Зварювання електронним променем
Електронно-променеве зварювання (ЕПЗ) грунтується на використанні для нагрівання енергії електронного променя.
Сутність даного процесу полягає у використанні кінетичної енергії електронів, що рухаються у високому вакуумі з великою швидкістю. При бомбардуванні електронами поверхні металу переважна частина кінетичної енергії електронів перетворюється в теплоту, яка використовується для розплавлення металу.
Для зварювання необхідно отримати вільні електрони, сконцентрувати їх і повідомити їм велику швидкість з метою збільшення їх енергії, яка повинна перетворитися на теплоту при гальмуванні в зварюваної металі.
Отримання вільних електронів здійснюється шляхом застосування розпеченого металевого катода, емітує (випускає) електрони. Прискорення електронів забезпечується електричним полем з високою різницею потенціалів між катодом і анодом. Фокусування - концентрація електронів - досягається використанням кільцевих магнітних полів. Різке гальмування електронного потоку відбувається автоматично при впровадженні електронів в метал. Електронний промінь, який використовується для зварювання, створюється в спеціальному приладі - електронній гарматі.
Електронна гармата є пристроєм, за допомогою якого отримують вузькі електронні пучки з великою щільністю енергії (рис.3.19).
Гармата має катод (1), який розміщений всередині прикатодного електрода (2). На деякій відстані від катода знаходиться прискорювальний електрод - анод (3) з отвором. Прикатодний і прискорювальний електроди мають форму, що забезпечує таку будову електричного поля між ними, яке фокусує електрони в пучок з діаметром, рівним діаметру отвору в аноді. Позитивний потенціал прискорювального електроду може досягати декількох десятків тисяч вольт, тому електрони, емітовані катодом, на шляху до анода набувають значну швидкість і, відповідно, кінетичну енергію. Після прискорювального електроду електрони рухаються рівномірно. Живлення гармати електричною енергією здійснюється від високовольтного джерела постійного струму. Електрони мають однаковий заряд, тому вони відштовхуються один від одного, внаслідок чого діаметр пучка збільшується, а щільність енергії в пучку зменшується.
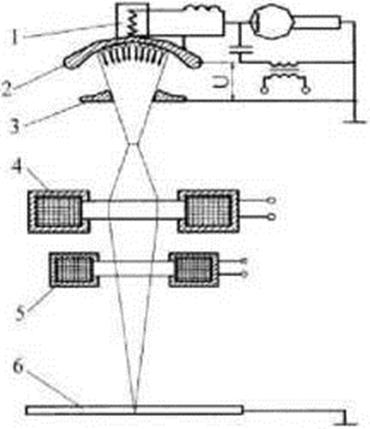
Рис. 3.19. Схема будови електронно-променевої гармати
Для збільшення щільності енергії в промені після виходу з анода електрони фокусуються магнітним полем у спеціальній магнітній лінзі (4). Сфокусовані в щільний пучок електрони летять і вдаряються з великою швидкістю в поверхню виробу (6), при цьому кінетична енергія електронів, внаслідок гальмування в речовині, перетворюється в теплоту, нагріваючи метал до високих температур.
Для переміщення променя до зварювального виробу на шляху електронів поміщають магнітну відхиляючу систему (5), що дозволяє направляти електронний промінь точно по зварювальному стику.
Для забезпечення безперешкодного руху електронів від катода до анода і далі до виробу, для теплової та хімічної ізоляції катода, а також для запобігання можливості дугового розряду між електродами в установці створюється високий вакуум не гірше 1,3х10 -2 Па (1-10 - 4 мм рт. ст.), що забезпечується вакуумною системою установки.
Енергія електронів може досягати великих значень і залежить від різниці потенціалів поля, що їх розганяє; в даний час експлуатуються електронно-променеві установки з напругою прискорення в електронно-променевій гарматі до 200 кВ.
При зварюванні електронним пучком формується вузький і глибокий шов. Глибина проплавлення досягає 200 - 400 мм, а відношення глибини проплавлення до середньої ширині шва становить 20 .. .30 (рис.3.20).
