Газопламенные горелки.
Применяют для сварки и пайки и представляют собой устройства с регулируемой подачей горючего газа и окислителя для смещения горючего газа или паров жидкостей с кислородом или воздухом и получения устойчивого высокотемпературного пламени.
По способу подачи горючего газа в смесительную камеру газопламенные горелки бывают инжекторные, или низкого давления, и безинжекторные, или одинакового давления горючего газа и кислорода. В промышленности применяют преимущественно горелки инжекторного типа.
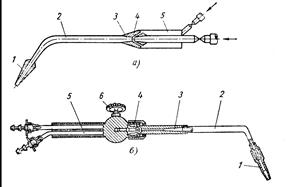
Рис.7. Инжекторная горелка
1 –мундштук; 2- наконечник; 3- смесительная камера;
4 – сопло инжектора; 5 – ацетиленовый канал; 6 – вентиль
В инжекторной горелке горючий газ подается в смесительную камеру путем подсоса его струей кислорода, вытекающего с большой скоростью из сопла инжектора. Подача газа в смесительную камеру регулируется вентилями. В зависимости от толщины металла и способа сварки для каждого номера мундштука задаются определенные расходы кислорода и горючего газа.
В безинжекторных горелках горючий газ и кислород подаются примерно под одинаковым давлением и в течение всего времени работы, независимо от условий эксплуатации, сохраняется постоянный состав смеси.
Наиболее распространенные горелки типа «Москва» и ГС-3, предназначенные для сварки металла толщиной 0,5- 30 мм. Кроме того, для сварки металла толщиной 0,2 - 4 мм применяют сварочные горелки малой мощности типов ГС-2, «Малютка», «Звездочка».
Горелка газовая предназначена для правильного смешивания кислорода с горючим газом, подачи горючей смеси к месту сварки и создании концентрированного пламени требуемой мощности. Сварочные горелки по принципу действия делятся на инжекторные низкого давления и безинжекторные среднего или высокого давления. Горелка состоит из корпуса и смесительной камеры. К смесительной камере подсоединены 2 патрубка (ниппеля) - верхний кислородный с правой резьбой и нижний ацетиленовый с левой резьбой для подсоединения к ним шлангов соответственно кислородного и ацетиленового. Разная резьба исключает возможность неправильного подсоединения шлангов. В смесительной камере расположены два вентиля: кислородный вертикальный синий и ацетиленовый горизонтальный красный. К корпусу с помощью накидной гайки крепятся сменные наконечники горелки. Они имеют номера от 0 до 6. С самым малым отверстием сопла №0, №1, №2 – для сварки очень тонких металлов. Для толстых металлов – наконечники больших размеров..
Принцип работы горелки газовой.
Оба вентили закрыты. Первым открывают кислородный вентиль на 1-2 оборота (слышится шипение), затем ацетиленовый. Кислород под давлением 2-3 кгс/см2, пройдя вентиль 6 попадает в сопло инжектора 4. Выходя из инжектора с большой скоростью, кислород, создает разряжение в ацетиленовом канале 5. В результате этого происходит засасывание ацетилена низкого давления (0.01-0,2 кгс/см2) в смесительную камеру 3. Горючая смесь по трубке наконечника 2 идет в мундштук 1 и выходит из сопла. Сварщик воспламеняет и регулирует пламя (поворачиванием кислородного и ацетиленового вентилей), чтобы оно было голубым с красной частью в центре. По внешнему виду в пламени различают 3 зоны: ядро (800-12500С), средняя зона (31500С), факел (2500-12000С). Сваривают средней зоной пламени за ядром (3150  С). Факел пламени с высокой температурой расплавляет основной металл и пруток из присадочного материала, образуя сварное соединение.
С). Факел пламени с высокой температурой расплавляет основной металл и пруток из присадочного материала, образуя сварное соединение.
Дата добавления: 2016-03-22; просмотров: 1939;