Практическая работа №2. Определение необходимого усилия закрепления
Задача №1
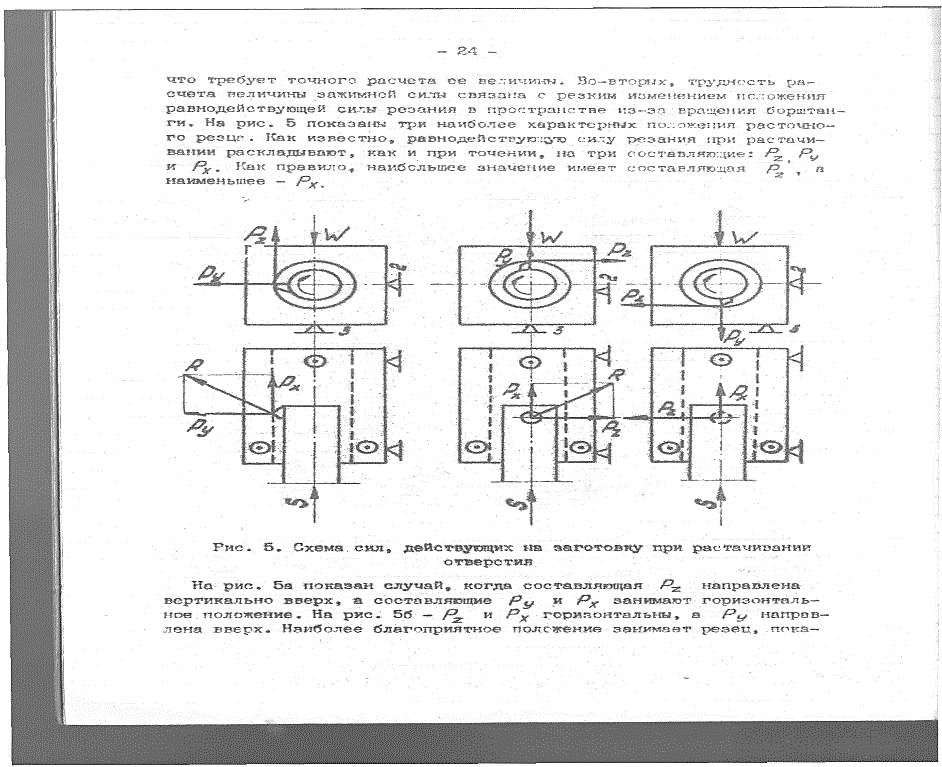
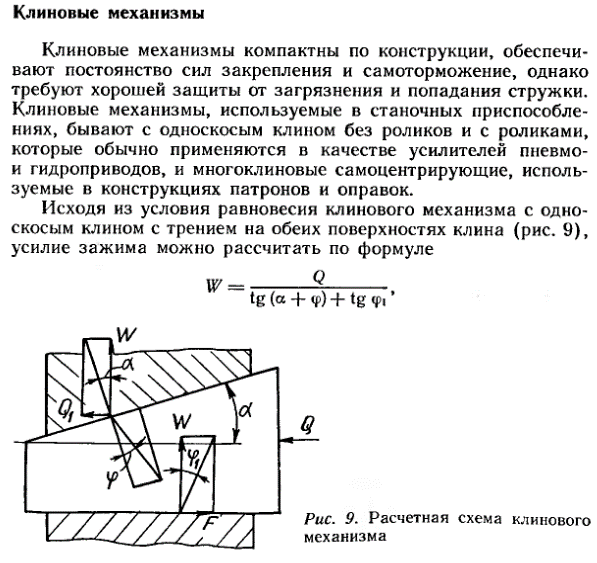
Задача №1 Определить силу зажима заготовки в приспособлении с пневматическим зажимом для чернового (В1) и чистового (В2) растачивания отверстия, ось которого перпендикулярна направлениям сил W, Рy, и Рz, с учетом исходных данных, приведенных в таблицах.
