ЛИТЕЙНОЕ ПРОИЗВОДСТВО
1.1 Основные понятия и определения
Литейное производство, или литье – это способ изготовления заготовки или готового изделия путем заливки расплавленного металла в полость заданной конфигурации с последующим его затвердеванием.
Заготовки или изделия, получаемые методом литья, называют отливками.
Полость, заполняемая жидким металлом при литье, называется литейной формой.
Назначение литейной формы состоит в следующем.
1.Обеспечение необходимой конфигурации и размеров отливки.
2.Обеспечение заданной точности размеров и качества поверхности отливки.
3.Обеспечение определенной скорости охлаждения залитого металла, способствующей формированию требуемой структуры сплава и качества отливок.
По степени использования формы делят на разовые, полупостоянные и постоянные.
Разовые формы служат для получения только одной отливки, изготавливают их из кварцевого песка, зерна которого соединены каким-либо связующим веществом.
Полупостоянные формы – это формы, в которых получают несколько отливок (до 10-20), такие формы изготавливают из керамики.
Постоянные формы – формы, в которых получают от нескольких десятков до нескольких сотен тысяч отливок. Такие формы изготавливают обычно из чугуна или стали.
Основной задачей литейного производства является получение отливок с максимальным приближением формы и размеров поверхности к аналогичным параметрам готовой детали с целью уменьшения трудоемкости последующей механической обработки. Основное достоинство формообразования заготовок литьем - возможность получения разнообразных по массе заготовок практически любой сложности непосредственно из жидкого металла.
Стоимость литых изделий нередко намного меньше, чем изделий, изготовленных другими способами, однако для литья применимы не любые сплавы, а только те, которые обладают хорошими литейными свойствами. Основными литейными свойствами являются.
1. Жидкотекучесть – способность жидкого металла заполнять литейную форму, точно повторяя ее конфигурацию.
Чем выше жидкотекучесть, тем литейный сплав лучше. У стали и чугуна это свойство уменьшается с увеличением содержания серы и повышается с увеличением содержания фосфора и кремния. Перегрев сплава выше температуры плавления повышает его жидкотекучесть.
Жидкотекучесть оценивают по длине пути, пройденному жидким металлом до затвердевания. Высокую жидкотекучесть (>700 мм) имеют силумины, серый чугун, кремнистая латунь, среднюю жидкотекучесть (350-340 мм) имеют углеродистые стали, белый чугун, алюминиево-медные и алюминиево-магниевые сплавы, низкую жидкотекучесть имеют магниевые сплавы.
2. Усадка – уменьшение размеров отливки при переходе металла из жидкого состояния в твердое. Чем меньше усадка, тем литейный сплав лучше. Различают усадку объемную (уменьшение объема) и линейную (уменьшение линейных размеров). Это свойство зависит главным образом от химического состава сплава. Ориентировочно линейная усадка составляет 1% для чугунного литья и 2% – для стального и цветного. Разумеется, каждая конкретная марка литейного сплава имеет свое значение усадки.
3. Склонность к ликвации. Ликвацией называют химическую неоднородность по объему отливки. Чем меньше склонность к ликвации у литейного сплава, тем он лучше.
В литейном производстве применяют много самых различных сплавов. Наиболее распространенным является серый чугун, из которого в отечественном машиностроении делают около 75% отливок (по массе), из стали – около 20%, из ковкого чугуна – 3% и около 2% литых деталей изготавливают из сплавов цветных металлов.
Существует два способа заливки металла в формы.
1.Обычная заливка, при которой металл заполняет литейную форму свободно под действием силы тяжести. К этому способу относится литье в песчано-глинистые формы.
2.Специальные способы литья, их существует около 15, основными из которых являются:
· литье под давлением;
· центробежное литье;
· литье в кокиль (в металлические формы);
· литье в оболочковые формы;
· литье по выплавляемым, выжигаемым или растворяемым моделям.
Литье в песчано-глинистые формы – основной метод производства отливок. Этим методом получают литые детали как простой, так и сложной формы, наиболее крупные отливки, которые нельзя получить другими способами.
Применение специальных способов литья позволяет уменьшить брак в литейном производстве. При литье в металлические формы, центробежным литьем обеспечивается получение отливок высокой точности. Наряду с этим специальные способы литья применимы лишь для изделий сравнительно небольших размеров (масса до 300 кг).
Для изготовления литейной формы необходимо иметь модельный комплект. В общем случае модельный комплект состоит из модели, стержневого ящика и моделей элементов литниковой системы.
