ПРОМЫШЛЕННЫЕ РОБОТЫ
Общие сведения
Роботы как универсальные автоматы, ведущие себя подобно человеку и выполняющие часть его функций – яркий пример применения идей писателей-фантастов в обычной жизни. Может именно поэтому общепризнанного определения, что такое робот, до сих пор нет. Что касается промышленных роботов, освобождающих рабочих от тяжелого, вредного, монотонного труда, то в нашей стране это понятие стандартизировано. В ГОСТ 25686 – 85 « Манипуляторы, автооператоры и промышленные роботы» сформулировано определение промышленного робота.
промышленный робот (ПР) – это автоматическая машина, стационарная или передвижная, состоящая из исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности, и перепрограммируемого устройства программного управления для выполнения в производственном процессе двигательных и управляющих функций.
Манипулятор — управляемое устройство для выполнения двигательных функций, аналогичных функциям руки человека при перемещении объектов в пространстве, оснащенное рабочим органом.
Под перепрограммируемостью робота понимается его свойство заменять управляющую программу автоматически или при помощи человека-оператора.
К промышленным роботам с программным управлением относят роботы, управляющая программа которых обладает совокупностью следующих признаков: а) содержит команды исполнительному устройству, относящиеся только к его движениям, непосредственно связанным с выполнением роботом функций согласно его назначению; б) команды исполнительному устройству представляют собой заранее установленные задания, регламентирующие его движения по степеням подвижности; в) последовательность выполнения команд исполнительным устройством является постоянной или изменяется в функции от контролируемых параметров внешней среды.
К промышленным роботам с адаптивным управлением относятся роботы, снабженные измерительными устройствами для восприятия внешней среды, и с управляющей программой, обладающей каким-либо из следующих признаков или их совокупностью: а) содержит команды исполнительному устройству, связанные не только непосредственно с выполнением функций робота согласно назначению, но и с целью приспособления к изменяющимся условиям выполнения технологического процесса (например, обхода нерегулярно появляющихся препятствий); б) содержит команды, определяющие правила формирования заданий, регламентирующих движения исполнительного устройства, по информации о текущем состоянии внешней среды; в) последовательность выполнения команд исполнительному устройству может изменяться в зависимости от состояния внешней среды, идентифицируемого с помощью специальных алгоритмов обработки информации с соответствующих измерительных устройств.
Одно из основных преимуществ промышленного робота – возможность быстрой переналадки для выполнения задач, отличающихся последовательностью и характером действий манипулятора. Поэтому ПР органично вписываются в современное автоматизированное машиностроительное производство.
Роботы нашли применение в различных сферах машиностроительного производства. Например, при механической обработке деталей с помощью ПР автоматизируют: установку заготовок в рабочую зону станка и (при необходимости) контроль правильности их базирования; снятие готовых деталей со станка и размещение их в тару (накопитель); передачу деталей от станка к станку; кантование деталей (заготовок) в процессе обработки; контроль размеров деталей; очистку базовых поверхностей деталей и приспособлений; смену инструментов, выдачу технологических команд для управления технологическим оборудованием. Более сложные конструкции ПР используются в сварочном производстве, при автоматической сборке узлов.
Опыт эксплуатации ПР показывает, что наиболее целесообразной формой их применения в условиях серийного производства является создание роботизированных технологических комплексов (РТК), на базе которых можно создавать роботизированные участки, автоматические линии, гибкие производственные системы.
РТК – это автономно действующая автоматическая станочная система, включающая одну и более единиц технологического оборудования и имеющая в своём составе ПР.
На базе одних и тех же моделей станков могут создаваться РТК различных компоновок, комплектуемые ПР, обладающие различными технологическими и техническими возможностями.
Рассмотрим пример РТК мод. КС10.48 предназначенного для токарной обработки широкой номенклатуры деталей типа фланцев диаметром 40...160 мм и массой до 10 кг в условиях мелкосерийного и серийного производств. Заготовки устанавливаются в станок с помощью трехкулачкового самоцентрирующего патрона.
В состав РТК (рис. 3.1) входят токарно-револьверный станок 1 модели 1В340Ф30; ПР 2 модели М20Ц48.01, оснащенный двумя захватными устройствами 3; дисковый магазин 6 с дисками 5; ограждение 4. РТК имеет линейную компоновку и управляется от УЧПУ ПР.
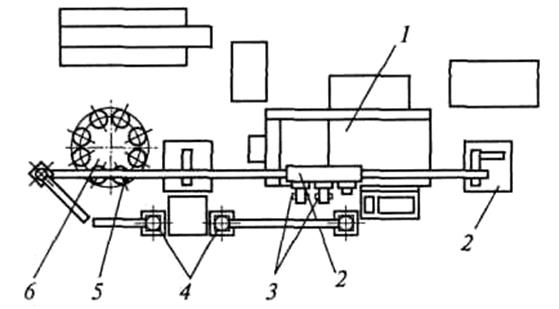
Рис. 3.1. РТК для токарной обработки мод. КС10.48:
1 – токарно-револьверный станок мод. 1В340Ф30; 2 – ПР мод. М20Ц 48.01; 3 – захватное устройство; 4 – ограждение; 5 – диск; 6 – дисковый магазин
Приемная и загрузочная позиции РТК совмещены. На станке производится либо полная обработка детали (с одной установки), либо обработка детали с одной стороны. В последнем случае обработка другой стороны детали производится или на другом РТК, или на том же РТК после его соответствующей переналадки.
Детали устанавливаются на диске (с ориентирующими штырями), размещенном на поворотном магазине. Магазин устанавливается так, чтобы две его соседние позиции могли обслуживаться захватными устройствами ПР. Расстояние между двумя руками ПР равно расстоянию между двумя соседними позициями магазина. Когда каретка ПР останавливается в крайнем левом положении, руки ПР оказываются под соответствующими позициями магазина, в результате чего взятие заготовки и укладка обработанной детали производятся одновременно. После выработки стопы заготовок и заполнения стопы обработанных деталей магазин поворачивается на один шаг, подводя под разгрузочную руку пустую позицию, а под загрузочную руку стопу заготовок.
ПР во время работы станка захватывает заготовку и удерживает ее в непосредственной близости от рабочей зоны станка. Когда обработка детали закончена, ПР первым свободным захватным устройством снимает готовую деталь, а вторым – устанавливает на ее место следующую заготовку, после чего обработка возобновляется. Во время обработки этой детали ПР укладывает изделие в разгрузочную позицию магазина и одновременно свободным вторым захватом берет из стопы заготовку и переносит ее в позицию, расположенную в непосредственной близости от рабочей зоны станка.
Дисковый магазин предназначен для хранения заготовок и обработанных деталей в стопах и выдачи их на позиции загрузки-выгрузки. Магазин включает в себя поворотный стол с приводом, на столе закреплена планшайба; диск фиксируется от поворота пальцем, установленным на планшайбе.
Прежде чем войти в какую-либо зону рабочего пространства ПР, оператору необходимо поднять ограничитель, преграждающий ему путь. При этом срабатывают связанные с ограничителем микропереключатели, прерывающие работу ПР. Для повышения надежности оба микропереключателя работают параллельно.
ПР оснащен двумя одноместными захватными устройствами, которые удерживают деталь (фланец диаметром 40...160 мм) тремя губками, синхронно сходящимися под углом 120° и центрирующими заготовку. Захватное устройство установлено в опоре качания и может поворачиваться (с помощью толкателя и рычага) вокруг горизонтальной оси. Крепление захватного устройства в руке ПР осуществляется посредством стандартизированного хвостовика.
Дата добавления: 2016-03-15; просмотров: 2587;