| ||
| а | б | в |
| Параметр | Вариант | |||||||||
| Рx Н | ||||||||||
| Рy Н | ||||||||||
| Рz Н | ||||||||||
| fo | 0,16 | 0,15 | 0,14 | 0,18 | 0,16 | 0,13 | 0,14 | 0,15 | 0,16 | 0,17 |
| fз | 0,17 | 0,18 | 0,16 | 0,14 | 0,16 | 0,18 | 0,16 | 0,12 | 0,18 | 0,17 |
Решение. При растачивании отверстия сила резания изменяет свое направление вместе с расточной борштангой со шпинделем. Поэтому для определения силы зажима заготовки нужно найти ее наибольшее значение
Составим расчетные уравнения для определения зажимной силы в соответствии со схемой, представленной на рис. а. Сила Рz отрывает заготовку от опор. Силы Рx и Рy действующие в горизонтальном направлении, дают равнодействующую R, которая стремится сдвинуть заготовку относительно опор и прижимного элемента. Удержать заготовку должны силы трения в местах контакта, возникшие под действием зажимной силы W1. Исходя из вышеизложенного составляем расчетные уравнения.
Сдвигающая сила
Сила трения между зажимным элементом и верхней плоскостью заготовки
Сила трения между нижними опорными элементами и заготовкой
Расчетное уравнение в общем виде:
В развернутом виде уравнение примет вид:

Откуда сила W:
 [1]
[1]
Определим W2 для схемы рис. б. В этом случае сдвигает заготовку та же сила нос другими составляющими
Сила трения между зажимным элементом и верхней плоскостью заготовки
Сила трения между нижними опорными элементами и заготовкой
Расчетное уравнение в общем виде:
В развернутом виде уравнение примет вид:

Откуда сила W:
 [2]
[2]
Определим W3 для схемы рис. в. В этом случае сдвигает заготовку та же сила нос другими составляющими
Сила трения между зажимным элементом и верхней плоскостью заготовки
Сила трения между нижними опорными элементами и заготовкой
Расчетное уравнение в общем виде:
В развернутом виде уравнение примет вид:

Откуда сила W3:
 [3]
[3]
Подставив исходные данные в формулы 1, 2, 3 получим
W1 =44332Н; W2 = 48518Н; W3 = 46048Н
Задача №2, 3
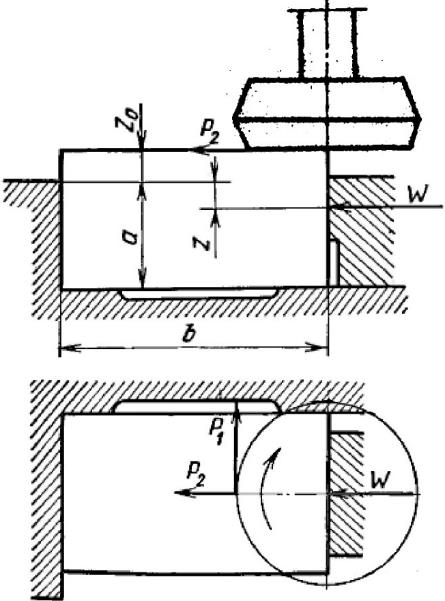
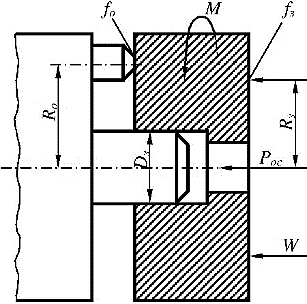
Задача №2, 3 Определить необходимое усилие зажима при чистовом и черновом фрезеровании плоскости призматической заготовки цилиндрической фрезой на горизонтально фрезерном станке при условиях, приведенных в таблице. Обрабатываемая заготовка установлена в тисках с пневмоприводом. Схема установки изображена на рисунке.
| К задаче №2 | К задаче №3 |
| 
|
| Параметр | Вариант | |||||||||
| Р1 Н | ||||||||||
| Р2 Н | ||||||||||
| f1 = f2 | 0,16 | 0,15 | 0,14 | 0,18 | 0,16 | 0,13 | 0,14 | 0,15 | 0,16 | 0,18 |
| Параметр мм | Вариант | |||||||||||
| №3 | №4 | |||||||||||
| a | d | |||||||||||
| b | D | |||||||||||
| z | ||||||||||||
| z0 | a |
Решение. №2 В 0.0. Определим коэффициент запаса. В соответствии с таблицами:
k0 = 1,5; k1 = 1,2 – для чернового фрезерования; k1 = 1,0 – для чистового фрезерования; k2 = 1,4 – для чернового фрезерования; k2 = 1,2 – для чистового фрезерования; k3 = 1,2 – при фрезеровании; k4 = 1,3 – для ручных зажимов;
k5 = 1,0 – для маленьких диапазона поворота рукояти тисков; k6 = 1,5 – при установке заготовки на пластины.