Настільки глибоке проникнення електронів в метал пояснюється утворенням каналу в зварювальній ванні практично на всю її глибину. Основним чинником, що викликає утворення каналу в рідкому металі, є тиск віддачі парів при випаровуванні. У зв'язку з цим канал в зварювальній ванні часто називають пародинамічним.
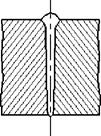
Рисунок 3.20. Типова форма зварного шва при ЕПЗ
Технологічні можливості і переваги електронно-променевого зварювання такі.
- При ЕПЗ можливе з'єднання за один прохід металів і сплавів товщиною в найбільш широкому серед інших методів зварювання діапазоні - від 0,1 до 400 мм.
- Завдяки високій концентрації енергії в промені, мінімального введенню тепла і високої швидкості охолодження, зона термічного впливу при ЕПЗ має істотно меншу протяжність, а зниження властивостей в ній відносно невелика. Особливе значення це має для аустенітної сталі, сплавів цирконію, молібдену та інших металів, схильних при нагріванні до значного зростання зерна та зниження корозійної стійкості.
- Глибоке проплавление металу при малій погонной енергії, що має місце при ЕПЗ, обумовлює значно більшу швидкість відводу тепла від зони зварювання, що забезпечує збільшення швидкості кристалізації малої за обсягом зварювальної ванни з отриманням дрібнокристалічного будови металу шва, за своїми властивостями мало відрізняється від основного металу.
- Введення значно меншої кількості тепла при ЕПЗ, особливо на імпульсному режимі, у порівнянні з дугового зварюванням дає можливість у багато разів зменшити деформації виробів.
- Велика концентрація енергії в малому поперечному перерізі променя і можливість перенесення енергії променем на значну відстань від катода дають можливість використовувати електронний промінь при зварюванні у вузьку щілину, коли методи дугового зварювання не можуть бути використані.
- При ЕПЗ робоча відстань "електронна гармата - виріб" можна змінювати в значних границях без істотної зміни параметрів шва. Робоча відстань вибирається в границях 50 - 120 мм для низьковольтних гармат і 50 - 500 мм - для високовольтних. При цьому зміна робочого відстані в процесі зварювання на 1 - 5 мм не робить істотного впливу на якість з'єднання.
- Ефективний захист металу від взаємодії з газами в процесі зварювання, здійснюваної у високому вакуумі.
- Відхилення поструму електронів в магнітному полі здійснюється практично безінерційний, що дає можливість переміщати електронний промінь по складних контурах за програмою з використанням електронно-обчислювальної техніки.
- Істотне - у 8 - 10 разів - зниження енергетичних витрат у порівнянні з іншими дуговими методами.
- ЕПЗ є найбільш раціональним методом з'єднання:
- Виробів з тугоплавких металів;
- Виробів з термічно зміцнених металів, коли небажана, утруднена або неможлива подальша термообробка;
- Виробів після остаточної механічної обробки при необхідності забезпечення мінімальних зварювальних деформацій;
конструкцій великих товщин відповідального призначення.
Недоліки методу ЕПЗ:
- Складність і висока вартість обладнання.
- Необхідність наявності вакуумних камер, що обмежує розміри зварюваних виробів.
- Шкідливе рентгенівське випромінювання в процесі ЕПЗ.
- Необхідність висококваліфікованого персоналу.
Схема і загальний вигляд установки для зварювання у високому вакуумі наведені на рис.3.21. Такі установки використовуються для мікрозварювання і розмірної обробки в радіоелектроніці, приладобудуванні, точній механіці, а також для зварювання виробів малих, середніх і великих габаритів в ядерній енергетиці, авіабудуванні та ракетній техніці.
 Вакуум космічного простору може бути використаний для ЕПЗ окремих деталей, вузлів при складанні космічних платформ і різних ремонтних роботах. Силами ІЕЗ ім. Є.О. Патона створена і пройшла успішні випробування на борту орбітальної станції "Мир" апаратура і набір спеціалізованих інструментів для виконання ручного електронно-променевого зварювання в космосі.
