Деформации элементов при сварке стыковых соединений с зазором
Сварка стыкового соединения может производиться без прихваток, как с
зазором между пластинами, так и без него. Типичным примером сварки с
зазором является электрошлаковая сварка. В общем случае в процессе сварки пластин с зазором возникает одновременно несколько видов перемещений.
1. Изгиб полос от неравномерного нагрева их по ширине. Распределение температур Т по ширине пластины показано на Рис. 9.10. Изгиб приводит к раскрыванию сварочного зазора.
2.Перемещения, вызываемые остыванием пластин в заваренной части шва. Сокращение зоны термического влияния в поперечном направлении Oy приводит к поступательному сближению пластин, а главное — к их повороту, который вызывает закрывание зазора.
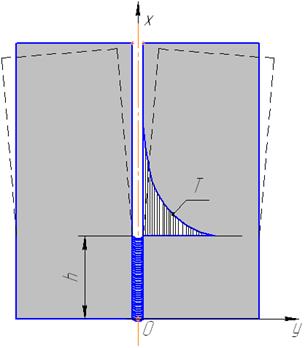
Рис. 9.10 Изгиб полос от неравномерного нагрева по ширине
3. Перемещения, вызываемые изменением объема металла при его структурных превращениях в процессе сварки. Они могут как открывать, так и закрывать зазор при сварке. Сочетание трёх перечисленных выше видов перемещения могут создавать самые разнообразные изменения зазора в процессе сварки.
Предотвратить поступательное сближение при электрошлаковой сварке закреплением пластин или их скреплением между собой практически невозможно из-за громадных сил усадки, возникающих в свариваемых пластинах.
Структурные превращения типа  сопровождаются уменьшением объема металла, а обратные
сопровождаются уменьшением объема металла, а обратные  — увеличением объема. В процессе сварки, на стадии нагрева металла, между изотермами AC1 и AC3 (Рис. 9.11) в зоне шириной l происходят структурные превращения . Через некоторое время в той же зоне в интервале температур от Тн до Тк идет процесс . В заштрихованной зоне объем металла увеличивается. Пока заштрихованная зона находится в начальной части шва — до середины заваренной части, ее расширение приводит к закрыванию сварочного зазора.
— увеличением объема. В процессе сварки, на стадии нагрева металла, между изотермами AC1 и AC3 (Рис. 9.11) в зоне шириной l происходят структурные превращения . Через некоторое время в той же зоне в интервале температур от Тн до Тк идет процесс . В заштрихованной зоне объем металла увеличивается. Пока заштрихованная зона находится в начальной части шва — до середины заваренной части, ее расширение приводит к закрыванию сварочного зазора.
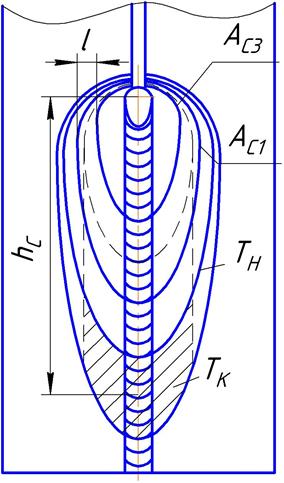 Рис. 9.11 Зоны структурных превращений при сварке
Рис. 9.11 Зоны структурных превращений при сварке
|
Когда же заштрихованная зона становится ближе к месту сварки, чем к началу шва, поворот пластин от ее расширения будет открывать сварочный зазор.
В сталях с высокой степенью легирования, у которых Тн и Тк низкие, a hс велика, процесс закрывания зазора обычно продолжается, пока длина шва h не превысит 1,5 м.
В низкоуглеродистых и низколегированных сталях, таких, как стали 20 или 20ГС, открытие зазора начинается уже при
h=0,6..0,7м.
Изменение величины зазора приводят к изменению формы шва. При электрошлаковой сварке изменение зазора ведёт к изменению режима-скорости сварки и соотношения между основным металлом и прилегающим при формировании шва. Может привести к короткому замыканию между изделием и мундштуком (при раскрытии). Причем предотвратить изменение зазора закреплением, как правило, не удаётся, из - за ограниченных возможностях в толстостенных деталях.
Дата добавления: 2016-05-25; просмотров: 1553;