При черновом фрезеровании:
k = 1,5 1,2 1,4 1,2 1,3 1,0 1,5 = 5,8.
При чистовом фрезеровании:
k = 1,5 1,0 1,2 1,2 1,3 1,0 1,5 = 4,2.
Учитывая динамику процесса обработки в котором  = 0,5...0,8, при среднем значении n = 2, реальные коэффициенты трения будут равны
= 0,5...0,8, при среднем значении n = 2, реальные коэффициенты трения будут равны  0,14
0,14
Исходя из условия задачи и схемы обработки, воспользуемся следующей формулой для определения необходимого усилия закрепления заготовки
Подставив значения в соответствии с вариантом получим:
При черновом фрезеровании
 = 5306Н
= 5306Н
При чистовом фрезеровании
 = 3597Н
= 3597Н
Решение. №3 В 0.0. Определим коэффициент запаса. В соответствии с таблицами:
k0 = 1,5; k1 = 1,2 – для чернового фрезерования; k1 = 1,0 – для чистового фрезерования; k2 = 1,4 – для чернового фрезерования; k2 = 1,2 – для чистового фрезерования; k3 = 1,2 – при фрезеровании; k4 = 1,3 – для ручных зажимов;
k5 = 1,0 – для маленьких диапазона поворота рукояти тисков; k6 = 1,5 – при установке заготовки на пластины.
При черновом фрезеровании:
k = 1,5 1,2 1,4 1,2 1,3 1,0 1,5 = 5,8.
При чистовом фрезеровании:
k = 1,5 1,0 1,2 1,2 1,3 1,0 1,5 = 4,2.
Учитывая динамику процесса обработки в котором = 0,5...0,8, при среднем значении n = 2, реальные коэффициенты трения будут равны 0,14
Исходя из условия задачи и схемы обработки, воспользуемся следующей формулой для определения необходимого усилия закрепления заготовки
Подставив значения в соответствии с вариантом получим:
При черновом фрезеровании
 = 7936Н
= 7936Н
При чистовом фрезеровании
 = 5746Н
= 5746Н
Задача №3, 4, 5
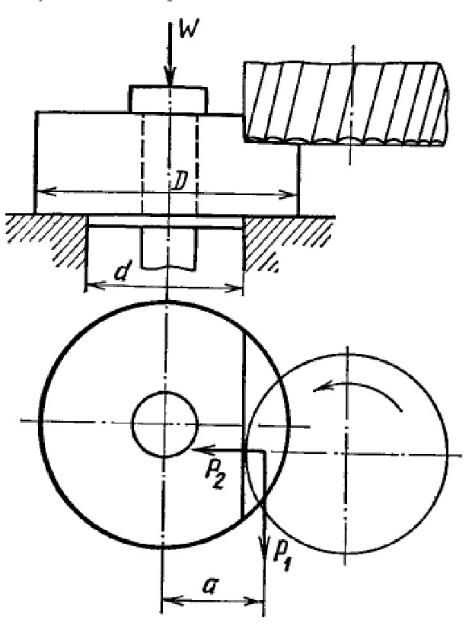
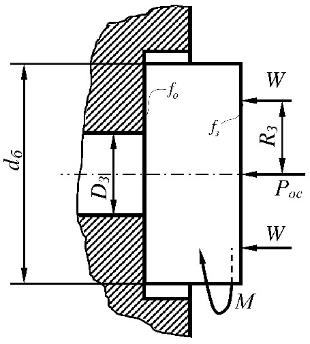
Задача №4, 5, 6, 7, 8. Определить необходимое усилие зажима, реализуемое пневмоцилиндром на вертикально-сверлильном станке, при чистовом и черновом развертывании отверстия, в крышке при следующих исходных данных, которые приведены в таблицах
К задаче №4, 5
| К задаче №6 | К задаче №7 | К задаче №8 |

| 
| 
|
| Параметр | Вариант | |||||||||
| dб, мм D | ||||||||||
| Dз, мм d | ||||||||||
| Ro, мм | ||||||||||
| Rз, мм | ||||||||||
| fо | 0,16 | 0,15 | 0,14 | 0,18 | 0,16 | 0,13 | 0,14 | 0,15 | 0,16 | 0,17 |
| fз | 0,17 | 0,18 | 0,16 | 0,14 | 0,16 | 0,18 | 0,16 | 0,12 | 0,18 | 0,17 |
| α |
| Параметр | Вариант | |||||||||
| М, Н/мм | ||||||||||
| Ро, Н |
Решение. №4 В 0.0. Определим коэффициент запаса. В соответствии с таблицами:
k0 = 1,5; k1 = 1,2 – для чернового развертывания; k1 = 1,0 – для чистового развертывания; k2 = 1 – для развертывания; k3 = 1 – при развертывании;
k4 = 1 – для механических зажимов; k5 = 1,0 – для маленьких диапазона поворота рукояти тисков; k6 = 1,5 – при установке заготовки на пластины.
