, екiншi қатарға содан соң екi шыбықшасы, үшiншi қатарға үш шыбықшасы және тағы басқалар бiртiндеп қатарлар, бастапқыда бiр шыбықшаларды орындайды. Шыбықшаны аяқ жiкте жiктiң өстерiне 40° бұрыштарымен кесуге қалған дәнекерлеулердi процессiнде шыбықшасын үзiгiне ауысымның жанында.
Әрбiр келесi шыбықшаны шыбықты пiсiру жiгiне көп қатарлы қалаудың жанында және одан төменде алдыңғы 40°С температураға дейiн суудан кейiн жинақтайды.
Құбырлардың желімдеп қалуы ПВХ шыбықты пісіру және үлкен қосу берiктiгiн қамтамасыз етуге қарағандасы үнемдiрек. Құбырларды жiк толтыратын ГИПК-127 (ТУ 6-05-251-95-79) желiммен враструбтарды ПВХ желiмдейдi - (сол 6-05-251-95-79) 127 кең қоңыш жалғағыш бөлшектерiн қолданумен. Олар құбырлар немесе бөлшектердiң аяқтарындағы кең қоңыштары жоқ болғанда қалыптаулармен әзiрлейдi. 0,6 мм астам аспайтын саңылауға рұқсат етiледi. Құбырлар және кең қоңыштардың аяқтарының бетi майы кетiрiлген кедiр-бұдырлы болуы керек. Кедiр-бұдырлыққа №12 немесе 16 астықтың iрiлiгi бар терiсiмен ажарлауымен жетедi, майын кетiру - ацетонмен немесе (0,12 г/см2 ерiткiштiң шығыны) метиленхлоридты беттiң сүртуiмен тексереді. Жабысып қалуды алдында саңылаулар тексередi және кең қоңыш қосуының бақылау құрастыруларын өндiрiп алады.
Желiмді кең қоңыштың тереңдiгi және бiр қалыпты кiрбiк бiлiктi бағыттағы құбырды калибрлелген аяғының барлық ұзындығына жұмсақ бiлезiкпен үштен екiге келтiредi. Желiмдей шамамен 0,1 г/см2 шығын құрайды. Бiр-бiрi туралы құрбылар ұрулардан кейiн, бұл жылжуда құбырдың бөлiмшесi ағымында 1...2 мин желiмдей кең қоңыштарға ендiредi рұқсат етiлмейдi. Кең қоңыш қосуы жабысып қалулардан кейiн кемiнде 2 сағ. орнатыла ала болуы керек.
Дата добавления: 2016-06-24; просмотров: 2091;