Газовая сварка. Виды горючего, оборудование, аппаратуры. Сварочные пламя. Присадочный материал, флюсы. Резка металлов.
1. Газовая, или газо-плавильная сварка, также газосварка - процесс, при котором плавление основного и присадочного материала происходит в пламени открытой горелки. Поддержание пламени горелки осуществляют подачей одного, или нескольких горючих газов или жидкостей в смеси с кислородом. Пламя может быть окислительным или восстановительным, это регулируется количеством кислорода. В зависимости от состава основного металла выбирают состав присадочных прутков; а в зависимости от толщины основного металла — диаметр.
Газовая сварка характеризуется плавным и медленным нагревом металла, что обусловливает основные области его применения для сварки:
· стали толщиной 0,2—5 мм (с увеличением толщины металла, в связи с медленным нагревом, снижается производительность);
· цветных металлов;
· инструментальных сталей, требующих постепенного мягкого нагрева и замедленного охлаждения;
· чугуна и некоторых специальных сталей, требующих подогрева при сварке;
А также для ремонтных работ, твердой пайки и некоторых видов наплавочных работ. И хотя газовая сварка не позволяет достичь той же скорости и простоты как электродуговая, многие отдают ей предпочтение из за простоты и мобильности.
2. Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы заменители ацетилена пропан-бутан, метан, природный и городской газы, водород.
3. От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя состав горючей смеси, сварщик тем самым изменяет основные параметры сварочного пламени.
Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена 1,1—1,2, природного газа 1,5—1,6, пропана — 3,5. Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три ярко различимые зоны: ядро, восстановительную зону и факел. Водородное пламя ярко различимых зон не имеет, что затрудняет его регулировку по внешнему виду.
При зажигании газовой струи, вытекающей из сопла, пламя перемещается по направлению движения струи газовой смеси. Скорость истечения для каждого газа подбирается такой, чтобы пламя не проникало внутрь сопла горелки и не отрывалось от него. Газ в струе должен прогреваться до температуры воспламенения, ацетилен воспламеняется при температуре 450—500°С, а газы-заменители — 550—650°С. Поэтому ядро пламени при сгорании газов-заменителей длиннее, чем при сгорании ацетилена.
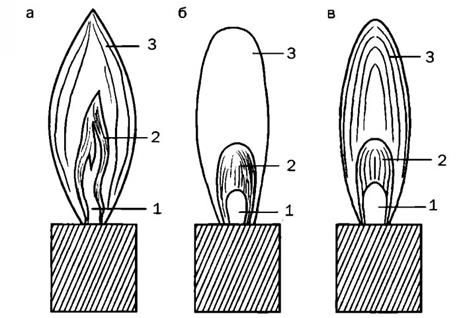
Типы ацетилен-кислородного пламени:
а - окислительное, б - нормальное, в - науглероживающее
1 - зона ядра, 2 - восстановительная зона, 3 - окислительная зона
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени: нормальное, окислительное и науглероживающее. Нормальное пламя теоретически получают тогда, когда в горелку на один объем кислорода поступает один объем ацетилена. Практически кислорода в горелку подают несколько больше — от 1,1 до 1,3 от объема ацетилена. Нормальное пламя характеризуется отсутствием свободного кислорода и углерода в его восстановительной зоне. Кислорода в горелку подается немного больше из-за небольшой его загрязненности и расхода на сгорание водорода. В нормальном пламени ярко выражены все три зоны.
4. Ядро имеет резко очерченную форму (близкую к форме цилиндра), плавно закругляющуюся в конце, с ярко светящейся оболочкой. Оболочка состоит из раскаленных частиц углерода, которые сгорают в наружном слое оболочки. Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения. Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси - его длину.
Площадь поперечного сечения канала мундштука горелки прямо пропорциональна толщине свариваемого металла. Сварочное пламя не должно быть слишком «мягким» или «жестким». Мягкое пламя склонно к обратным ударам и хлопкам, жесткое — способно выдувать расплавленный металл из сварочной ванны. При увеличении давления кислорода скорость истечения горючей смеси увеличивается и ядро сварочного пламени удлиняется, при уменьшении скорости истечения — ядро укорачивается. С увеличением номера мундштука размеры ядра увеличиваются. Температура ядра достигает 1000°С.
