Деформации в соединениях с кольцевыми швами
В оболочках возникают временные и остаточные перемещения. От временных перемещений при сварке кольцевых швов частично зависят конструкции приспособлений и оснастка. Например, предотвратить радиальные перемещения в тонкостенных оболочках можно прижатием кромок роликами, перекатывающимися впереди сварочной горелки, или использованием охватывающего жесткого кольца. Во втором случае сварку необходимо выполнять изнутри.
Особенностью тонкостенных оболочек по сравнению с другими сварными конструкциями является пониженная жесткость отдельных листовых элементов. Образование и распределение напряжений в продольных однопроходных соединениях цилиндрических обечаек, когда они свариваются с закреплением в приспособлениях, принципиально не отличаются от случая сварки двух листов встык. Вследствие гибкости оболочки поперечная усадка происходит беспрепятственно. Остаточные напряжения практически одноосные. После освобождения короткие обечайки получают местный прогиб f (Рис. 9.12 Деформации от продольных швов в цилиндрических оболочках: а) коротких; б) длинных, а), который иногда составляет более 10—20 мм.При этом в среднем сечении D1< Dном, а у краев D2>Dном. У длинных обечаек (труб) возникает искривление оси (Ошибка! Источник ссылки не найден., б), а на концах появляется овальность.
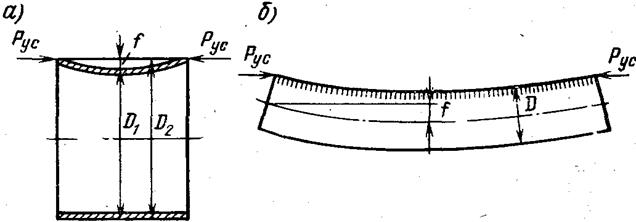
Рис. 9.12 Деформации от продольных швов в цилиндрических оболочках: а) коротких; б) длинных
В кольцевых швах оболочек, если они свариваются на жестком кольце, после остывания образуются одноосные остаточные напряжения σt , мало изменяющиеся по окружности. Уравновешивание напряжений σt на этой стадии происходит благодаря реакциям q (Рис. 9.13, а) со стороны кольца
q = σt s/r0
После удаления кольца силы q снимаются и вызывают прогиб оболочки (Рис. 9.13, б). На Рис. 9.13, в) показана экспериментальная кривая перемещений цилиндрической оболочки 2r0 =145 см, s=l,5 ммиз нержавеющей стали после аргонодуговой однопроходной сварки. Сокращение периметра в зоне шва составляет около 9 мм.
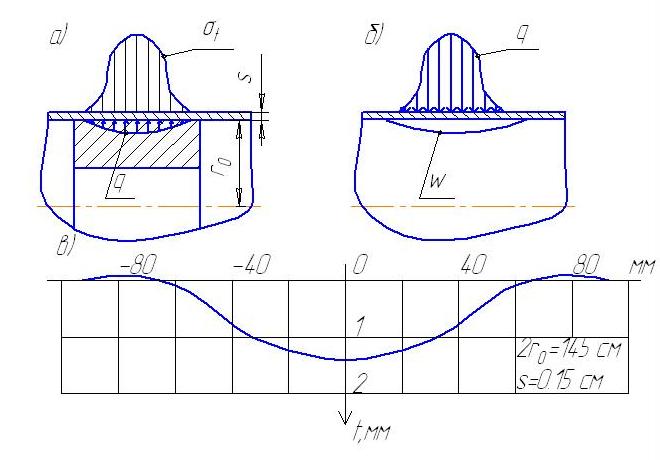 Рис. 9.13 Образование перемещений в зоне кольцевого шва цилиндрической оболочки: а) при сварке на подкладном кольце; б), в) после удаления подкладного кольца.
Рис. 9.13 Образование перемещений в зоне кольцевого шва цилиндрической оболочки: а) при сварке на подкладном кольце; б), в) после удаления подкладного кольца.
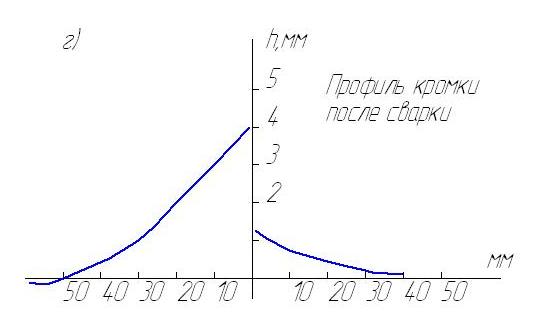
Рис. 9.14 Образование несимметричных перемещений в зоне кольцевого шва при сварке цилиндрических оболочек разной жесткости
Прогибы оболочек вызывают напряжения изгиба поперек шва: внутри — растягивающие, снаружи − сжимающие. Происходит также уменьшение растягивающих напряжений в шве. Сокращение оболочек от кольцевых швов возникает также после приварки кольцевых элементов жесткости дуговой или контактной сваркой. Однако не во всех случаях после сварки происходит укорочение шва. Например, в оболочках из алюминиевых сплавов тепло распространяется на значительное расстояние, вызывая подогрев участков, где упругие свойства металла еще не утрачены. Эти участки, расширяясь, вызывают перемещение зоны шва в радиальном направлении. Удлинение и изгиб бывают настолько значительными, что после остывания металла периметр шва оказывается увеличенным по сравнению с исходным состоянием.
При сварке кольцевым швом различных по жесткости элементов радиальные перемещения в момент сваривания оказываются различными. В результате этого образуется ступенька (Рис. 9.14), которая может явиться серьезным дефектом, снижающим прочность сосуда.
Дата добавления: 2016-05-25; просмотров: 966;