Вакуум космічного простору може бути використаний для ЕПЗ окремих деталей, вузлів при складанні космічних платформ і різних ремонтних роботах. Силами ІЕЗ ім. Є.О. Патона створена і пройшла успішні випробування на борту орбітальної станції "Мир" апаратура і набір спеціалізованих інструментів для виконання ручного електронно-променевого зварювання в космосі.
Рисунок 3.21 - Загальний вигляд (а) установки для електронно-променевого зварювання
Зварювання лазером
Лазер, або оптичний квантовий генератор (ОКГ), створює потужний імпульс монохроматичноговипромінювання за рахунок збудження атомів домішки в кристалі (рубін) або в газах.
Можна побудувати ОКГ на напівпровідниках і в цьому випадку, використовуючи електричне порушення замість оптичного, можна істотно підвищити ККД джерела енергії. Цей новий джерело енергії високої концентрації відразу знайшов застосування в техніці зв'язку і в промисловості для обробки металів і інших матеріалів.
Сутність процесу отримання потужного поструму світлових квантів полягає в тому, що атоми речовини можуть перебувати в стабільних і збуджених станах, і при переході із збудженого стану в стабільний вони віддають енергію збудження у вигляді квантів променевої енергії.
Збудження атомів домішок може відбуватися різними шляхами, але найбільш часто це здійснюється в результаті поглинання променевої енергії (лампи накачування). Перехід із збудженого стану атома в стабільний може відбуватися не відразу, а по окремих ступенях. Якщо ці ступені близькі, то перехід відбувається без випромінювання кванта енергії, а за рахунок перерозподілу енергії електронів усередині атома. Деякі з таких проміжних ступенів-рівнів збудження мають підвищену стійкість.
Схема роботи оптичного квантового генератора або лазера, може бути представлена так (рис.3.22). Атоми деякого елемента збуджуються безперервним джерелом енергії - лампою накачування, і електрони, збуджуючись, переходять на рівень енергії 1, але замість того, щоб відразу повертатися на рівень 0, вони переходять без випромінювання на метастабільний рівень 2, а потім, після накопичення на цьому рівні енергії електронів у значної кількості атомів домішки, вони всі відразу (індукційний період) переходять в початковий стан на рівень енергії 0, створюючи потужне випромінювання.

Рисунок 3.22 - Установка для зварювання лазером
1 — лазер; 2 — вимірювач потужності; 3 — дзеркала; 4 — фокусуюча лінза; 5 — деталь; 6 — пристрій для переміщення деталі.
Для зварювання часто використовують установки з використанням монокристалів корунду А12О3, в якому невелике число атомів алюмінію А1 замінено атомами хрому Сг, який служить випромінювачем. Такий кристал є штучним рубіном.
Кристал обмежений суворо паралельними гранями, з яких одна - непроникна для світла (закрита шаром металу), а інша - напівпроникна і пропускає випромінювання певної довжини хвилі. Енергія збудження від лампи подається перпендикулярно осі кристала і осі випромінювання. Монохроматичні промені, що виходять, фокусуються оптичними системами. Потік квантів енергії (фотонів), спрямований на поверхню твердого тіла, трансформує свою енергію в теплову, і температура твердого тіла різко зростає, так як потік фотонів має дуже високу концентрацію енергії.
Зварювання лазером не вимагає вакууму і ведеться в імпульсному режимі, так як постійний приплив енергії впливає на випромінювач (розігрів кристала рубіна). Режим зварювання регулюється такими параметрами: частотою, тривалістю імпульсу і ступенем розфокусування променя лазера до рівня щільності енергії, необхідної для зварювання. Коефіцієнт використання подаваємої потужності в цьому виді зварювання дуже невисокий (~ 1 ... 1,5%), але з'єднання цілого ряду виробів можна здійснити тільки таким чином (наприклад, неметалеві матеріали). Крім того, потік фотонів можна використовувати для прошивки отворів в самих твердих матеріалах, різання металів і їх поверхневої обробки.
Дата добавления: 2016-04-11; просмотров: 1849;