Модель – это прообраз будущей отливки, с помощью модели формообразуется, в основном, ее наружная конфигурация. От отливки модель отличается материалом, наличием стержневых знаков (если отливка полая и для формирования полости необходим стержень), наличием разъема (если формовка производится по разъемной модели), размерами, превышающими соответствующие размеры отливки на величину линейной усадки сплава.
Стержневой ящик – это часть модельного комплекта, предназначенная для изготовления стержня. Стержень, в свою очередь, необходим для формирования внутренней конфигурации отливки (для получения отверстий).
Литниковая система – это совокупность каналов в литейной форме, подводящих расплавленный металл, улавливающих шлак и неметаллические включения, отводящих из формы газы, а также питающих отливку жидким металлом в процессе ее кристаллизации.
1.2 Технология получения отливок
Технологический процесс производства отливок в песчано-глинистых формах включают формовку, т. е. приготовление полуформы и стержней; сборку литейных форм; заливку расплава, выбивку и очистку отливок.
Для изготовления литейных форм из формовочных смесей применяют модельно-опочную оснастку. В нее входят модели, модельные плитки, стержневые ящики и т. д.
Для облегчения изучения процесса изготовления отливки рассмотрим схему технологического процесса (рис. 1).
 |
По чертежу детали (рис. 1, а) технолог-литейщик разрабатывает чертеж модели и стержневого ящика. В модельном цехе по этим чертежам изготовляют модель (рис. 1, б) и стержневой ящик (рис. 1, в), при этом учитываются припуски на механическую обработку и усадку сплава при остывании. С целью получения опорных поверхностей для установки стержней на моделях выполнены стержневые знаки. По стержневому ящику формуют стержень (рис. 1, г), который предназначен для образования в отливке внутренней полости.
Для заливки формы металлом имеется литниковая система, состоящая из чаши, стояка, шлакоуловителя, питателей и выпоров (рис. 1, e). При сборке в нижнюю полуформу устанавливают стержень, затем соединяют обе полуформы и нагружают балластом. Литейная форма в сборе показана на рис. 1, д.
В плавильном отделении расплавляют металл и заливают в формы. Остывшую отливку выбивают из формы и передают в отделение очистки и обрубки, где ее очищают от формовочной стержневой смеси и обрубают остатки литника, заливы и др.
Модели – приспособления, при помощи которых в формовочной смеси получают отпечатки – полости, соответствующие наружной конфигурации отливок. Отверстия и полости внутри отливок образуют при помощи стержней, установленных в форме при их сборке.
Размеры модели делают больше, чем соответствующие размеры отливки, на величину линейной усадки сплава, которая составляет для углеродистой стали 1,5-2%, чугуна 0,8-1,2%, бронз и латуней 1-1,5% и т. д. Для облегчения изготовления моделей из формовочной смеси при формовке стенки моделей должны иметь формовочные уклоны (для деревянных моделей 1-30, для металлических 1-20) В местах сопряжения, делают плавные сопряжения радиусом R = (1/5 - 1/3) средней толщины соприкосновения стенок.
Преимущество деревянных моделей – дешевизна и простота изготовления, недостаток – недолговечность. Модели окрашивают для чугунных отливок в красный цвет, для стальных в синий. Стержневые знаки окрашивают в черный цвет.
Металлические модели чаще всего делают из алюминиевых сплавов. Эти сплавы легки, не окисляются, хорошо обрабатываются резанием.
При машинной формовке обычно применяют металлическую модельную оснастку с установкой модели с установкой модели и литниковой системы на металлической модельной плите.
Стержни формуют в деревянных или металлических стержневых ящиках.
Формовка, как правило, производится в опоках – прочных и жестких металлических ящиках различной формы, предназначенных для изготовления в них литейных полуформ из формовочной смеси путем ее уплотнения.
Для изготовления литейных форм и стержней применяют смеси из природных песков и глин с добавкой необходимого количества воды. Качество, состав и свойства материалов и смесей зависит от условий службы их в литниковой форме.
Формовочные и стержневые смеси должны иметь следующие свойства:
– прочность (для сохранения целостности при сборке, транспортировании, механическом воздействии);
– газопроницаемость;
– огнеупорность (при соприкосновении с металлом не должны плавиться, спекаться, пригорать к отливке, размягчаться);
– пластичность (сохраняют форму после снятия нагрузки);
– неприлипаемость смеси к модели, стержневому ящику и в плоскости разъема формы;
– негигроскопичность;
– теплопроводность;
– легкость удаления смеси при очистке отливок;
– долговечность, т.е. способность смесей сохранять свойства после многократного использования;
– дешевизна.
