Оборудование для резки заготовок
Резка проката и слитков – одна из самых распространенных операций металлообработки. В качестве оборудования, осуществляющего резку заготовок, применяют ножницы и отрезные станки. Кроме того используются установки для гидроабразивной резки.
Отрезные станки
Абразивно-отрезные.Абразивно-отрезные маятниковые станки (рис.1) предназначен для поперечной резания отрезным абразивным кругом заготовок из металла отрезным абразивным кругом на бакелитовой связке с упрочняющими элементами.


Рис. 1. Абразивно-отрезные маятниковые станки с ручной подачей
Дисковоотрезные отрезные станки.Дисково-отрезные станки (рис. 2) предназначены для работы дисковыми пилами. Охлаждение пилы и удаление стружки из зоны резания осуществляется посредством смазочной охлаждающей жидкости, циркулирующей в замкнутой системе. Точное зажатие заготовки выполняется благодаря регулируемому зажиму кулачков тисков. Станок, как правило, предусматривает возможность работы оператора с любой стороны станка благодаря перемещаемой педали. Зажатие заготовки осуществляется в автоматическом режиме благодаря специальному устройству в тисках. Процесс резания осуществляется с автоматической подачей. Имеется возможность производить распил под углом +/- 45 град.
|
Рис. 2. Дисковый отрезной станок.
Лентопильные станки по металлу предназначены для резки всех обычно используемых материалов, начиная с алюминия и его сплавов, цветных металлов и, заканчивая высокотвердой сталью. Лентопильные станки характеризуются жесткостью конструкции и высокой производительностью при условии соблюдения небольших размеров и мобильности.
Лентопильныепильные подразделяют на ручные, полуавтоматические и автоматические (возможна полная автоматизация и полуавтоматических моделей станков). По расположению режущего инструмента (ленточной пилы станки подразделяют на горизонтальные и вертикальные. Станки могут быть специальными, специализированными и универсальными.
Резка металлов под углом обеспечивается благодаря использованию поворотных тисков или путем поворота плеча пилы. Для больших размеров можно использовать систему охлаждения.
По функциональным возможностям, следовательно, и по области применения всю широкую гамму можно разделить на несколько классов.
Лентопильные станки первого класса предназначены для высокопроизводительного разрезания практически всех металлов, используемых в современном машиностроении: цветных сплавов, конструкционных и высоколегированных сталей, никелей и титановых сплавов. Они способны разрезать с высокой скоростью как сплошной прокат и поковки большого диаметра, так и трубы и тонкостенный профиль. Отсюда и области применения: основные производства металлургических заводов, заготовительные участки высокотехнологичных предприятий, использующих трудно обрабатываемые материалы, а также цеха, с потребностью высокой производительности на единицу оборудования. Это обусловлено тем, что лишь станки первого класса могут успешно работать как с биметаллическими, так и с твердосплавными пилами.
По конструктивному исполнению из горизонтальных станков к первому классу относятся только портальные (у которых пильная рама перемещается вдоль подвижного портала) и двух стоечные (у которых пильная рама опускается вдоль вертикальных стоек). При этом главным критерием двухстоечного станка, по которому его можно отнести к станкам первого класса является конструкция направляющих, по которым перемещается пильная рама во время рабочего хода. Направляющие обязательно должны быть рассчитаны на сверхвысокие нагрузки, возникающие при резке поковок большого диаметра из труднообрабатываемых материалов. В процессе резания появляются усилия, которые стремятся деформировать пильную раму, направляющие стойки и станину. Это приводит к возникновению микродеформаций пильной рамы, которые могут передаваться на остальные несущие части конструкции станка. В станках первого класса эта проблема решается за счет или применения призматических направляющих с линейными подшипниками, которые компенсируют деформации, или за счет развития диаметра цилиндрических направляющих, которые имеют достаточную жесткость, чтобы воспринимать все усилия. Относительный коэффициент жесткости стоек должен быть не менее 0,28 (относительный коэффициент жесткости равен отношению диаметра направляющей пильной рамы к максимальному диаметру заготовки). По степени автоматизации станки этой группы бывают автоматические и полуавтоматические. К обязательным атрибутам относятся: мощный электропривод с широким диапазоном скоростей, управление и скоростью и давлением подачи, устройство контроля натяжения полотна, относительно широкая пила, выдерживающая колоссальные знакопеременные нагрузки, механизм очистки пилы и т.п. Лентопильные I класса можно отнести к специальному отрезному оборудованию. При этом они характеризуются самой высокой стойкостью режущего инструмента и, соответственно, низкой стоимостью одного реза. Наиболее же распространенными являются станки второго и третьего класса.
Лентопильные станки II класса могут применяться на всех заготовительных производствах (кроме тех, где необходимы станки первого класса). Они способны резать цветные металлы, легированные и нержавеющие стали, часть жаропрочных сталей и легкообрабатываемых титановых сплавов, т.е. те материалы, которые можно обрабатывать с помощью биметаллических ленточных пил (с режущей кромкой из быстрорежущей стали).
По конструктивному исполнению это двухстоечные , одностоечные и консольные (с пильной рамой закрепленной на шарнире). Большинство таких станков позволяют разрезать заготовку под различными углами к её оси. Поэтому они относятся к универсальному оборудованию. Но меньшая жесткость конструкцию, более низкая мощность электропривода и упрощенный дизайн ограничивают практическое применение. Второй класс используется для нарезки в размер труб, фасонного профиля и сплошного проката. При этом диаметр сплошного проката необходимо ограничивать примерно 70-80 % от максимально допустимого размера для данного станка (т. к. очень существенно снижается производительность, а самое главное ресурс оборудования). Обязательные отличительные черты консольных станков этой группы - это принудительное опускание пильной рамы гидравлическим приводом (в отличие от станков третьего класса, где пильная рама опускается под собственным весом, удерживаемая гидроцилиндром), электропривод с плавно меняющимся диапазоном скоростей, управление скоростью/давлением подачи, устройство визуального контроля натяжения полотна, механизм чистки пилы, отсутствие необходимости регулировки наклона осей шкивов привода пилы. По степени автоматизации станки этой группы изготавливаются автоматические и полуавтоматические. На автоматических станках подача заготовки в зону резания осуществляется гидравлическими тисками, что позволяет иметь точность по длине заготовки около 0,1 мм. На вышеперечисленных заготовках станки II класса имеют высокую стойкость режущего инструмента, и самый короткий срок окупаемости среди всех лентопильных станков. Это как раз и повлияло на массовую популярность их применения на заготовительных производствах машиностроительных заводов, мостостроительных предприятиях, фирмах, изготавливающих металлоконструкции.
лентопильные станки III класса
В основном, это станки с консольным расположением пильной рамы (но иногда встречаются и упрощенные двухстоечные). Они изготавливаются в автоматическом, полуавтоматическом и ручном исполнении. Основные недостатки консольных станков третьего класса - это опускание пильной рамы под собственным весом или за счет мускульного усилия рабочего, частое отсутствие механизмов очистки пилы и визуального контроля натяжения пилы, необходимость периодической регулировки наклона осей шкивов привода пилы, отсутствие контроля и регулировки давления пилы на заготовку (клапан на поддерживающем цилиндре позволяет регулировать лишь скорость подачи, да и то в очень узком диапазоне), нежесткая станина при тяжелой пильной раме и т. д. Эта группа очень капризна в эксплуатации, из-за использования более дешевых комплектующих и узлов оборудование ненадежно, требует высокой квалификации обслуживающего персонала и частых регламентных работ. Поэтому в мире подобного станки класса используют на небольших производствах, не требующих высокой производительности, для нарезки в размер в основном труб и профильного проката. Отрезка сплошного проката занимает слишком много времени. Так, даже по сравнению со станками второго класса производительность на сплошном прокате может быть ниже в полтора-два раза. Опускание же пильной рамы под собственным весом часто приводит к вибрации полотна во время резания и резкому снижению срока службы пилы.
К лентопильным IV класса относятся все бытовые и настольные станки. Применять их в каком бы то ни было производстве категорически не рекомендуется.
На рис. 3-7 приведены изображения лентопильных станков различных типов.

