ВНЕШНЯЯ ХАРАКТЕРИСТИКА, COS Φ И ПОЛЕЗНАЯ МОЩНОСТЬ МАШИНЫ
При сварке во вторичной цепи машины протекает ток
где Е2 — э. д. с. вторичной обмотки сварочного трансформатора;
R — сопротивление свариваемых деталей с учетом сопротивления шунта (если имеет место шунтирование сварочного тока) и активной составляющей сопротивления, связанной с введением в контур машины магнитной стали;
R'вн – активное сопротивление вторичной цепи сварочной машины, включая сопротивление вторичной обмотки трансформатора;
XL — индуктивное сопротивление сварочной цепи, связанное с введением в контур магнитного материала;
 X'L.вн. — индуктивное сопротивление сварочного контура, включая индуктивную составляющую сопротивления вторичной обмотки трансформатора.
X'L.вн. — индуктивное сопротивление сварочного контура, включая индуктивную составляющую сопротивления вторичной обмотки трансформатора.
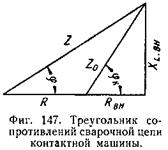
Полное сопротивление сварочной цепи в простейшем случае (при чисто активном сопротивлении свариваемых деталей) может быть представлено графически, как показано на фиг. 147. По оси абсцисс в некотором масштабе отложено активное сопротивление, а по оси ординат, в том же масштабе - реактивное.
При коротком замыкании для сварочной цепи
Во время сварки для этой же цепи
Как следует из фиг. 147, cosφk (при коротком замыкании, т. е. при R = 0), всегда меньше, чем во время сварки φk> φ.
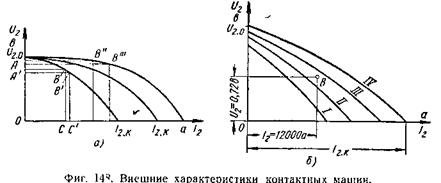
Зависимость между напряжением на электродах (или роликах) контактной машины и протекающим при этом напряжении сварочным током называется внешней характеристикой контактной машины. Внешняя характеристика (фиг. 148, а) пересекает ось абсцисс в точке I2k, соответствующей короткому замыканию сварочной цепи (сопротивление свариваемых деталей R = 0 и U2 = 0), и ось ординат в точке U2=U2.0, соответствующей холостому ходу, т. е.
I2 =0 и R= бесконечность.
При одном и том же значении U2.0 значения тока I2k могут отличаться: чем больше величина тока короткого замыкания I2k, тем относительно положе внешняя характеристика.
 |
Внешняя характеристика позволяет судить о некоторых особенностях сварочной машины, с одной стороны, и, с другой стороны, дает возможность проверять пригодность машины для выполнения заданной сварочной операции.
Площадь прямоугольника ОABC (фиг, 148, а) представляет в некотором масштабе мощность Рсв потребляемую для непосредственного нагрева свариваемых деталей. Действительно эта площадь равна произведению I2* U2, где U2 — падение напряжения между электродами при сварке. Если в силу каких-либо причин изменится сопротивление свариваемых деталей, следствием чего явится соответствующее изменение I2 и U2, то полезная мощность Рсв определится новым прямоугольником ОА'В'С', площадь которого в общем случае будет отличаться от площади ОAВС. При крутопадающей внешней характеристике незначительное смещение точки В (в В') не вызовет существенного изменения площади прямоугольника (фиг. 148, а), т. е. при изменении условий сварки полезная мощность будет колебаться незначительно. При пологой внешней характеристике смещение точки В" в положение В’" вызовет заметное изменение Рсв. Поэтому при точечной и роликовой сварке, когда для получения устойчивого качества соединений, как правило, количество выделяемого в месте сварки тепла должно оставаться примерно постоянным, желательно применение машин с крутопадающей характеристикой. Наоборот, при стыковой сварке оплавлением пологая внешняя характеристика целесообразнее, так как при такой форме характеристики уменьшение сопротивления перемычки жидкого металла ведет к резкому увеличению сварочного тока, что облегчает нагрев и последующее ее разрушение — процесс оплавления идет устойчивее.
Если известно сопротивление свариваемых деталей и контактов между ними и задан необходимый для сварки ток, то, пользуясь внешней характеристикой, легко определить ступень включения трансформатора, на которой должна производиться сварка. Например, при R = 60 мком и I2кр = 12 000 а напряжение U2 = 0,72 в. Откладывая на диаграмме внешних характеристик, построенной предварительно для всех ступеней сварочной машины, полученные значения I2 и U2, видим, что соответствующая им точка В (фиг. 148, б) лежит между внешними характеристиками для II и III ступеней — сварка должна производиться на III ступени включения трансформатора.