Свежих формовочных материалов, т. е. песка и глины требуется в среднем 0,5 - 1 т на 1 т литья, в то время как расход смесей для изготовления форм и стержней составляет 4 - 7 т. Главной частью в смесях являются отработанные формовочные материалы, свежие материалы служат только для замены песчаных зерен, превращающихся в пыль, и для выполнения связующих способностей глин.
Зерновая часть песков должна состоять преимущественно из зерен кварца (SiO2) в лучших сортах песка содержание SiO2 ³ 97%, в худших содержание SiO2 ³ 90%.
К глинистой части песка условно относят все содержащиеся в нем частицы размером менее 0,022 мм.
Формовочные глины - это пески, содержащие более 50% глинистых веществ. Глины делятся на формовочные обыкновенные и бектонитовые. К бектонитовым относятся глины состоящие в основном из кристаллов монтмориглионита [Al2O3·4SiO2·H2O+nH2O]. Этот материал сильно набухает в воде, что увеличивает связующие свойства глин. Бектонит применяется для изготовления форм и стержней, не подвергающихся высушиванию.
Обыкновенные формовочные глины состоят в основном из кристаллов каолина Al2O3·2SiO2·2H2, не обладающих внутрикристаллическим набуханием.
Для стального литья берут самую огнеупорную глину с высокой термохимической устойчивостью - не менее 1580ОС, для чугуна – со средней устойчивостью не менее 1350ОС, для цветного литья термохимическая устойчивость глин не ограничивается.
Для изготовления формовочных и стержневых смесей, кроме песка и глины, применяют органические и неорганические связующие материалы. Органические связующие материалы сгорают и разлагаются при высоких температурах. К этим материалам относят льняное масло, олифу, крепетель (растительное масло, канифоль, уайт-спирт), пек торфяной и древесный, канифоль, пектиновый клей, патоку и ряд других. В качестве неорганических связующих используют цемент и жидкое стекло.
В литейных цехах, имеющих механизированные землеприготовительные заготовки, пользуются единой формовочной смесью. В цехах с меньшей степенью механизации употребляют облицовочные и наполнительные смеси, первые более качественные и служат для образования внутреннего, соприкасающегося с отливкой слоя.
Материалы для стержней – стержневые смеси – выбирают в зависимости от конфигурации стержней, их расположения в форме. Они должны иметь высокую прочность, обладать достаточной податливостью, чтобы не препятствовать усадке металла, хорошей газопроницаемостью. В производстве отливок из сталей и чугуна для приготовления таких стержней применяют качественные песчано-масляно-смоляные смеси (чистый кварцевый песок и полимерный связующий материал - смола или жидкое стекло). Стержни менее ответственные с более толстым сечением изготавливают из смесей, состоящих из 91-97% SiO2 и 3-4% глины с добавлением жидкого стекла или других связующих. Для массивных стержней используют менее качественные смеси, изготовленные из 30-70% SiO2, 20-60% оборотной земли и 7-10% глины, являющейся основным связующим.
Для предотвращения пригара и улучшения чистоты поверхности отливок формы и стержни покрывают тонким слоем противопригарных материалов. Для сырых форм противопригарными материалами служат припылы, в качестве которых используют порошкообразный графит (для чугунных отливок) и пылевидный кварц (для стальных отливок). Для сухих форм приготавливают противопригарные краски. Краски представляют собой водные суспензии из тех же материалов графит (для чугуна), кварц (для стали) со связующими. Краски наносят на горячие формы и стержни, не успевшие остыть после сушки.
1.3 Литниковые системы
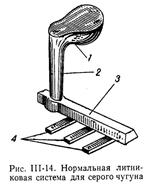
Назначение литниковой системы – обеспечить плавный безударный подвод металла в форму, регулировать термофизические явления в форме для получения качественной отливки и предохранить форму от попадания в нее шлаковых включений. Элементами нормальной литниковой системы являются литниковая чаша 1, стояк 2, шлакоуловитель 3, питатели 4, подводящие металл непосредственно к отливке. Вся литниковая система при заливке должна быть заполнена жидким металлом во избежание засасывания в форму шлаков и атмосферного воздуха.
 При получении отливок из стали, ковкого чугуна и некоторых сплавов цветных металлов с относительно большой усадкой литниковая система питает их жидким металлом в процессе затвердевания.
