Газовая сварка металла
Изучение оборудования и технологии
Газовой сварки и резки металлов
Газовая сварка и резка металла являются одними из существенных производственных процессов, применяемых в строительстве, при прокладке трубопроводов и на большинстве промышленных предприятий различных отраслей народного хозяйства, а также для соединения тонкостенных конструкций из листовых материалов и трубопроводов при толщине стенки 3 мм и менее. Газовая сварка находит большое применение на заводах, в ремонтном производстве, при монтажных и демонтажных работах, исправлении дефектов чугунного и стального литья. Газовую сварку используют для изготовления и ремонта деталей из стали, чугуна, латуней, бронз, алюминиевых и магниевых сплавов. Газокислородную резку применяют только для сталей. Газовая сварка и резка металла дороже электрической сварки в виду дороговизны применяемых газов.
Существенный недостаток газовой сварки и резки – взрывоопасность. Для предупреждения взрывов необходимо строго соблюдать правила техники безопасности.
Газовая сварка и резка металла основана на использовании теплоты, получаемой от сгорания, горючего газа в смеси с кислородом. Однако между этими двумя операциями есть существенные различия, состоящие в том, что при сварке непрерывно используется пламя горючих газов, расплавляющее кромки заготовок и присадочный материал, а при резке металла это пламя используется для разогрева металла, а затем в место реза подается кислородная струя, в которой сгорает металл. Конструктивно отличается и резак от газовой горелки. В качестве горючих газов, совместно с кислородом для разных случаев сварки и резки применяют ацетилен, природный газ, пропан, пары керосина. Оборудование для газосварки и резки характеризуется сравнительной простотой.
Газовая сварка металла
Газовая сварка – сварка плавлением. Сущность процесса газовой сварки заключается в том, что свариваемый и присадочный металлы расплавляются в пламени, получаемом при сгорании горючего газа в смеси с кислородом, развивая температуру в два раза выше температуры плавления металла. При нагревании газосварочным пламенем кромки свариваемых заготовок расплавляются, а зазор между ними заполняется присадочным металлом.
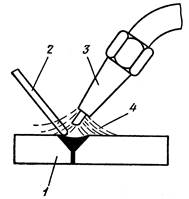
Рис. 1. Схема газовой сварки
1 – заготовка; 2 – присадочный металл;
3 – газовая горелка; 4 – газосварочное пламя.
В качестве горючих газов могут быть использованы ацетилен С2Н2, водород Н2, природный газ (содержащий примерно 94% СН4), нефтяные газы, пары бензина и керосина.
Перечисленные горючие газы главным образом используют для кислородной резки, не требующей высокой температуры плавления.
В сварочном производстве обычно применяют ацетилен. При горении в технически чистом кислороде он дает наиболее высокую температуру пламени (31500С) и выделяет наибольшее количество тепла – 13000 ккал/м3. Ацетилен легче воздуха и кислорода. При содержании в воздухе 2,8-80% ацетилена С2Н2, образуется взрывчатая смесь. Воспламеняется ацетилен при 4200С, становится взрывоопасным при сжатии свыше 0,175 МПа, а также при длительном соприкосновении с медью и серебром.
Ацетиленполучают из карбида кальция при взаимодействии последнего с водой. Реакция протекает с выделением значительного количества тепла.
СаС2 + 2Н2О = С2Н2 + Са (ОН)2
Теоретически для разложения 1 кг карбида кальция требуется 0,562 дм3, а практически во избежание перегрева ацетилена расходуют 5-20 дм3 воды. Средний выход ацетилена составляет 0,25-0,30 м3/кг.
Ацетилен взрывоопасен при избыточном давлении свыше 0,175 МПа, хорошо растворяется в ацетоне – в одном объеме ацетона при давлении 0,15 МПа растворяется 23 объема ацетона. Это свойство ацетилена используется для безопасного хранения в баллонах.
По сравнению с электродуговой сваркой газовая сварка процесс малопроизводительный. Ее применяют, в основном, при изготовлении тонколистовых стальных изделий, конструкций из проката, труб при толщине металла менее 3 мм, при сварке цветных металлов и их сплавов, при исправлении дефектов в чугунных и бронзовых отливках, а также в ремонтных работах.
Так при газовой сварке сталей толщиной менее 3 мм температура нагрева = 31200 С, а при электросварке для этого процесса необходима температура 60000 С. Т.е. применение газовой сварки более экономично. И еще, сваривая в ручную электрической сваркой, при такой температуре есть опасность прожога.
Температура пламени (средней зоны) в 2 раза больше температуры плавления металла.
Например, температура плавления меди tпл.=10800 С, а температура пламени 2400-26000 С.
Дата добавления: 2016-03-22; просмотров: 1653;