Классификация и индексация оборудования.
Д/о оборудование классифицируют по производственному, конструктивному и технологическому признакам.
По производственному признаку различают станки общего назначения и специальных производств (мебельное, сушильное, спичечное, лесопильное, плитное, фанерное и т.д.), которые применяются только в данном производстве. Станки общего назначения применяются в различных производствах в зависимости от потребности как вспомогательное оборудование.
По технологическому признаку рабочие машины подразделяют в зависимости от вида выполняемых ими технологических операций (отделочные, клеильно-сборочные, фрезерные, токарные, шлифовальные, полировальные, сверлильные и т.д.).
По конструктивным признакам машины могут быть одно- и многошпиндельные, индивидуальной композиции и агрегатные; вертикальной, горизонтальной, рядной или круговой компоновки; полумеханизированные, механизированные, автоматы и полуавтоматы; одно- и многопредметные; одно- и многопоточные; одно- и многосторонние.
По виду подачи машины подразделяют на позиционные, проходные и позиционно-проходные.
Для отечественных д/о станков принята буквенная индексация станков с цифровой характеристикой одного из основных параметров станка. Буквы в индексации указывают тип и основной признак.
Табл. 2.1
Буквенная индексация д/о станков
| Наименование д/о станков | индекс |
| Лесопильные рамы | Р |
| Круглопильные станки для продольной распиловки с конвейерной подачей | ЦДК |
| Круглопильные станки для поперечной распиловки с автоподачей | ЦПА |
| Ленточные столярные станки | ЛС |
| Ленточные делительные станки | ЛД |
| Ленточные бревнопильные станки | ЛБ |
| Фуговальные станки | СФ |
| Фрезерные станки | Ф |
| Рейсмусовые станки | СР |
| Четырехсторонние продольно-фрезерные станки | С |
| Фрезерные станки с верхним расположением шпинделя | ВФК |
| Фрезерные станки с шипорезной кареткой | ФШ |
| Сверлильные станки | Св |
| Шлифовальные станки | Шл |
| Шипорезные станки односторонние | ШО |
| Шипорезные станки двусторонние | ШД |
| Сверлильно-фрезерные станки | СВПГ |
| Долбежные станки | ДЦА |
| Линии для обработки брусковых деталей | МОБ |
| Линии лакирования | МЛН |
| Лаконаливные машины | ЛМ |
| Станки для покраски пластей щитов | КЩ |
Схематика станков.
Для общего представления о машине применяется ее графическое изображение в виде схем. Наибольшее распространение получили структурные, функциональные, кинематические, гидравлические, пневматические и электрические схемы.
Структурная схема определяет основные функциональные части машины, их назначения и взаимосвязи. Элементы машины изображаются прямоугольниками, а связи между ними – линиями со стрелками (рис. 2.2.а).
Функциональная схема показывает взаимодействие обрабатываемой заготовки с инструментом, базирующими и подающими элементами машин. Схема показывает технологическую сущность рабочих процессов, но не содержит данных, каким образом достигаются необходимые движения элементов машины. На рис. 2.2.б представлена функциональная схема фуговального станка: показан ножевой вал 1, создающий базу на нижней пласти заготовки 4, которая подается тремя подающими вальцами 3. Заготовка базируется сначала по переднему 6, а затем по заднему 2 столам и направляющей линейке 5.
Кинематической называют схему, изображающую способ передачи движений от двигательного механизма к исполнительному. По ней прослеживаются все кинематические связи и рассчитываются скорости, частота вращения, перемещения и т.д. элементы кинематической цепи вычерчиваются на плоскости или в аксонометрии в строгом соответствии с ЕСКД.
На рис. 2.2.в приведена кинематическая схема фуговального станка. Ножевой вал I приводится во вращение от электродвигателя 1 через клиноременную передачу со шкивами 2 и 3. Электродвигатель 4 автоподатчика передает вращение на вал II через ременную передачу. Ступенчатые шкивы 5-8, 6-7 передачи позволяют получать две скорости вращения.
Электрическая схема показывает состав и соединение электрических элементов машины, которые изображаются в строгом соответствии с ЕСКД.
Пневматическая и гидравлическая схемы показывают состав и соединения элементов, входящих соответственно в пневматический или гидравлический механизм машины.