При получении отливок из стали, ковкого чугуна и некоторых сплавов цветных металлов с относительно большой усадкой литниковая система питает их жидким металлом в процессе затвердевания.
|
 , м2,
, м2,
где Q – масса отливки и прибыли, кг,
r - плотность материала отливки, кг/м3,
m = 0,4-0,6 – коэффициент истечения,
t = 4-9 с – время заливки формы,
g = 9,81 м/с2 – ускорение свободного падения,
Н – средний напор, м (высота столба жидкого металла в литейной форме, измеряется от верхнего края воронки до центра масс отливки).
Иными словами, литниковая система является запертой и создает условия, при которых через воронку не проходит шлак и не засасывается воздух потому, что она постоянно заполнена металлом и сужающийся к низу стояк сдерживает напор. В то же время литники (питатели) не в состоянии пропустить через себя весь металл, идущий из стояка, пленка шлака на поверхности металла поднимается к верху шлакоуловителя, и в отливку через литники идет только чистый металл.
Для вывода из формы воздуха, а также для наблюдения за заполнением формы металлом на верхних частях отливок устанавливают вертикальные каналы (выпоры). При литье из стали, алюминиевых сплавов, и некоторых сортов бронз, отличающихся большой усадкой, выпоры заменяют прибылями. Основным их назначением является питание отливки жидким металлом в процессе ее кристаллизации для предотвращения образования усадочных раковин в местах отливок, затвердевающих последними. Обычная закрытая или открытая прибыль может действовать только в том случае, если она расположена выше отливки. Объем металла в прибыли должен обеспечивать необходимое ферростатическое давление на металл отливки.
Способы формовки
Ручную формовку в основном применяют для получения отдельных как малых, так и крупных сложных по конфигурации отливок.
Открытую почвенную формовку осуществляют для неответственных отливок с плоской поверхностью, например, плит, к которым не предъявляют высокие требования по внешнему виду и по качеству поверхности.
Такую формовку можно осуществить по мягкой постели и по твердой постели.
|
 При формовке по мягкой постели (рис. 2) в земляном полу цеха роется яма глубиной 150-200 мм и в ней готовится мягкая постель из рыхлой наполнительной смеси и поверх нее кладется слой облицовочной смеси толщиной 10-15 мм. После выравнивания гладилкой и проверки по ватерпасу 3 горизонтальности поверхности постели в нее руками вдавливают модель 4. Для этого на поверхность смеси кладут модель и осаживают ударами молота через дощечку, затем смесь вокруг модели уплотняют трамбовкой, срезают излишки смеси, вырезают слева литниковую чашу 1 и канал 2 для заполнения формы металлом, а справа - сливной канал 5 для спуска излишка металла. Для отвода газов из формы производят проколку душниками каналов 6. После этого осторожно примачивают края формы у модели и ее извлекают. Если обнаруживаются дефекты, их исправляют, поверхность формы покрывают припылом и заливают металлом.
При формовке по мягкой постели (рис. 2) в земляном полу цеха роется яма глубиной 150-200 мм и в ней готовится мягкая постель из рыхлой наполнительной смеси и поверх нее кладется слой облицовочной смеси толщиной 10-15 мм. После выравнивания гладилкой и проверки по ватерпасу 3 горизонтальности поверхности постели в нее руками вдавливают модель 4. Для этого на поверхность смеси кладут модель и осаживают ударами молота через дощечку, затем смесь вокруг модели уплотняют трамбовкой, срезают излишки смеси, вырезают слева литниковую чашу 1 и канал 2 для заполнения формы металлом, а справа - сливной канал 5 для спуска излишка металла. Для отвода газов из формы производят проколку душниками каналов 6. После этого осторожно примачивают края формы у модели и ее извлекают. Если обнаруживаются дефекты, их исправляют, поверхность формы покрывают припылом и заливают металлом.
При тяжелом весе отливки делают под нее твердую постель (рис. 3), выкапывают яму глубиной на 300–500 мм больше высоты модели, на дно кладут слой горелого кокса толщиной 100 мм, с боков наклонно ставят две трубы для вывода газов и производят набивку смеси.
|
 Первые несколько слоев по 50–70 мм плотно набивают трамбовками, следующие слои набивают слабее, а последние 100–120 мм оставляют без уплотнения, слегка выровняв поверхность гладилкой. В подготовленной постели делают частые наколы душником до коксового слоя и покрывают поверхность слоем облицовочной смеси толщиной 15–20 мм. На эту смесь осаждают модель в зависимости от конструкции – половину, если она разъемная, или всю, если она неразъемная. После этого проверяют плотность набивки смеси вокруг модели и подбивают в случае обнаружения слабых мест, а затем всю поверхность вокруг полумодели заглаживают и посыпают сухим мелким песком, чтобы устранить слипание с верхней полуформой.
