ЭЛЕКТРИЧЕСКИЕ ПАРАМЕТРЫ МАШИН ДЛЯ КОНТАКТНОЙ СВАРКИ
АКТИВНОЕ И ИНДУКТИВНОЕ СОПРОТИВЛЕНИЕ СВАРОЧНОЙ ЦЕПИ
Активное сопротивление сварочной цепи (сварочного контура) контактной машины слагается из сопротивлений отдельных ее элементов и из контактных сопротивлений между ними. При определении активного сопротивления необходимо учитывать нагрев (при отсутствии водяного охлаждения до 80 - 100°) и поверхностный эффект.
В сварочных цепях контактных машин встречаются постоянные и скользящие контакты. Последние применяются при подводе тока к электродам роликовых машин. Постоянные контакты, как правило, стягиваются болтами. При неокисленных контактных поверхностях и хорошем их стягивании сопротивление постоянного контакта лежит в пределах 5 —10 мком. Сопротивление скользящего контакта обычно в 2—3 раза больше сопротивления постоянного контакта.
Индуктивное сопротивление сварочного контура зависит от его конфигурации (например, при наиболее часто встречающемся прямоугольном контуре, от отношения его сторон) и площади, а также от сечения токоведущих элементов контура. Индуктивность прямоугольной рамки со сторонами a и b равна

 где с — диагональ прямоугольника (
где с — диагональ прямоугольника (  ); d - диаметр проводника и μ — магнитная проницаемость. Индуктивное сопротивление
); d - диаметр проводника и μ — магнитная проницаемость. Индуктивное сопротивление
XL = w * L0
где w — круговая частота (w = 2 * π * f).
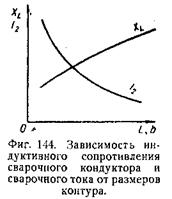
С увеличением полезного вылета машины a, а также при увеличении расстояния между плечами машины b индуктивное сопротивление сварочного контура быстро растет. Увеличение сопротивления при неизменной электродвижущей силе сварочного трансформатора приводит к уменьшению сварочного тока и мощности машины (фиг. 144).
Например, при увеличении полезного вылета с 300 до 1200 мм сварочный ток может понизиться при неизменном Е2 почти в 3 раза. Уменьшение площади сварочного контура машины — одно из наиболее эффективных средств повышения кратковременной мощности контактной машины.
 Введение в контур сварочной машины магнитной стали (фиг. 145, а) ведет к повышению как активного, так и индуктивного сопротивления сварочного контура. Активное сопротивление увеличивается из-за появления во введенной в контур стали вихревых токов, возбуждение которых вызывает существенные потери активной мощности в сварочной цепи. Увеличение сопротивления сварочной цепи при введении магнитной стали в контур машины приводит к существенному уменьшению тока. На фиг. 145, б показана зависимость сварочного тока точечной машины АТА-40 от толщины о введенных в контур машины стальных листов шириной b = 300 мм. Из диаграммы видно, что введение листов этой ширины толщиной 15мм приводит к понижению сварочного тока почти вдвое. Поэтому следует избегать введения в контур машины деталей большого сечения из магнитной стали и тяжелых приспособлений из магнитного материала. Общее сопротивление сварочного контура машины равно геометрической сумме его активной и реактивной составляющих, т. е.
Введение в контур сварочной машины магнитной стали (фиг. 145, а) ведет к повышению как активного, так и индуктивного сопротивления сварочного контура. Активное сопротивление увеличивается из-за появления во введенной в контур стали вихревых токов, возбуждение которых вызывает существенные потери активной мощности в сварочной цепи. Увеличение сопротивления сварочной цепи при введении магнитной стали в контур машины приводит к существенному уменьшению тока. На фиг. 145, б показана зависимость сварочного тока точечной машины АТА-40 от толщины о введенных в контур машины стальных листов шириной b = 300 мм. Из диаграммы видно, что введение листов этой ширины толщиной 15мм приводит к понижению сварочного тока почти вдвое. Поэтому следует избегать введения в контур машины деталей большого сечения из магнитной стали и тяжелых приспособлений из магнитного материала. Общее сопротивление сварочного контура машины равно геометрической сумме его активной и реактивной составляющих, т. е.
Общее сопротивление сварочной машины (за исключением сопротивления ее нагрузки, т. е. сопротивления свариваемых деталей) приближенно равно

где R1 и R2 — активные сопротивления первичной и вторичной обмоток сварочного трансформатора, приведенные ко вторичной цепи R1 = R1 * w22 / w12
где XL.1 и XL.2 — индуктивные сопротивления первичной и вторичной обмоток сварочного трансформатора, приведенные ко вторичной цепи XL.1 = XL.1 * w22 / w12
Rкт и XLкт — активное и индуктивное сопротивления сварочного контура машины.
Обозначая R1 + R2 + Rкт = Rвн и XL.1+XL.2 + Хкт = XL.вн, можем написать приближенную формулу для определения общего внутреннего сопротивления машины
Общее внутреннее сопротивление машины для контактной сварки обычно колеблется в относительно узких пределах. Для машин стационарного типа оно равно 150—350 мком. При введении в контур машины магнитной стали сопротивления Rкт и Хкт увеличиваются.
Дата добавления: 2016-05-11; просмотров: 2152;