Технология газовой сварки.
Качественный шов обеспечивается правильным подбором мощности горелки, видом сварочного пламени, способом сварки, углом наклона горелки, применением соответствующего присадочного материала и флюса.
1) Выбор горючего газа для сварки тех или иных металлов осуществляется, исходя из условия, что температура газового пламени должна быть примерно в два раза выше температуры плавления соединяемых металлов. При сгорании горючих газов в смеси с кислородом температура пламени значительно повышается по сравнению с температурой пламени при сгорании этих же газов в смеси с воздухом. Чаще всего в качестве горючего газа используют ацетилен – С2Н2, т.к. сгорая в кислороде, он позволяет получить самую высокую температуру в пламени, до 32000С, в котором можно сваривать и сталь, и чугун, и названные цветные металлы.
Горючие газы
Таблица 1
| Газ | Температура пламени при сгорании в смеси с кислородом, 0 С | Применение |
| Ацетилен Водород Коксовый Нефтяной Природный (метан) Пары керосина Пропан-бутановая смесь | Сварка всех металлов, резка, пайка и поверхностная закалка Сварка сталей толщиной до 2 мм, чугуна, алюминия и его сплавов, резка Пайка и сварка легкоплавких цветных металлов, резка Сварка сталей толщиной до 2 мм, чугуна, цветных металлов и их сплавов, пайка и резка Сварка легкоплавких металлов, пайка, резка Резка, пайка, поверхностная закалка Сварка и пайка чугуна и цветных металлов, резка и поверхностная закалка |
2) Присадочный металл должен быть примерно того же химического состава, что и металл свариваемых заготовок. Диаметр присадочной проволоки dвыбирают в соответствии с толщиной sосновного металла. Для приближенного выбора диаметра присадочного прутка при s  < 10 мм можно пользоваться эмпирической формулой
< 10 мм можно пользоваться эмпирической формулой
d = 0,5 s+1
При s > 10 ммдиаметр присадочного прутка принимают равным5 мм.
Поверхность присадочного прутка перед сваркой зачищают от любых загрязнений
3)Мощность горелки и номер ее наконечника выбирают в зависимости от толщины свариваемого металла, чтобы получить пламя нужной интенсивности. Обычно на наконечнике указывается толщина свариваемого металла, для которой он предназначен. Газовая сварка может выполняться вручную или быть механизированной.
Мощность сварочной горелки определяется расходом ацетилена. Она зависит от свариваемого металла и его толщины:
Vа =K·b,
Где: Vа расход ацетилена, л/ч;
K - коэффициент пропорциональности
(для левого способа сварки K = 100…130; для правого K = 120…130);
b - толщина свариваемого металла, мм.
Зная расход ацетилена, по таблице 3 определяют номер и характеристику наконечника.
4) Предварительное смешивание одного из горючих газов с кислородом осуществляется в специальных горелках. Горючую смесь, выходящую из горелки, воспламеняет сварщик.Он зажигает смесь, перемещает в ручную горелку вдоль соединяемых кромок заготовок и подает присадочную проволоку в зону сварки для образования шва.
Зажигается факел у горелки в следующей последовательности: сначала немного открывается кислородный вентиль для создания разрежения в ацетиленовых каналах, затем открывают ацетиленовый вентиль и поджигают смесь газов спичкой и искропроводящим устройством. После этого регулируют поступление газа, чтобы получить пламя нужного состава без избытка одного из газов. После окончания работ гасят пламя в следующей последовательности: сначала перекрывают ацетиленовый вентиль, а затем – кислородный.
Большое влияние на качество сварного шва оказывают строение и состав газосварочного пламени. По внешнему видув пламени различают три зоны: 1 – ядро, короткая, ближайшая к горелке зона; 2 – средняя зона следующая более длинная зона; 3 – факел, концевая самая длинная зона.
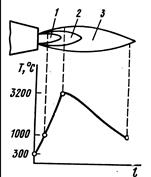
Рис. 2. Газосварочное пламя
1 – ядро пламени; 2 – средняя зона; 3 – факел
В ядре пламени горения газа не происходит, а происходит постепенный нагрев до температуры воспламенения газовой смеси, которая поступает из мундштука и только вблизи поверхности ядра наблюдается частичное сгорание углерода. Раскаленные до температуры 800…12500С частицы несгоревшего углерода создают яркое свечение оболочки ядра в виде конуса. Чем больше углерода в составе горючего газа, тем ярче обозначено ядро. При избытке горючего газа по сравнению с кислородом ядро расширяется, увеличивается по длине, а средняя часть пламени уменьшается.
В средней зоне происходит интенсивное сгорание продуктов разложения горючего газа, что сопровождается выделением большого количества теплоты.Температура средней зоны кислородно-ацетиленового пламени может достигать 32000С, эта зона имеет более темный цвет. Средняя зона обладает раскислительно-восстановительной способностью и ее с наиболее высокой температурой в первой трети (2…4 мм) от ядра используют для нагрева металла при сварке. При этом конец ядра пламени должен находиться на расстоянии 1…2 мм от сварочной ванны. Эту зону называют сварочной или рабочей зоной. В зоне 2 происходит первая стадия сгорания ацетилена за счет кислорода, поступающего из баллона:
С2Н2 + О2 = 2СО + Н2
В факеле, зоне 3 протекает вторая стадия горения ацетилена за счет атмосферного кислорода:
2СО + Н2 +  О2 = 2СО2 + Н2О
О2 = 2СО2 + Н2О
В этой зоне догорают продукты разложения газа, температура пламени падает до 1200…25000С. С увеличением содержания горючего газа в смеси факел пламени обогащается углеродом и становится коптящим, что может привести к науглераживанию свариваемого металла.
Дата добавления: 2016-03-22; просмотров: 1430;