Первые несколько слоев по 50–70 мм плотно набивают трамбовками, следующие слои набивают слабее, а последние 100–120 мм оставляют без уплотнения, слегка выровняв поверхность гладилкой. В подготовленной постели делают частые наколы душником до коксового слоя и покрывают поверхность слоем облицовочной смеси толщиной 15–20 мм. На эту смесь осаждают модель в зависимости от конструкции – половину, если она разъемная, или всю, если она неразъемная. После этого проверяют плотность набивки смеси вокруг модели и подбивают в случае обнаружения слабых мест, а затем всю поверхность вокруг полумодели заглаживают и посыпают сухим мелким песком, чтобы устранить слипание с верхней полуформой.
При изготовлении верхней полуформы сначала на нижнюю половину модели точно по шипам ставят верхнюю половину, затем размещают модели стояка и выпоров. После этого модель обкладывают облицовочной смесью и набивают весь объем наполнительной смесью, а потом делают наколы душником для вывода газа. Положение опоки по отношению к нижней части формы фиксируют забивкой по всем четырем углам колышков.
Теперь снимают опоку, ставят ее на пол, предварительно повернув на 180°. Осторожно вынимают обе половины модели, заглаживают поврежденные места, покрывают полости полуформ припылом, в нижнюю полуформу устанавливают стержень, опочную полуформу накладывают на почвенную точно по границам забитых колышков, ставят на место литниковую чашу и загружают на верхнюю поверхность формы грузы, чтобы предотвратить опасность поднятия ее заливаемым металлом, во избежание ожогов около места заливки формы.
Формовка в опоках
Формовка в опоках наиболее широко применяется в литейных цехах. В зависимости от конструкций моделей, условий и характера производства она имеет много разновидностей. Рассмотрим наиболее типичные из них.
На рис. 4 показана формовка по разъемной модели. Отливаемая деталь (рис. 4, а) формуется по модели со знаками для стержня, образующего полость в отливке (рис.4, б). На щиток 1 (рис.4, в) сначала устанавливают половину модели 2, а затем опоку 4, модель припыливают тонким слоем припыла и обкладывают облицовочной смесью, а затем всю опоку набивают наполнительной смесью. После этого с верхней стороны снимают излишек смеси и производят наколы газоотводных каналов 3. Затем полуформу поворачивают на 180° и ставят на 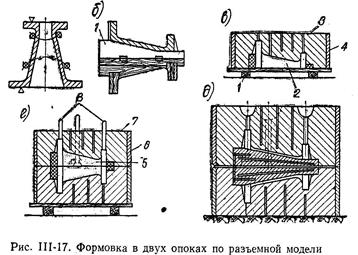
|
щиток (рис.4, г). После этого поверхность разъема присыпают разделительным песком. На нижнюю половину модели накладывают верхнюю 5, строго центрируя ее по шипам, затем старят опоку 6, модели стояка 7 и выпоров 8 и набивают их в том же порядке, как и нижнюю полуформу. Затем заглаживают верхнюю поверхность, накалывают каналы, оформляют очертания литниковой чаши и извлекают модели стояка 7 и выпоров 8. Потом снимают и поворачивают на 180° верхнюю полуформу. Из обеих полуформ извлекают модели, заглаживают поврежденные места, присыпают припылом, устанавливают стержень в нижнюю полуформу, накрывают ее верхней полуформой и скрепляют или нагружают форму для заливки металлом (рис. 4, д).
Формовка в двух опоках по неразъемной модели показана на рис. 5. Модель формуемой детали (рис. 5, а) без нижнего стержневого знака ставят на щиток (рис. 5, б), обкладывают облицовочной, а затем набивают наполнительной смесью и сверху сгребают излишек. При попавшей под модель смеси полуформу поворачивают на 180° (рис. 5, в) и вырезают смесь по линии 3—4. Загладив всю поверхность разъема, присыпав ее разделительным песком и поставив на место стержневой знак 2, ставят верхнюю опоку, модели стояка и выпоров, наполняют ее формовочной смесью, раскрывают форму, извлекают модель, отделывают, присыпают припылом, ставят стержень, накрывают верхней полуформой, нагружают и ставят под заливку (рис. 5, г).
Дата добавления: 2016-03-27; просмотров: 16262;