Примеры вредного влияния сварочных напряжений, деформаций и перемещений
Остаточные напряжения и деформации могут влиять на получение и сохранение точных размеров и форм сварных конструкций, а также на их прочность и работоспособность.
Влияние собственных остаточных напряжений.
1.Изменение размеров и формы свойств соединений в процессе механической обработки. Либо непосредственно в процессе обработки, либо в момент съема со станка, в незначительной степени в процессе вылеживания. В процессе, обработки удаляется металл, в котором были собственные напряжения, при этом происходит нарушение равновесия сил. Снятие усилений - самый распространенный вид механической обработки (Рис. 9.25). Если закрепление детали не препятствует деформации, то изменение размеров возникает сразу. Искажение формы образовавшихся поверхностей может происходить так же вследствие различных сил резания закаленных и не закаленных зон не отпущенного соединения.

Рис. 9.25 Распределение напряжений
2.Изменение размеров в процессе эксплуатации может происходить так же вследствие релаксации напряжений и распада нестабильных структур, которые могут возникнуть в процессе сварки. Подобные изменения размеров весьма малы, и рассматривать их важно лишь для прецизионных свойств соединений в точном машиностроении и приборостроении.
3. Растягивающие остаточные напряжения снижают усталостную прочность сварных соединений. Чем выше рабочие напряжения (σраб) и эффективный коэффициент концентрации напряжения (KT), тем меньше влияние собственных напряжений. При высоких рабочих напряжениях и больших значениях эффективного коэффициента концентрации напряжений на первых же циклах возникает пластическая деформация от сумм остаточных и рабочих напряжений (σост+σраб). Кроме того, значительная концентрация напряжений по своему влиянию превалирует над остаточными напряжениями. При небольшой концентрации напряжений и рабочих напряжений собственные напряжения сохраняют свой высокий уровень и увеличивают средние напряжения (σm), тем самым, понижая прочность. Циклическая прочность сильно зависит от средних напряжений (σm), (Рис. 9.26).
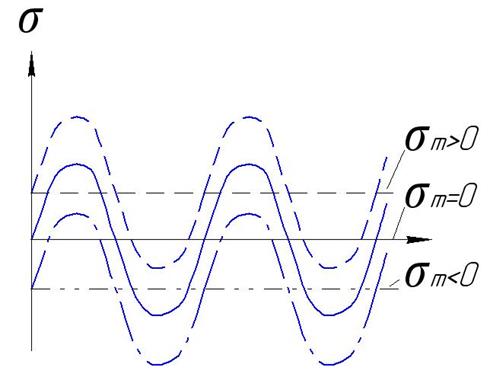
Рис. 9.26 Схема средних напряжений
При σm>0 - тормозится рост трещин, циклическая прочность значительно выше.
При σm<0 - наблюдается рост усталостных трещин, т.о. циклическая прочность меньше.
Если материал достаточно пластичен, то в условиях рабочих нагрузок внутренние напряжения уменьшаются. Чем выше нагрузка, тем меньше собственные напряжения.
4. Остаточные напряжения могут понижать и статическую прочность. Если металл при температуре эксплуатации не чувствителен к концентрации напряжений и не испытывает значительные статические деформации при сварке, то остаточные напряжения не влияют на статическую прочность. В противном случае даже сами собственные напряжения могут вызвать появление холодных трещин.
Сумма рабочих и остаточных напряжений достигает предела выносливости и происходит разрушение.
5. Сжимающие напряжения могут привести к образованию выпуклостей и т.д., т.е. к потере устойчивости (Рис. 9.27).

Рис. 9.27 Распределение сжимающих напряжений
6. Растягивающие напряжения, действующие в сварном шве, снижают коррозионную стойкость.
7. Остаточные напряжения являются носителями энергии упругой деформации. При одноосной нагрузке энергия в единице объема:  . Начавшееся по каким – либо причинам разрушение в дальнейшем поддерживается энергией остаточных напряжений. Энергия остаточных напряжений усиливает динамику разрушения, увеличивает скорость движения трещин и способствует переходу от вязкого разрушения к хрупкому.
. Начавшееся по каким – либо причинам разрушение в дальнейшем поддерживается энергией остаточных напряжений. Энергия остаточных напряжений усиливает динамику разрушения, увеличивает скорость движения трещин и способствует переходу от вязкого разрушения к хрупкому.
Влияние деформаций после сварки:
1. Перемещения деталей создают деформации в зоне кристаллизации металла и могут приводить к образованию горячих трещин.
2. Во время сварки в ряде случаев возникают перемещения в зоне деформирования шва, что приводит к появлению дефектов, нарушающих режимы сварки.
3. Перемещения элементов при сварке (Рис. 9.28) затрудняют последующий процесс сборки сварных деталей между собой, а иногда делают ее невозможной без применения правки.
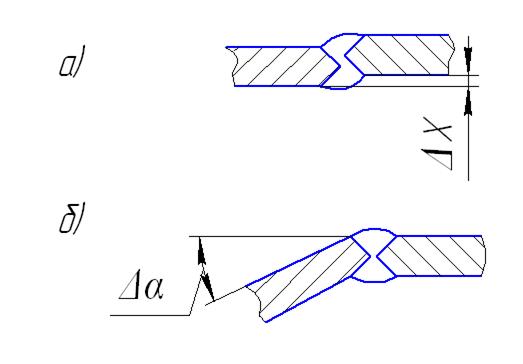
Рис. 9.28 Перемещения при сварке
а) Линейное смещение кромок шва, при котором поверхности двух свариваемых частей параллельны, но размещены не на требуемом уровне.
б) Угловое смещение кромок, при котором плоские поверхности двух свариваемых частей непараллельны (или не направлены под требуемым углом). Нарушение технологического процесса сборки заготовок.
4. Из-за возникновения при сварке перемещений приходится назначать завышенные припуски на механическую обработку.
5. Некоторые виды перемещений изменяют геометрические характеристики сечений (Рис. 9.29).
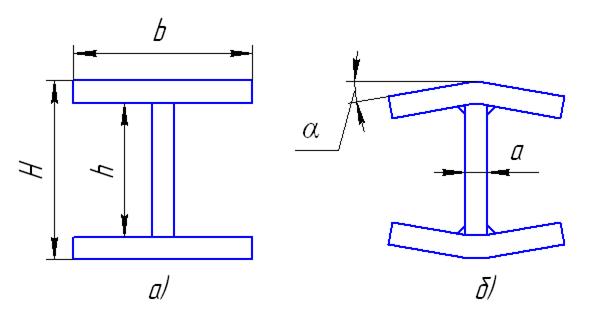
Рис. 9.29 Искажение поверхности
а) теоретический профиль
 ;
; 
б) изменение вследствие сварки
 ;
; 
6. Начальные перемещения могут вызывать снижение устойчивости, особенно местной.
7. В летательных аппаратах или в судах энергетической установок искажение поверхности, которые обтекаются жидкостью или газами увеличивают сопротивление потоку. В деталях машин искажение размеров вызывает увеличение зазоров, либо наоборот, увеличение сил трения или заклинивания.
8. Значительные отклонения от правильных геометрических форм нарушают требования технической эстетики и ухудшают товарный вид сварных изделий.
Дата добавления: 2016-05-25; просмотров: 1078;