При черновом фрезеровании:
k = 1,5 1,2 1 1 1 1 1,5 = 2,7.
При чистовом фрезеровании:
k = 1,5 1 1 1 1 1 1,5 = 2,25.
Учитывая динамику процесса обработки в котором = 0,5...0,8, при среднем значении n = 2, реальные коэффициенты трения будут равны
 0,14
0,14
 0,15
0,15
Исходя из условия задачи и схемы обработки, воспользуемся следующей формулой для определения необходимого усилия закрепления заготовки
Подставив значения в соответствии с вариантом получим:
При черновом фрезеровании
= 7936Н
При чистовом фрезеровании
= 5746Н
Винтовые зажимы
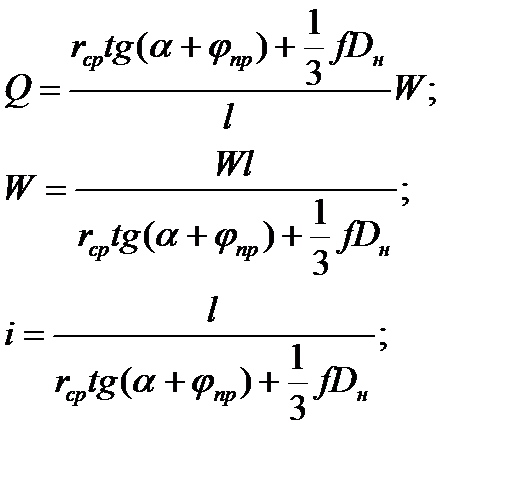
Применяется как самостоятельный механизм для непосредственного закрепления заготовок или в качестве одного из звеньев в более сложных механизмах. Областью их применения являются ручные и механизированные приспособления, работающие в основном в «тяжелых» условиях с длительным машинным временем на обработку, а также приспособления-спутники для гибких автоматизированных производств и автоматических линий. Наиболее широко применяются механизмы с резьбой на винте М8 – М42. В общем случае момент, который необходимо приложить к винту для получения необходимой силы закрепления определяется из соотношения:
 , (1)
, (1)
где:  – средний радиус резьбы;
– средний радиус резьбы;
W – сила закрепления;
α – угол подъема витков, для резьбы М8 – М42
 ;
;
φ – угол трения,  ;
;
Мтр – момент трения на опорном торце винта или гайки.
Момент трения на опорном конце винта определяется из соотношения
 , (2)
, (2)
где: f – коэффициент трения; DH – наружный диаметр резьбы; dB – внутренний диаметр резьбы.
Для определения внутреннего диаметра резьбы из условий прочности винта пользуются соотношением.
 (3)
(3)
где: С – коэффициент пропорциональности, для метрической резьбы С = 5,6; дюймовой резьбы С = 5,3; упорной резьбы С = 4,9; σ – напряжения растяжения (сжатия).
| Тип механизма | Расчетная схема | Расчетные формулы |
| Винт со сферическим торцом | 
|  Q –исходное усилие, в Н;
l –плечо, на котором прилагается усилие Q, в мм;
W –усилие закрепления, в Н;
2rcp = d – средний диаметр резьбы винтов, в мм
α – угол подъема резьбы винта в град (для метрической резьбы с крупным шагом
Q –исходное усилие, в Н;
l –плечо, на котором прилагается усилие Q, в мм;
W –усилие закрепления, в Н;
2rcp = d – средний диаметр резьбы винтов, в мм
α – угол подъема резьбы винта в град (для метрической резьбы с крупным шагом  );
φnp –приведенный угол трения в резьбе, в град ( );
φnp –приведенный угол трения в резьбе, в град (  ). ).
|
| Винт с плоским торцом | 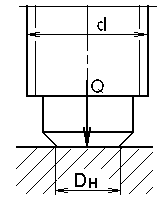
|  DН– наружный диаметр опорного торца винта или гайки, в мм;
f – коэффициент трения между опорным торцом и заготовкой.