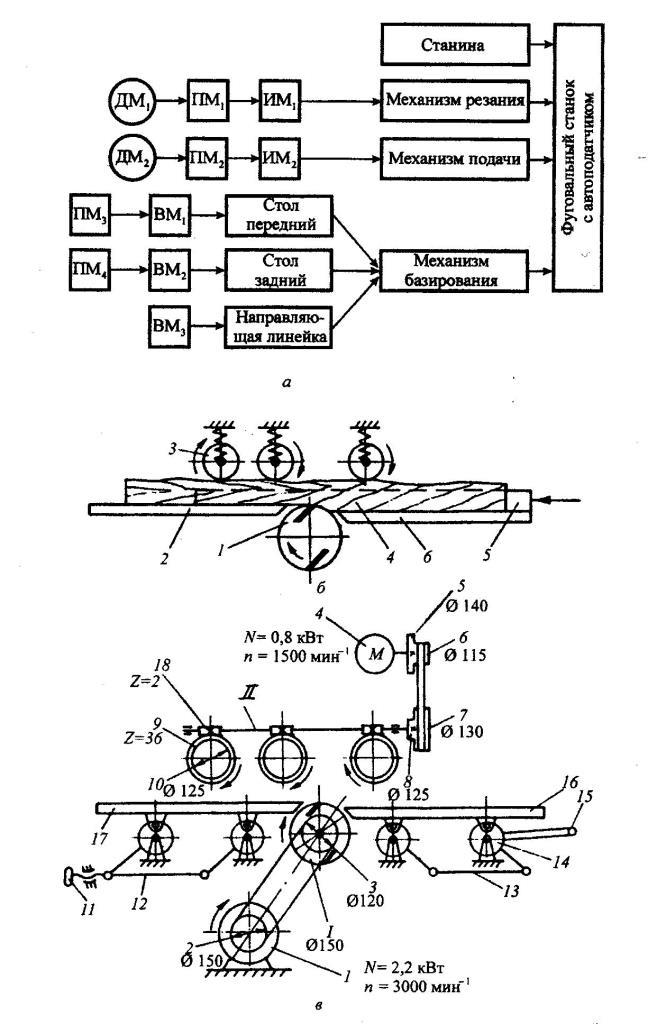
Рис. 2.2. Схемы фуговального станка с автоподатчиком:
а – структурная; б – функциональная; в – кинематическая.
4. Основные эксплуатационные показатели д/о станков.
Показатели функциональной и технической эффективности характеризуют полезный эффект от эксплуатации оборудования и прогрессивность технических решений, заложенных в него. Наиболее важными показателями являются следующие:
1. Производительность машин, выражающая количество продукта, вырабатываемого на них в единицу времени (шт./ч, куб.м/ч, кв.м/ч). При обработке единицы продукции затрачивается время на выполнение основных и вспомогательных операций, которые составляют цикл обработки. Кроме того, имеются внецикловые затраты времени на наладку, уборку, регламентированный отдых рабочего и т.д. следовательно, калькуляционное время Тк, мин, учитывающее все виды затрат времени на одно изделие,
 , (2.1)
, (2.1)
где Тц – длительность обработки одного изделия;
Тв – внецикловые потери, приходящиеся на одно изделие;
Тп-з – длительность подготовительно-заключительных операций при обработке партии из n деталей.
Поскольку внецикловые потери могут совпадать с цикловым временем,
 , (2.2)
, (2.2)
где Кс – коэффициент совпадения внецикловых потерь с цикловым временем.
Различают технологическую, цикловую и фактическую производительность. Технологической (идеальной) называется производительность машины при непрерывной работе, т.е. без потерь времени на вспомогательные операции. На самом деле каждая машина теряет часть времени на вспомогательные и внецикловые операции, так что этот показатель фиктивный и нужен для оценки или сравнения схем и моделей машины по основному показателю – технологичности обработки на машине:
 , (2.3)
, (2.3)
где tр – время на рабочие ходы, т.е. непосредственно на обработку.
Цикловой (конструктивной) называется производительность без учета внецикловых потерь. Она характеризует конструктивное совершенство станка:
 , (2.4)
, (2.4)
где tц – время цикла обработки;
tх – время на холостые ходы при обработке;
К’с – коэффициент степени совмещения времени холостого и рабочего ходов.
Фактической называется производительность с учетом всех видов затрат времени. Она дает представление о производительности станка в реальных условиях производства:
 , (2.5)
, (2.5)
где tвц – время всех внецикловых операций, приходящихся на одну деталь, включая время технического и организационного обслуживания и время перерывов на обед;
К’с – коэффициент степени совмещения внецикловых операций с цикловыми.
Отношение цикловой производительности к технологической называется коэффициентом производительности
 , (2.6)
, (2.6)
Отношение фактической производительности к цикловой называется коэффициентом использования станка
 , (2.7)
, (2.7)
Значения Ки и Кп берут из справочников или подсчитывают по формулам (2.6) и (2.7) по фактическим значениям tр, tц и tвц.
Фактическая производительность машины за рабочую смену выражается формулами:
· Для проходных машин:
 , (2.8)
, (2.8)
где vs – скорость подачи, м/мин;
Т – длительность рабочей смены, мин;
I0 – число одновременно обрабатываемых деталей, шт.;
Iп – число проходов для полной обработки детали;
L – длина детали, м.
· Для цикловых машин:
 , (2.9)
, (2.9)
где iц – число деталей, обработанных за цикл, шт.
· Для роторных машин:
 , (2.10)
, (2.10)
где n – частота вращения ротора, мин-1.
Дата добавления: 2016-03-15; просмотров: 3130;