Практическая работа №1. Разработка схемы базирования заготовки на заданную операцию.
3.2. Основные этапы расчета сил закрепления заготовок
3.2.1. Методика определения сил закрепления
1. Разработать теоретическую схему базирования детали и реализовать ее с помощью установочных элементов приспособления, наметить положение и тип опор.
2. Приложить к детали все действующие на нее силы и моменты в самый неблагоприятный момент времени и отметить их направление стрелками.
В качестве таких сил учитывают:
– силы и моменты резания (активные силы), которые заменяют действие режущего инструмента и в расчетной схеме должны быть направлены нормально к установочным поверхностям опор;
– силы трения, возникающие в точках приложения сил закрепления и в местах контакта базовых поверхностей детали и опор.
Направление действия сил трения должно быть противоположным направлению действия активных сил, реакции опор в местах контакта базовых поверхностей детали и опор.
3. Определить предполагаемые перемещения заготовки под действием всех приложенных к ней сил и составить уравнения статики на эти перемещения.
сумма проекций всех сил относительно координатных осей ox; oy; oz


алгебраические суммы моментов всех сил относительно осей ox, oy, oz
4. Определить искомые величины сил закрепления. При этом в уравнениях статики силы и моменты резания умножаются на коэффициент надежности закрепления (коэффициент запаса).
3.2.2. Понятие и расчет коэффициента запаса.
Коэффициент надежности k учитывает неоднородность обрабатываемых заготовок, затупление режущего инструмента и связанное с ним увеличение сил резания, а также непостоянство условий установки и закрепления заготовок.
Значение коэффициента надежности k следует выбирать дифференцированно, в зависимости от конкретных условий выполнения операции и способа закрепления заготовки.
Применение в расчетах среднего значения k неправильно. При малых значениях k надежность зажимных устройств недостаточна. При больших значениях k получают завышенные силы зажима, что влечет за собой увеличение размеров зажимных устройств.
Значение коэффициента надежности k можно представить, как произведение частных коэффициентов, каждый из которых отражает влияние определенного фактора:
k = k0 k1 k2 k3 k4 k5 k6.
Коэффициент k0 представляет собой гарантированный коэффициент запаса надежности закрепления, для всех случаев следует брать 1,5.
Коэффициент k1 учитывает увеличение силы резания из-за случайных неровностей на заготовках. При черновой обработке k1=1,2; при чистовой и отделочной k1=1,0.
Значение коэффициента k2
| Метод обработки | Компоненты Силы резания | k2 | Примечание |
| Сверление | Крутящий момент Осевая сила | 1.15 1.00 | Для чугуна |