DН– наружный диаметр опорного торца винта или гайки, в мм;
f – коэффициент трения между опорным торцом и заготовкой.
|
| Винт с кольцевой поверхностью опорного торца | 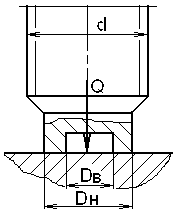
| 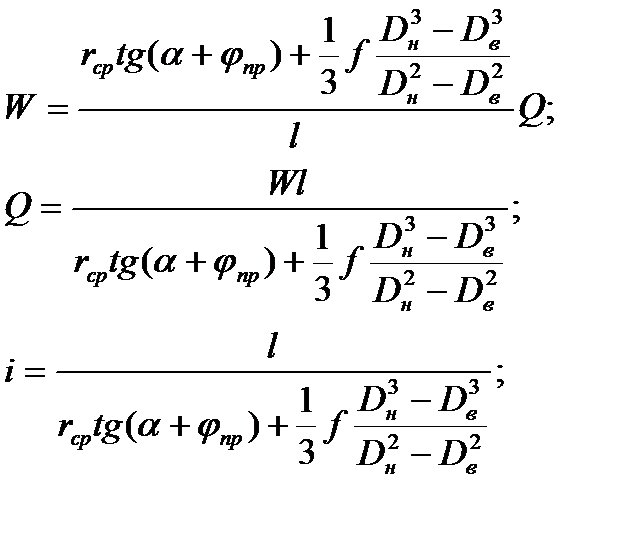 DВ – внутренний диаметр опорного торца винта или гайки, в мм;
DВ – внутренний диаметр опорного торца винта или гайки, в мм;
|
| Винт с башмаком | 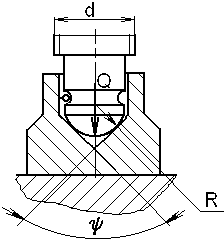
| 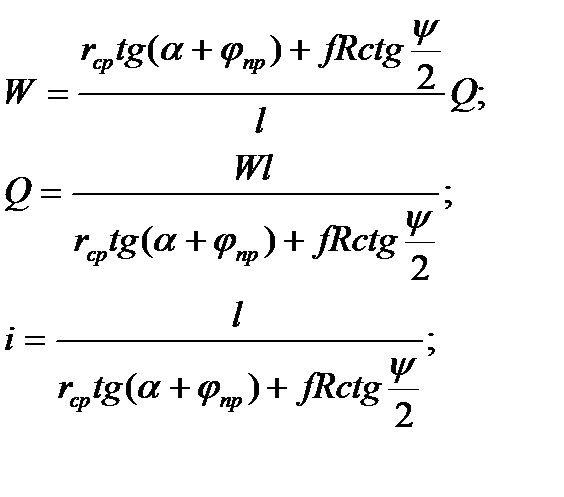 R – радиус закругления торца винта,
R – радиус закругления торца винта,
|
| Винт (шпилька) при использовании гайки и гайки-звездочки | 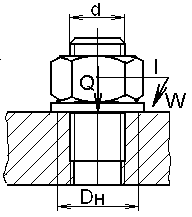
| 
|
Здесь и в последующих таблицах используются следующие условные обозначения:
Q –усилие закрепления, в Н;
W –исходное усилие, в Н;
l –плечо, на котором прилагается усилие W, в мм;
i –передаточное отношение зажимного механизма;
2rcp – средний диаметр резьбы винтов, в мм;
α – угол подъема резьбы винта в град (для метрической резьбы с крупным шагом );
φnp –приведенный угол трения в резьбе, в град ( );
dв – диаметр резьбы винта, в мм;
f – коэффициент трения между опорным торцом и заготовкой,
f = 0.1…0.15;
DН–наружный диаметр опорного торца винта или гайки, в мм;
DВ –внутренний диаметр опорного торца винта или гайки, в мм;
φ – угол трения в месте приложения зажимного усилия, в град;  ;
;
l1и l2– плечи рычагов, в мм;
η – КПД, учитывающий потери на трение в опоре (на оси) рычага,
η = 0,85.