Контактные машины имеют, как правило, относительно низкий коэффициент мощности (cos φ). Обычно при сварке на стационарных машинах cos φ = 0,4 – 0,7. У стыковых машин вследствие сравнительно небольшой площади сварочного контура cos φ имеет наибольшее значение. В точечных машинах с большим вылетом (более 1000 мм) cos φ иногда падает ниже 0,3. В трубосварочных машинах с вращающимся трансформатором cos φ вследствие очень малых размеров контура достигает 0,9.
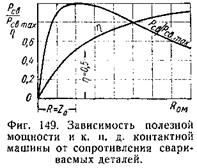
Кратковременная кажущаяся мощность, потребляемая во время сварки, Ркр = I2 * U2.0, Эта мощность тем больше, чем выше значение сварочного тока. Она достигает своего максимума при коротком замыкании Ik * U2.0), когда полезная мощность, расходуемая на нагрев свариваемых деталей, становится равной нулю. Таким образом, при коротком
замыкании к. п. д. машины, т. е. отношение Рсв/Ркр становится равным нулю. На фиг. 149 приведена диаграмма, показывающая зависимость полезной мощности Рсв и к. п. д. ηсв от сопротивления свариваемых деталей, отложенного по оси абсцисс, Как видно из этой диаграммы, Рсв имеет максимум, а к. п. д. сначала быстро, а затем медленно растет от 0 (при R = 0, т. е при коротком замыкании) до 1,0 при холостом ходе (R=∞). Можно доказать, что максимальное значение Рсв соответствует R = Z0, где Z0— полное сопротивление сварочной цепи машины без сопротивления свариваемых деталей. Из рассматриваемой диаграммы следует, что при сварке деталей, сопротивление которых близко к Z0, колебания в величине этого сопротивления почти не оказывают влияния на мощность Рсв, и создаются условия для получения сварных соединений стабильного качества. При точечной и роликовой сварке сопротивление свариваемых деталей обычно существенно ниже сопротивления машины (в особенности при сварке деталей из цветных металлов и сплавов). При сварке оплавлением сопротивление деталей (перемычек) и машины близки по величине. Поэтому при сварке оплавлением tсв ≈ 0,5, а при точечной (и роликовой) сварке tсв ≈ 0,2 - 0,4.
Основные электрические параметры машины для контактной сварки определяются двумя нормальными испытаниями: опытом холостого хода и опытом короткого замыкания.
При опыте холостого хода с помощью амперметра А, двух вольтметров V1 и V2 и ваттметра W (фиг. 150, а) определяются ток холостого хода, напряжение в первичной цепи трансформатора, э. д. с. его вторичной обмотки и активная мощность, потребляемая при холостом ходе. Эти измерения повторяются для каждой ступени включения сварочного трансформатора. Так как при холостом ходе потери энергии в меди первичной обмотки малы, можно считать, что измеренная активная мощность Р0 соответствует активным потерям в стали сердечника Рж. Это предположение дает возможность определить активную составляющую тока холостого хода по формуле Ic = Pж / U1.
 | 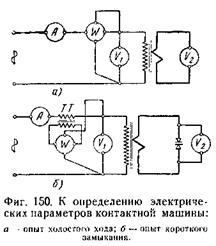 | ||
Опыт короткого замыкания проводится по схеме, изображенной на фиг. 150, б. При замыкании вторичного контура машины накоротко в сварочной цепи протекает очень большой ток, поэтому непосредственное включение токовой обмотки ваттметра обычно невозможно. В связи с этим прибор включается через трансформатор тока ТТ. При коротком замыкании определяется ток короткого замыкания в первичной цепи трансформатора при его включении на каждой ступени. Ток короткого замыкания в сварочной цепи может быть найден по формуле I2 = (I1 –I0)*w1/w2 . Делением соответствующей э. д. с. вторичной обмотки на ток короткого замыкания в ней легко определить полное сопротивление машины (приведенное к сварочной цепи). Значения Е2 и I2k для каждой ступени дают две крайние точки, необходимые для построения внешних характеристик машины. Дополнительные точки определяются следующим путем: между электродами машины зажимаются детали с большим или меньшим сопротивлением и после включения трансформатора производятся измерения всех электрических параметров по схеме фиг. 150, б. Измеренные вольтметром V2 значения U2 и соответствующие им величины I2 дают возможность закончить построение внешних характеристик.
Дата добавления: 2016-05-11; просмотров: 2588;