Сварочные напряжения и деформации в различных материалах
Остаточные напряжения в сварных соединениях аустенитных сталей, алюминиевых и титановых сплавов, не испытывающих структурных превращений (рис. 6-6, а, кривая 7), по характеру распределения аналогичны малоуглеродистым сталям. Однако, если в малоуглеродистых и аустенитных сталях максимальные остаточные напряжения близки к пределу текучести металла, то в алюминиевых и титановых сплавах они, как правило, составляют (0,6—0,8)σТ.
В легированных сталях при нагреве выше температуры А1, а затем при охлаждении происходят структурные превращения, сопровождающиеся изменением объема металла. На Рис. 9.6, а кривая 2 показывает изменение линейного размера на стадии охлаждения в случае, если металл был нагрет выше температуры структурных превращений,- До температуры, равной примерно 300° С (рис. 6-6, а, кривая 2), происходит укорочение металла, а затем в интервале температур 300—100° С, несмотря на уменьшение температуры, происходит увеличение объема металла, вызванное структурным превращением. Остаточные напряжения в сварном соединении из такой стали имеют сложный характер (рис. 6-6,6). Например, при сварке легированной стали аустенитными электродами остаточные напряжения в шве будут примерно равны пределу текучести аустенитного металла (зона l1). К шву примыкает зона l2, которая нагревалась выше температуры фазовых превращений. В ней вследствие расширения металла при сравнительно низких температурах (кривая 2 на Рис. 9.6, а) возникли остаточные напряжения сжатия. Зона l3 также нагревалась до высоких температур, но ниже температуры фазовых превращений. В ней при нагреве происходили значительные пластические деформации укорочения, в результате которых после остывания возникли остаточные напряжения растяжения, достигающие предела текучести легированной стали. В этой зоне при нагреве и остывании не было структурных превращений, сопровождающихся изменением объема. Зона l4 — зона упругих деформаций. Знак напряжений в зоне l4 зависит от распределения деформаций и напряжений в зонах l1, l2 и l3. Например, если присадочный металл имеет тот же химический состав, что и основной легированный металл, в шве вследствие структурных превращений будут остаточные напряжения сжатия. При этом ввиду возможной уравновешенности эпюры остаточных напряжений в пределах зон l1, l2, l3 остаточные напряжения в зоне l4 могут быть близкими к нулю или даже растягивающими. Это указывает на то, что при сварке легированных сталей, испытывающих структурные превращения, возможно получение фиктивной силы РУС, близкой к нулю, или даже растягивающей.
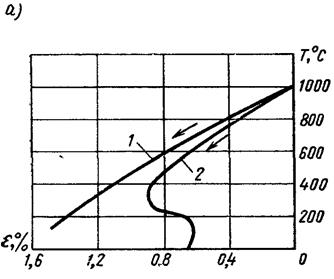
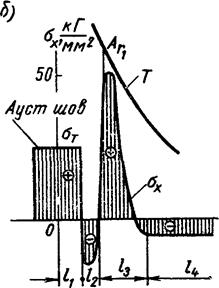
Рис. 9.6 Характерные дилатограммы сталей (а): аустенитной — 1 и перлитной — 2 и распределение остаточных напряжений в среднелегированной стали, сваренной аустенитным швом (б)
Поперечная усадка
Рассмотрим перемещение кромок при сварке пластин встык с зазором (Рис. 9.7). Металл при нагреве расширяется не только в направлении Ох, но и в перпендикулярном направлении Оу. Характер перемещения края пластины, по кромке которой движется источник тепла, показан кривой v на Рис. 9.7, а. При подходе источника тепла (точка О) кромка интенсивно перемещается (участок CBD), достигая максимального перемещения vMAX в точке О. Затем по мере остывания металла край пластины постепенно возвращается в исходное положение. Чем больше теплоотдача в воздух, тем интенсивнее перемещение кромки. Если свариваются две пластины с зазором (Рис. 9.7, б), то кромка каждой из пластин испытывает поперечное перемещение v. В момент сваривания перемещения достигают максимальной величины vMAX. а взаимное приближение кромок составляет 2 vMAX .
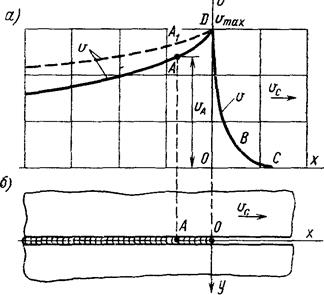 Рис. 9.7 Схема образования поперечной усадки при однопроходной сварке встык
Рис. 9.7 Схема образования поперечной усадки при однопроходной сварке встык
|
На участке ОА металл обладает небольшим сопротивлением пластической деформации, в результате чего он испытывает удлинение 2(VMAX -VA). В точке A пластическое удлинение металла прекращается и таким образом фиксируется взаимное сближение кромок, равное 2VA. В процессе остывания пластины подтягиваются друг к другу и возникает поперечная усадка ΔПОП=2VA. В пластинах, которые свариваются без зазора, перемещение кромок впереди источника тепла не может осуществляться беспрепятственно. До некоторой точки В (Рис. 9.7, а) происходит упругая деформация; а от точки В до точки D — пластическая. Поперечная усадка оказывается меньше, чем при сварке с зазором.
Максимально возможное перемещение кромок при отсутствии теплоотдачи в воздух
 ( 9.3)
( 9.3)
где q – эффективная мощность источника нагрева, вводимая в обе кромки (в каждую вводится q/2);
s — толщина пластины;
v — скорость сварки;
α — коэффициент линейного расширения;
сρ – объемная теплоемкость.
Фактически величина поперечного укорочения, как было объяснено выше, меньше теоретически возможного. При электродуговой однопроходной сварке металла встык толщиной до 12—16 мм поперечное укорочение равно
ΔПОП≈(0,5÷0,7)2vMAX 
( 9.4)
а иногда и меньше.
Формулой ( 9.4) можно пользоваться также для приближенного определения поперечного укорочения, когда шов укладывается на целую пластину без полного провара, например при сварке внахлестку или втавр. Определение эффективной тепловой мощности qП вводимой в лист толщиной sП, к которому приваривается лист толщиной sP производится по формуле:
 ( 9.5)
( 9.5)
Распределение остаточных напряжений в основных типах сварных соединений исследовано экспериментально и теоретически довольно широко. Продольные остаточные напряжения в сварных соединениях, выполненных внахлестку, угловых и втавр, как по величине, так и по распределению в основном аналогичны напряжениям в стыковых соединениях, т. е максимальные их значения в конструкциях из низкоуглеродистых и аустенитных сталей близки к σТ. Помимо продольных, в сварных однопроходных соединениях возникают также и поперечные остаточные напряжения.
Дата добавления: 2016-05-25; просмотров: 1114;