Рычажные механизмы
Рычажные механизмы в основном применяют как промежуточные узлы в сложных зажимных системах. С помощью рычагов можно изменить как значение, так и направление действия силы зажима, а также обеспечить равномерное прижатие заготовки в двух и более точках одновременно.
В рычажных механизмах, потери на трение в опорах рычага и в точках его контакта с заготовкой с одной стороны, и, штоком привода с другой стороны, составляют 5…10%. Для учета потерь в формулах могут вводиться коэффициент полезного действия  или угол трения
или угол трения  .
.
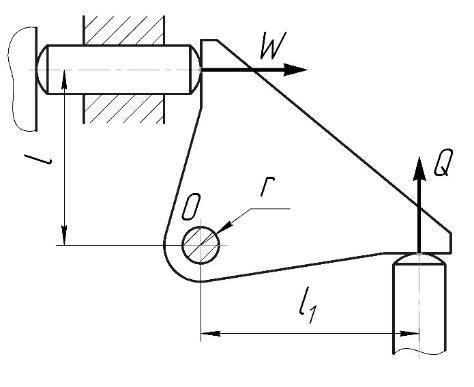
1. Рассмотрим прихват, изображенный на рис. 1
Рис. 1
Равенство моментов действующих сил на прихват, относительно оси О имеет вид:
 [1]
[1]
перепишем [1] тогда
 [2]
[2]
тогда Q՜ можно записать Q՜ = Q +W [3]
с учетом [3] можно записать 
преобразуя получим

 [4]
[4]
решая [4] относительно Q получим
 [5]
[5]
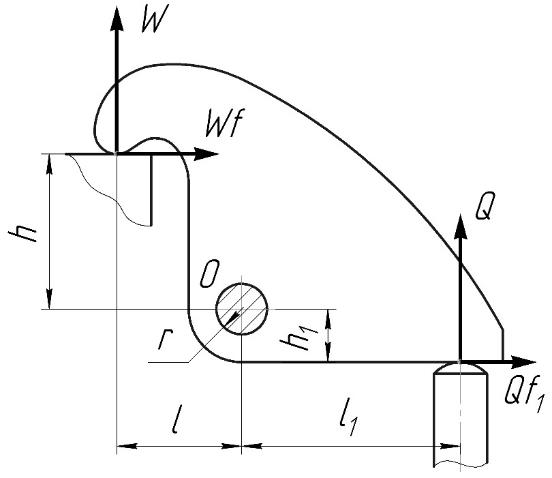
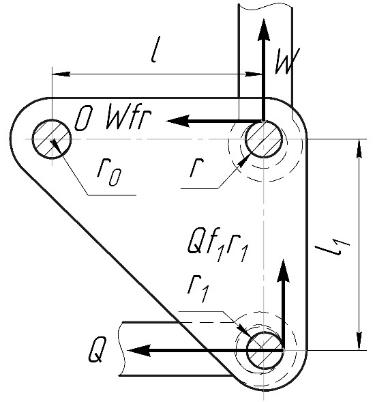
Рассмотрим прихваты, изображенные на рис. 2 и 3.