| Предварительное (по корке) зенкерование | То же | 1.30 1.20 | Для чугуна при износе по задней поверхности 1.5 мм |
| Чистовое зенкерование | То же | 1.20 1.20 | Для чугуна при износе по задней поверхности 0.7…0.3 мм |
| Предварительное точение и растачивание | Рz Py Px | 1.00 1.00 1.40 1.20 1.60 1.25 | Для сталей Для чугуна Для сталей Для чугуна Для сталей Для чугуна |
| Чистовое точение и растачивание | Рz Py Px | 1.00 1.05 1.03 1.40 1.00 1.30 | Для сталей Для чугуна Для сталей Для чугуна Для сталей Для чугуна |
| Цилиндрическое предварительное и чистовое фрезерование | Осевая сила | 1.6…1.8 1.2…1.4 | Для вязких сталей Для твердых сталей и чугуна |
| Торцевое предварительное и чистовое фрезерование | Тангенциальная сила | 1.6…1.8 1.2…1.4 | То же То же |
| Шлифование | Окружная сила | 1.15…1.2 | То же |
| Протягивание | Сила растягивания | 1.5 | При износе по задней поверхности до 0.5 мм |
Значение коэффициентов k3 – k 6
| Обозначение коэффициента | Условия обработки, учитываемые коэффициентом | Значения коэффициента | Примечание |
| k 3 | Увеличение сил резания при прерывистом резании | 1.2 | При торцевом фрезеровании |
| k 4 | Вид привода приспособления | 1.0 1.3 | Для пневматических, гидравлических и других приводов прямого действия Для ручных зажимов |
| k 5 | Удобство расположения рукояток в ручных зажимах | 1.0 1.2 | Удобное положение рукоятки с малым диапазоном ее поворота При большом диапазоне угла поворота рукоятки (более 90 ) |
| k6 | Наличие моментов, стремящихся повернуть заготовку на опорах | 1.0 1.5 | Установка опоры с ограниченной поверхностью контакта (штыри) Установка на опоры с большой поверхностью контакта (пластины) |
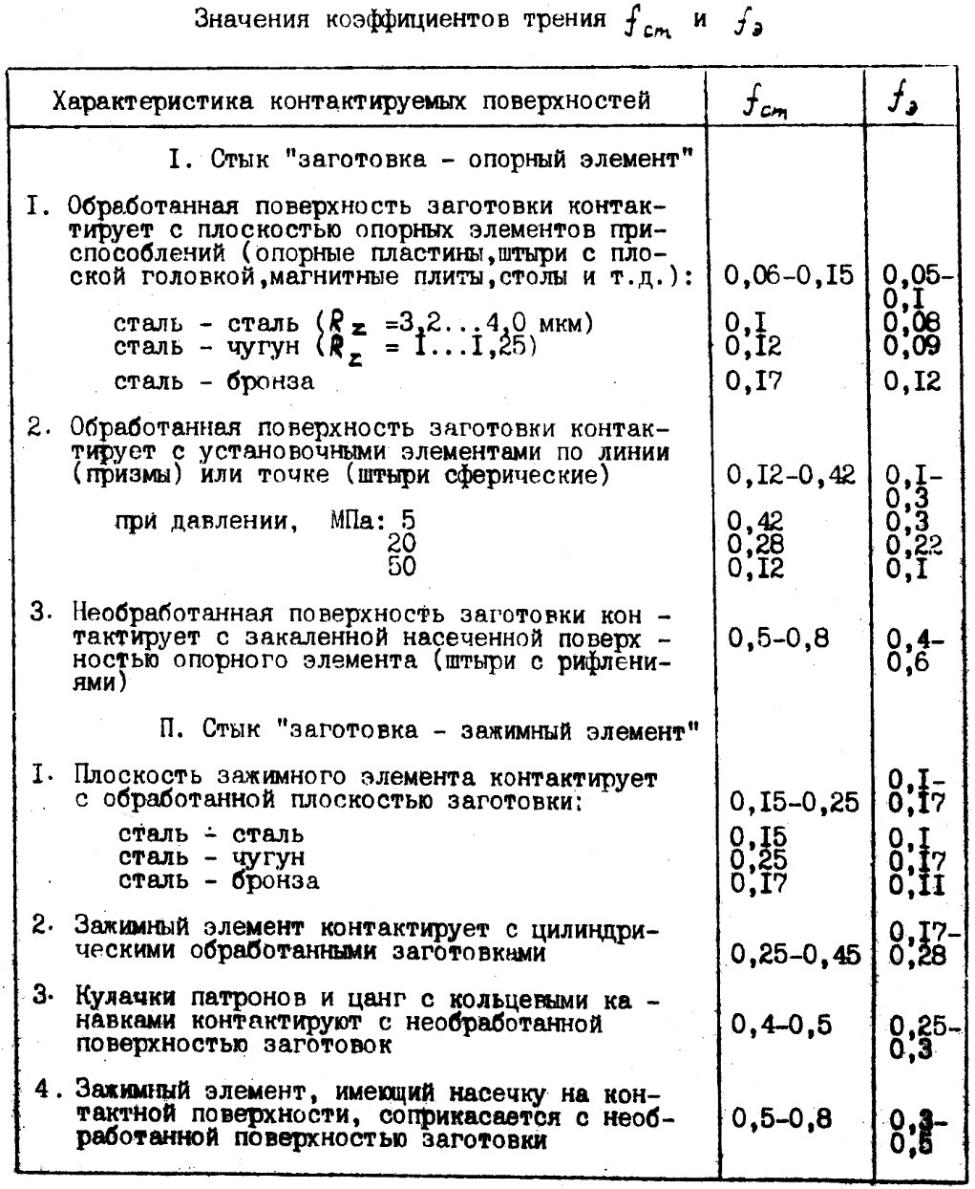
3.2.3. Понятие и расчет коэффициента трения fЭ
В приспособлениях силы трения возникают на поверхностях контакта заготовки с опорными элементами, а также в местах контакта зажимных устройств с поверхностью заготовки.
На основе накопленного опыта эксплуатации приспособлений в производстве и специальных исследований в расчетах рекомендуется использовать значения коэффициента статического трения (fст), приведенные в таблице…
Однако fст не отражает реальные условия эксплуатации, т.е. динамические процессы. С этой целью вводится эффективный коэффициент трения fЭ – реальный коэффициент трения, возникающий в неподвижном стыке под действием как статических, так и динамических сил.
где: wt – частота возмущающих тангенциальных колебаний при резании;
wtо – частота собственных колебаний рассматриваемого стыка в тангенциальной плоскости;
n– параметр кривой опорной поверхности шероховатости базы заготовки.
На практике принимают  = 0,5...0,8. при среднем значении n = 2.
= 0,5...0,8. при среднем значении n = 2.
