Кесу, ию және құбырларды қалыптау
Құбырларды белгiсiн тағы басқа құрылымдар, мүмкiндiк бермейтiн механикалық зақымданулардың стеллаждар, науалардағысы өндiрiп алады. Белгi сызықтар бормен, қарындашпен немесе сызбалармен келтiредi.
Пластмасса құбырларын кесуiн кесетiн аспаптармен өндiрiп алады (диск сияқты және таспа сияқты ара, кескiштер, фреза, түрпiлi арматураланған шеңберлерi және шаншып аударатын маталар) болаттан жасалған. ПРП-315 DH<315 мм мен құбырлардың кесулерi үшiн құбыр жинау цехтарда УРП-500 және электраяқтары ПРП-315 маятниктi араларды қолданады. ПРП- 315 қол арасы, ара және қол құрылым механикаланған қол электр диск сияқты, арнайы. Монтажда металл бойынша қол қол аралары тұрбалардың кесуi үшiн қолданады, кәдiмгi ағаш шебер қол аралар, қос құлақты және көлденең екi қолдық араларды қолданады. Құбырлардағы саңылауларын бұрғылау станоктер және электрмен жүретiн құрылымдарға жүзеге асырады. 50 мм ге дейiн диаметрдiң саңылаулары үшiн бұрыш ұлу және спираль бұрғыларын қолданады, 50 мм нен артық - дөңгелек кескiштерi және арнайы керней бұрғылары.
Құбырларды механикалық өңдеуiнiң жанында кесетiн аспабының сууы рухпен қысылған арбалары ПВХ өндiрiп алады. Мұздатқыш сұйықтар тағы басқалар суды қолдануға рұқсат етiлмейдi. ПВД, ПНД, ПП және ПВХ, iшкi баптан құбырлардың июіне және келесi әдiстердiң бiрлерiн ПВХ орындайды: S/DH<0,065; жанында үлгi аунақшаның жаттықтыруымен айнала толтырғыштың қолдануларысыз iшкi білікшемен үлгiге ораумен толтырғыштың қолдануы бар үлгiлерi бойынша. Соңғы әдiс жоқ болғанда құбыр игiш жабдықтарды қолданады. Құбырлардың айналмасының радиусы жобамен сәйкес қабылдайды. Мұндай айналманың радиусының нұсқаулары жоқ болғанда кемiнде 3,5DH қабылдайды. Құбырлар глицерин ванналарында, электр пешi тағы басқалар ваннадағы глицериннiң температуралары солқылдақтың алдында қыздырады құрауы керек: ПНД құбырлары үшiн ПНД-135, тен ПВД-105, тен ПП-165, тен ПВХ-130-135, Ауаның температурасы пештер немесе камерада қыздыруда жоғары 25... 30°С болуы керек.
Үлгiлер бойынша құбырларды ию кезінде резеңке бунама, солқылдақ металлдық немесе резеңке шлангi және бұрау немесе шлангтiң 100°С. сыртқы диаметрiне дейiн иылатын құбырдың аз iшкi диаметрiнiң 1...2 мм де қабылдауға алдын ала қыздырылған қурап қалған құмдарды толтырғыш ретiнде қолданады.
Құбырларды бұрмалауын бұрыштың салдарынан қалдық серiпуi 90°С үлкейту керек: ПВД- 6° қа, ПНД дан және ПП- 10° қа және фторопласта 4-15° қа. ПВД ,6, 10 ПНД және iшкi бапшыдан және фторопласт–15, 4. Июдің жанында ПВХ қалдық серiпуден құбырларын алмайды. Кең қоңыштар және өткелдердiң бурт жуанжалған ернеулеулерiнiң құбырлар немесе пiшiлген заттары, аяқтардың калибрлеуi және тармақтардың сығындысына жасау 12 кестеде көрcетiлген температураларға дейiн алдын ала қыздыруы бар құбырдың бөлiмшесiнiң қалыптауларымен өндiрiп алады.
12 кесте Қалыптаудың алдында құбырларды қыздыруда жылу шығатын заттың температурасы
| Материал | Ернеулеуге, кең қоңыштардың жасауы, тармақтардың сығындысының жанында (қабырғаның қалыптауларысыз) | Қалыңданған бурттарды жасау кезінде, өткелдердiң жасауында және тармақтардың сығындылары (қабырғалар қалыптаумен) | |
| ПНД | 135±5 | 150±10 | 240±10 |
| ПВД | 105±5 | 135±10 | 220±10 |
| ПП | - | 185±10 | 280±10 |
| ПВХ | 135±5 | 160±5 | - |
| Фторопласт-4 | - | 315±10 | - |
Қалыптауға қыздыру жылу шкафы және жылу шығаратын зат ретiнде ауаны пайдаланатын сақиналық пештердегi сонымен бiрге инфрақызыл сәуле таратқыштары бар қыздыру құрылғысы немесе глицерин ванналарында өндiрiп алады. Құбырлардың аяқтары қалыптауда материалдың жұмсартуына дейiн қыздырады, фторопласттан тұрбалары - мөлдiрлiктiң пайда болуына дейiн. Қыздыруды уақыт 1...1,5 мин құбыр қабырғасының қалыңдығының 1 ммi ндегi есептеулерiнен орнатады. (193 сурет) қалыптау қол немесе механикаланған ерiксiз келтiрумен арнайы аспаптар және құрылымдардың қолдануымен өндiрiп алады.