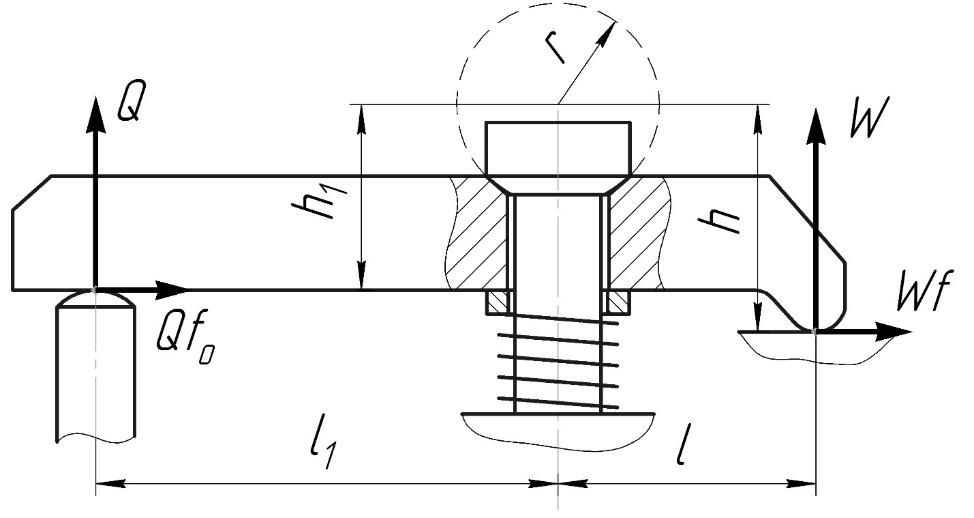
Рис. 2
|
| Рис. 3 |
Особенностью рычагов на рис. 2 и 3 является наличие дополнительных сил трения Qf1 и Wf в точках,
воспринимающих и передающих усилия, получим
При l1 ≥ l, W ≥ Q
 [6]
[6]
Рассмотрим прихваты, изображенные на рис. 4 – 5

| 
|
| Рис. 4 | Рис. 5 |
при l1 ≥ l
 [7]
[7]
при l1 = l
 [8]
[8]
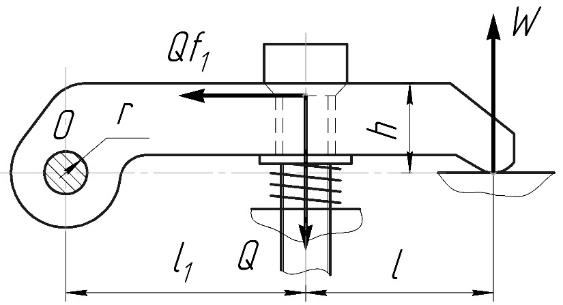
Рассмотрим прихват, изображенный на рис. 6
| 
|
| Рис. 6 | Рис. 7 |
при l1 ≥ l
 [9]
[9]
при l1 = l
 [10]
[10]
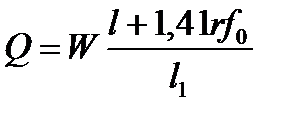
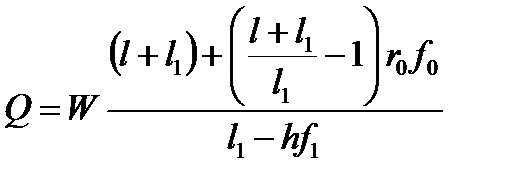
Для прихвата на рис. 7 при l1 = l
 [11]
[11]
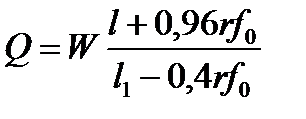
Рассмотрим прихват, изображенный на рис. 8
|
| Рис. 8 |
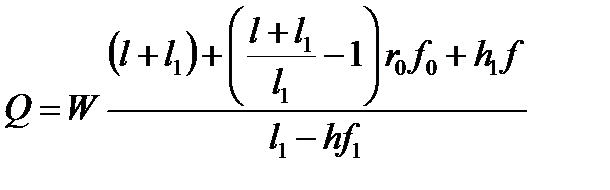
