Електрошлакове зварювання
Електрошлакове зварювання (ЕШЗ) - процес утворення нероз'ємного з'єднання, при якому розплавлення основного і присадочного металу здійснюється за рахунок тепла, що виділяється при проходженні електричного струму через розплавлений флюс. При цьому шар розплавленого флюсу служить захистом металу зварювальної ванни від взаємодії з киснем і азотом повітря. Схеми процесу та встановлення ЕШЗ наведено на рис. 3.16.

Рисунок 3.16 - Трьохелектродна установка (а) і основні схеми процесів електрошлакового зварювання: б - зварювання одним електродом металу товщиною до 60 мм; в - трифазна зварювання металу товщиною 450 мм трьома електродами з зворотно-поступальним рухом; г - багатоелектродне зварювання металу практично необмеженої товщини; д - зварювання пластинчастими електродами; е - зварювання плавким мундштуком; е - контактно-шлакове зварювання стрижнів.
Шлакова ванна утворюється (наводиться) шляхом розплавлення флюсу, що заповнює простір між крайками основного металу і спеціальними охолоджуваними водою пристосуваннями-повзунами, щільно притиснутими до поверхні зварюваних деталей.
Флюс плавиться дугою, що виникає в початковий період зварювання між основним металом і електродним дротом. Після розплавлення певної кількості флюсу дуга шунтируется розплавленим шлаком і гасне. Довжина шлакової ванни практично дорівнює товщині основного металу, а ширина визначається зазором між крайками, що зварюються. Глибину шлакової ванни вибирають залежно від технологічних умов (складу основного металу, режиму зварювання тощо.)
Необхідна для здійснення шлакового процесу енергія надходить від джерела живлення з жорсткою характеристикою змінного або постійного струму, яке під'єднується до основного металу і плавких електродів, вставдених в зазор між зварюваними крайками і зануреними в шлакову ванну. Електрод розташовують посередині шлакової ванни або переміщують у зазорі від однієї поверхні деталей, що зварюються, до іншої. Струм до електроду підводиться за допомогою мундштука. Проходячи через шлакову ванну, струм нагріває її до температури ~ 2000 0С, яка перевершує температуру плавлення основного і електродного металів.
Шлак розплавляє крайки основного металу і електрод, який подається в шлакову ванну зі швидкістю, рівною швидкості його плавлення. Розплавлені електродний і основний метали стікають на дно шлакової ванни, утворюючи зварювальну (металеву) ванну. В процесі віддалення джерела нагрівання відбувається кристалізація металу зварювальної ванни. Розплавлений шлак, що знаходиться над металевою ванною, досить надійно захищає метал від впливу повітря. Після заповнення зазору між зварюваними крайками мундштук за допомогою спеціального приводу пересувається вздовж шва.
Шлакова ванна, утворена на початку зварювання, по мірі формування шва переміщається від початку деталі до кінця, при цьому стикаючись з охолоджувальними повзунами, утворює на них тонку шлакову кірку, виключаючи безпосередній контакт розплавленого металу з поверхнею повзуна.
Витрата флюсу при цьому способі зварювання невелика і не перевищує 5% маси наплавленого металу. Зважаючи на малу кількість шлаку легування наплавленого металу відбувається, в основному, за рахунок електродного дроту. При цьому частка основного металу в зварному шві може бути знижена до 10 - 20%.
У порівнянні зі зварювальної дугою шлакова ванна є менш концентрованим джерелом тепла, тому ЕШЗ характеризується більш повільним нагріванням і охолодженням. Значний час перебування металу в розплавленому стані сприяє поліпшенню умов видалення газів і неметалевих включень з металу шва.
Електрошлаковий процес протікає стійко навіть при щільності струму j близько 0,1 А/мм2 (при ручному дуговому зварюванні покритими електродами j = 10 - 30 А/мм2; при автоматичному під шаром флюсу j = 200 А/мм2; при зварюванні плавленням, в захисних газах j = 400 А/мм2), тому можливе використання електродів досить великого перерізу.
Електрошлакове зварювання, як правило, ведуть при вертикальному положенні виробів. Дзеркало зварювальної ванни, так само як і при зварюванні в нижньому положенні, розташоване в горизонтальній площині, а переміщення розплавленого електродного і основного металів відбувається в напрямку сил ваги.
Зазвичай зварювання починається в прикріпленому до частини стику металевому кокилі довжиною 50 - 100 мм, де збуджується дуговий процес. Для того щоб вивести шлакову ванну і запобігти утворенню усадочних тріщин і рихлот в кінці шва, на виробі встановлюються вихідні планки довжиною близько 100 мм (рис.3.17).
Електрошлакове зварювання дозволяє виконувати не тільки прямолінійні, а й кільцеві шви (рис.3.18). Обертання виробів здійснюється на роликовій опорі або іншим способом.
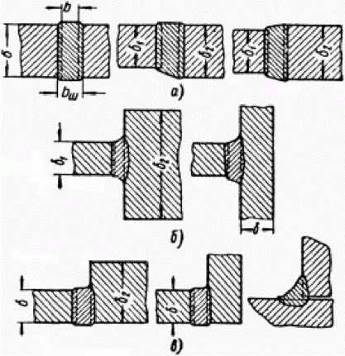
Рисунок 3.17 - Види з'єднань, виконаних електрошлаковим зварюванням: а - стикові, б - таврові; в - кутові; d - товщина металу; b - ширина зазору; bш - ширина шва
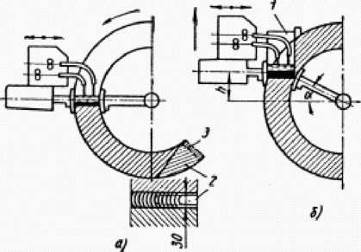
Рисунок 3.18 - Схема електрошлакового зварювання кільцевого шва: а - зварювання у середній частині шва, б - замикання шва; 1 - вихідний кокіль; 2 - обробка початку шва для його замикання; 3 – планка для заходу, а - кут переміщення повзуна до початку замикання; h - висота підйому апарату до початку замикання шва
Дата добавления: 2016-04-11; просмотров: 1930;