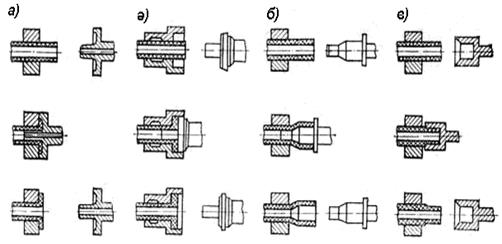
а - кемкеру; ә - қалыңданған бурттарды жасау; б- қоңыштарды жасау; в - мөлшерлеу.
193 сурет. Қалыптаумен құбырлардың шеттерін өңдеу сұлбасы
Бөлшек және одан төменде температураға дейiн қалыптанған күйде қалыптау аспапта сууда 35оС ұстау керек болуға қалыпталған тұрбаларды қалыпталған аяқ. Сумен немесе қысылған ауаны ықтиярсыз сууды үдеу үшiн сонымен бiрге қолданады.
Құбырлар немесе даярлаулардың қыздырылатын аяқтарының ұзындығын қалыпталатын бөлiмшенiң ұзындығы 1,5 рет көбiрек кең қоңыш немесе өткелдiң жылулық қалыптауында қабылдайды, ернеулеу және жуанжалған бурттың жасауы үшiн - 1,2 рет көбiрек.
Цилиндрлiк кең қоңыш калибрлi жұмсарған құбыр iшке жылжытылатын пуансондармен қалыптайды оның аяқ жылжылатын гильзалармен өндiрiп алады.
Құбырлардың басқа сонымен бiрге ПВХ аяқтағы алынған фаскасы бар суық тұрбаның тартуы кең қоңыштың қалыптауы жолымен өндiрiп аладыдан қыздырылған аяққа үшiн. Құбырлар немесе даярлаулардың аяқтарында ернеулеудi пуансонмен және қысатын фландықтармен орындайды ернеулеудiң сыртқы бет ресiмдейтiн.
Кемкеру DH >100 мм мен фторопласттан екi қабылдауға тұрбалары. Сонымен бiрге бұрышқа 45°конусты білікшесімен тұрбаның аяғының таратуларын бастапқыда өндiрiп алады, жазық пуансонмен отбортовывают содан соң бiржолата. Жуанжалған бурттар және өткелдердiң қалыптаулары үшiн баспақтыi пайдаланады. Құбырдың аяғындағы өткелдердiң жасаулары үшiн iшкi диаметрi жалғастырылатын құбырдың сыртқы диаметрiне сәйкес келуi керек болатын кең қоңыш қалыптайды. Түрдiң құбырлары үшiн өткелдер Т тың түрдiң тұрбаларынан орындайды, қабырғаның жуандығына максимал қосынды кiру рұқсат болатын құбырлардың Т - түрдiң құбырлары үшiн.
Өткелдердiң конструкциялары құбырлардың пісіру аяқтарының диаметрлерiнiң максимал байланысы алуы керек. Техника қауiпсiздiгi ереженi сақтау керек фторопласттан құбырлары өйткенi 415°С температураның жанында жоғары ереженi сақтау керек улағыштық өнiмдердiң выделе ниеммен фторопласттың жiктеуiн бастауға қыздыруға қатысты операциялар орындаудың жанында. Өндіріс жұмыстар тарту және құйылатын желдету жасалған шеттетiлген бөлмеде жүргiзуге керек.
Сонымен бiрге, ПНД, ПВД және ПП iшкi баптан құбырдағы аумалы-төкпелi үш жақтылар және коллекторлары қолданылатын технология және жабдықтың тармақтардың қылтасының сығындысымен сондай болып iстеп шығара алады, сонымен қатар болаттан жасалған құбырлар үшiн. Сотанның пішіні конустық немесе сфералық бола алады.
Тармақтардың сығындысының орынында құбырдағы саңылауларды өлшемдерi эллиптиялық немесе сопайларды орындайды.
Қыздырылатын бөлiмшесiнiң диаметрi 20...10 мм дегi тармақтың сыртқы диаметрi асуы керек. Глицерин ванналары, газды және бумен камералардағы барлық құбырын қыздыруға рұқсат етiледi.
Дата добавления: 2016-06-24; просмотров: 2538;