Особенностью рычага на рис. 8 является наличие коэффициента трения f1 на сферической головке винта. С учетом этого
 [12]
[12]
Рассмотрим прихват, изображенный на рис. 8
|  [13] [13]
|
| Рис. 9 |
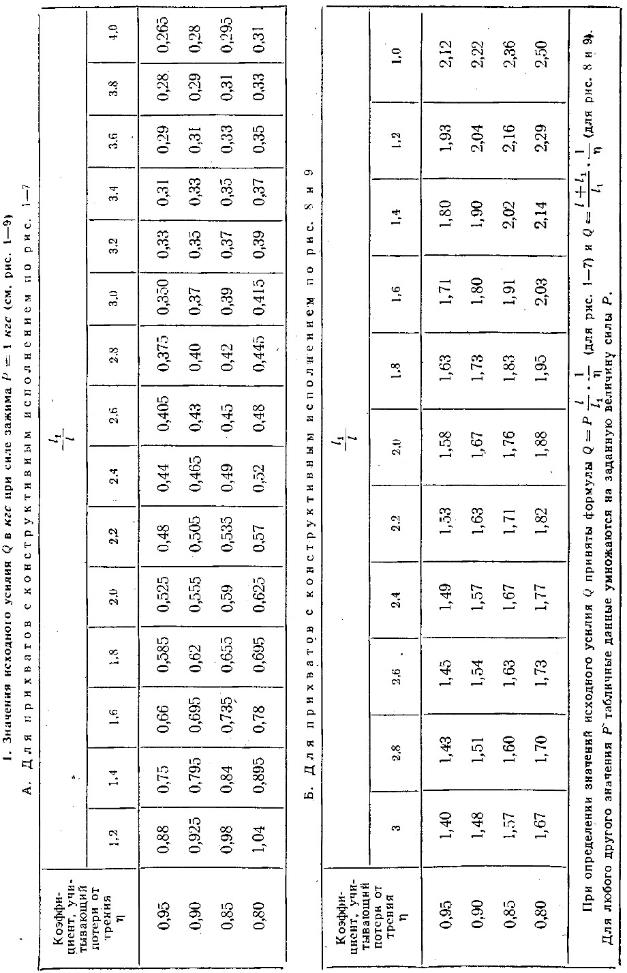
При практических расчетах исходной величины усилия для рассмотренных конструкций (рис. 1 – 7) может быть применена приближенная и общая для всех случаев формула, в которую введен коэффициент η учитывающий потери от трения на оси и на участке, воспринимающем и передающем усилие:
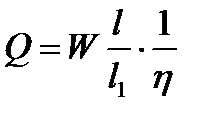 [13]
[13]
Для случаев, показанных на рис. 8 и 9, при заданном коэффициенте η
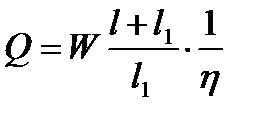 [14]
[14]
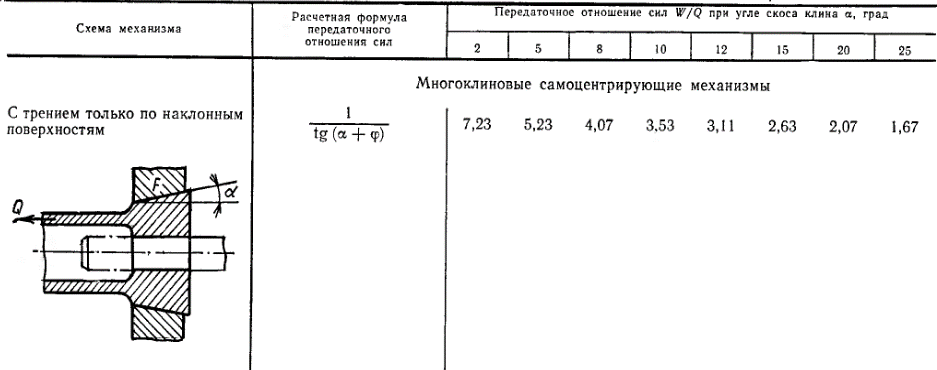
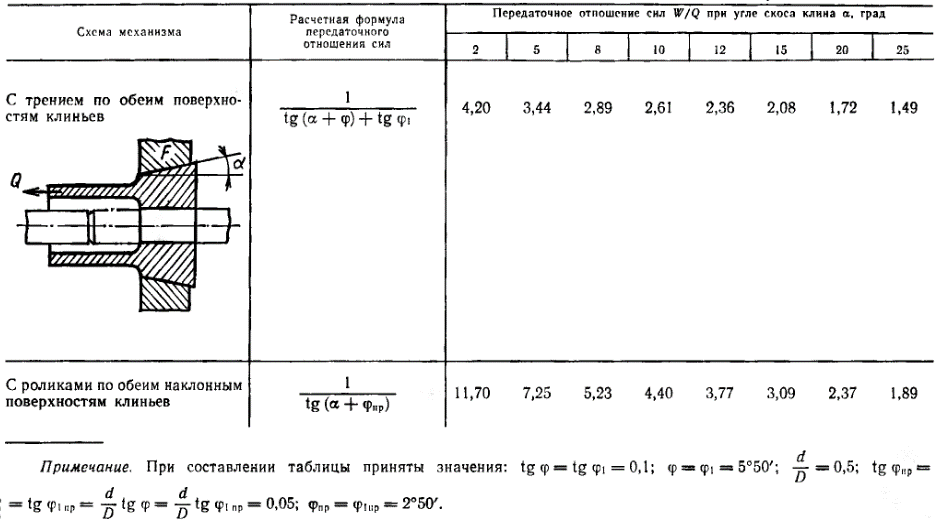
Клиновые механизмы
Дата добавления: 2016-02-16; просмотров: 5686;