Резка металлов
В зависимости от формы и размеров материала заготовок или деталей разрезание при ручной обработке металла осуществляют с помощью ручного или механизированного инструмента-острогубцами, ручными и электрическими ножницами, ручными и пневматическими ножовками, труборезами.
Сущность операции разрезания металла острогубцами (кусачками) и ножницами заключается в разделении проволоки, листового или полосового металла на части под давлением двух движущихся навстречу друг другу клиньев (режущих ножей).
Режущие кромки у острогубцев смыкаются одновременно по всей длине. У ножниц же сближение лезвий идет постепенно от одного края к другому. Их режущие кромки не.смыкаются а сдвигаются одно относительно другой. И острогубцы, и ножницы представляют собой шарнирное соединение двух рычагов, у которых длинные плечи выполняют роль рукояток, а короткие - режущих ножей.
Острогубцы (кусачки) используют, главным образом, для разрезания проволоки. Угол заострения режущих кромок острогубцев может быть различным в зависимости от твердости разрезаемого материала. У многих острогубцев он равен 55-60°
Ручные ножницы применяют для разрезания листов-стальных толщиной 0,5—1,0 мм и из цветных металлов толщиной до 1,5 мм.
В зависимости от устройства режущих ножей ножницы делятся так: прямые — с прямыми режущими ножами, предназначенные в основном для разрезания металла по прямой линии или по окружности большого радиуса; кривые — с криволинейными ножами; пальцевые — с узкими режущими ножами для вырезания в листовом металле отверстий и поверхностей с малыми радиусами.
По расположению режущих ножей ножницы делятся на правые и левые. У правых ножниц скос режущей кромки нижнего ножа находится справа, у левых — слева.
Стуловые ножницы отличаются от обычных ручных большими размерами и применяются для разрезания листового металла толщиной до 2 мм.
Рычажные ножницы применяются для разрезания листовой стали толщиной до 4 мм (цветных металлов — до б мм). Верхний шарнирно закрепленный нож приводится в действие от рычага. Нижний нож закреплен неподвижно.
Для механизации тяжелого и трудоемкого процесса разрезания листового металла применяют, как уже отмечалось, электрические ножницы.
Электрические ножницы С-424 состоят из электродвигателя, редуктора с эксцентриком и рукоятки. Возвратно-поступательное движение от эксцентрика передается верхнему ножу. Нижний нож закреплен на скобе.
Ручная ножовка применяется для разрезания сравнительно толстых листов металла и круглого или профильного проката. Ножовкой можно производить также прорезание шлицев, пазов, обрезку и вырезку заготовок по контуру и другие работы. Она состоит из рамки натяжного винта с барашковой тайкой, рукоятки ножовочного полотна, которое вставляется в прорези головок и крепится штифтами.
Ножовочные рамки изготовляют двух типов: цельные (для ножовочного полотна одной определенной длины) и раздвижные (можно закреплять ножовочные полотна разной длины).
Ножовочное полотно (режущая часть ножовки) представляет собой тонкую и узкую стальную пластину с зубьями на одном из ребер. Его изготовляют из инструментальной или быстрорежущей стали. Длина наиболее распространенных ножовочных полотен составляет 250—300 мм.
Каждый зуб полотна имеет форму клина (резца). На нем, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ= α + β. При насечке зубьев учитывают то, что образующаяся стружка должна помещаться между зубьями до их выхода из пропила. В зависимости от твердости разрезаемых материалов углы зуба полотна могут быть: γ =0—12°, β =43— 60° и α = 35 —40°. Чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна, выполняют разводку зубьев «по зубу» или «по полотну». Это предотвращает заклинивание полотна и облегчает работу.
Более высокая производительность труда достигается при использовании пневматической ножовки.
Разрезание стальных труб сравнительно больших диаметров — операция трудоемкая, поэтому для ее выполнения применяют специальные труборезы.
Труборез состоит из скобы, двух неподвижных роликов, подвижного ролика (резца) и рукоятки. Труборез надевают "на трубу, закрепленную в тисках или приспособлении, вращением рукоятки придвигают подвижный ролик до соприкосновения с поверхностью трубы. Затем, поворачивая за рукоятку весь труборез вокруг трубы и постепенно поджимая воротком подвижный ролик, разрезают трубу.
Дата добавления: 2016-02-20; просмотров: 2307;