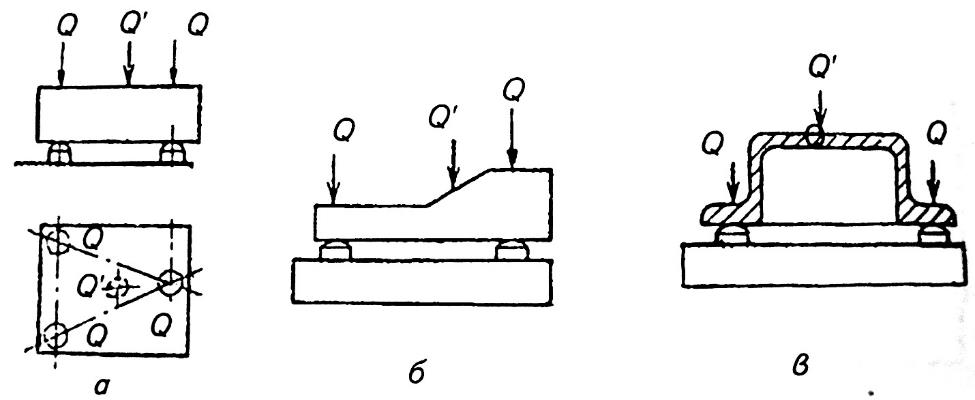
3.2.4. Выбор места приложения силы зажима заготовки.
При выборе места приложения сил зажима необходимо придерживаться следующих правил:
1. Сила зажима не должна приводить к опрокидыванию заготовки или ее сдвигу по установочным элементам. Для этого необходимо чтобы точка приложения силы зажима проецировалась:
а) как можно ближе к центру установочного элемента рис. а);
б) на участок поверхности заготовки параллельной поверхности плоских установочных элементов, воспринимающих силу зажима рис. б).
2. Действие силы зажима и вызываемых ею реакции опор не должно приводить к созданию изгибающих моментов, способных снизить точность обработки не жестких заготовок рис. в).
3. Место приложения силы зажима должно находится как можно ближе к месту обработки, особенно для не жестких заготовок рис. в).
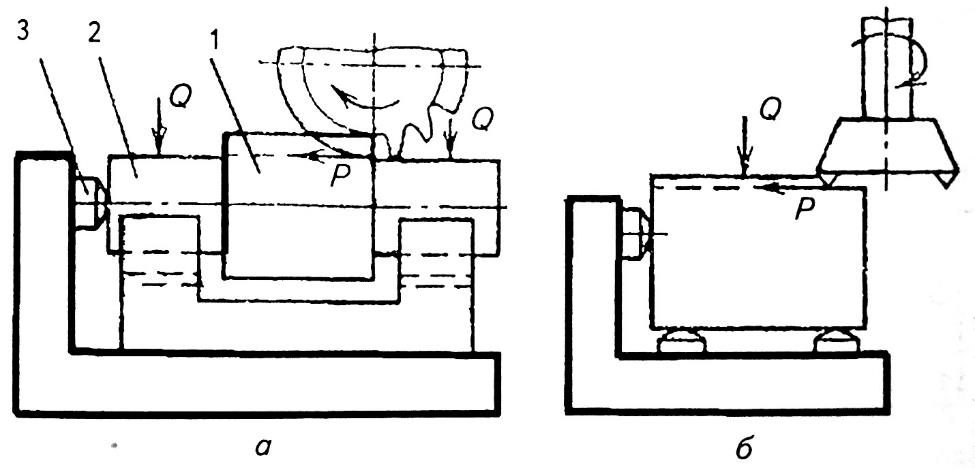
3.2.5. Выбор направления силы зажима.
Эффективность зажима в значительной степени зависит от направления и места приложения силы. При выборе направления силы зажима необходимо учитывать ряд правил:
1. Сила зажима должна быть направлена перпендикулярно плоскостям установочных элементов, чтобы обеспечить надёжный контакт с базовыми поверхностями и исключить сдвиг заготовки при зажиме.
2. При базировании заготовки по нескольким базовым плоским поверхностям сила зажима должна быть направлена к тому установочному элементу, с которым заготовка имеет наибольшую площадь контакта.
3. Направление силы зажима и силы тяжести заготовки должны совпадать (это повысит эффективность использования зажимного устройства).
4. Направление силы зажима по возможности должно совпадать с направлением силы резанья.
3.3. Расчет необходимого усилия закрепления
Величину необходимой силы закрепления W определяют на основе решения задачи статики, рассматривая уравнения равновесие заготовки под действием приложенных к ней сил, общем случае оно имеет вид:
W ≥ k f Pрез
Все расчетные схемы для определения W можно разделить на 3 группы.
1. Схемы, предотвращающие поступательное перемещение заготовки.
2. Схемы, предотвращающие поступательное перемещение заготовки от силы Р и ее проворачивание под действием момента М.
3. Схемы, предотвращающие проворачивание заготовки.
Дата добавления: 2016-02-16; просмотров: 3240;