Рис. 3. Ручной ленточнопильный станок


Рис. 4. Полуавтоматические горизонтальные
ленточнопильные станки

Рис. 5. Полуавтоматический вертикальный
ленточнопильный станок


Рис. 6. Автоматические горизонтальные
ленточнопильные станки


Рис. 7. Специальные ленточнопильные станки
Ножовочные отрезные станки (рис. 8) предназначены для холодной резки металла различного профиля. Резка металла, закрепленного в тисках, производится ножовочным полотном. Резка заготовок под углами производится в специальных комбинированных тисках. Главное движение станка – поступательное движение инструмента (ножовочного полотна).
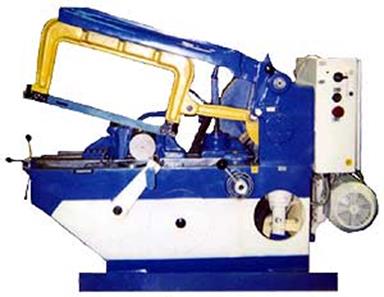
Рис. 8. Ножовочно-отрезной станок
Ножницы
Среди ножниц наибольшее распространение получили кривошипные (для резки сортового проката, листового проката) и комбинированные. Ножницы для сортового проката выпускаются с номинальным усилием до 40 МН (например, модель НА15460), они могут резать круглые штанги диаметром до 320 мм (при σв = 500 МПа), квадрат со стороной до 320 мм, полосу 450×200 мм и совершают до 12 ходов в минуту. Мелкие сортовые ножницы могут совершать до 50 ходов в минуту.
Рассмотрим подробнее режущие средства ножниц. По расположению ножей различают ножницы с параллельными и наклонными ножами. Ножницы с параллельными ножами применяют для резания заготовок прямоугольного и квадратного сечений, а также сортовых профилей (уголок, швеллер) в горячем и холодном состоянии. В зависимости от схемы резания различают ножницы с верхним и нижним резом. Ножницы с верхним резом обычно выполняют с кривошипно-шатунным механизмом и электрическим приводом. Они проще, но имеют недостатки: на нижней грани полосы после реза образуется заусенец; затруднено дальнейшее продвижение полосы; требуют применения качающегося стола. Поэтому при резке сечений высотой более 30–60 мм применяют ножницы с нижним резом.
Для операций над листовым прокатом используются следующие типы ножниц: кривошипные листовые с наклонным ножом (гильотинные); высеченные; многодисковые для рулонной и листовой стали; двухдисковые одностоечные с наклонными ножами. Наибольшее распространение получили кривошипные ножницы с механическим от электродвигателя приводом, основным рабочим органом которых является кривошипный механизм. В них используются три схемы резки: с вертикальным движением верхнего ножа, с движением по дуге и с движением под углом 1о30'–2о к вертикали. Ножницы с вертикальным движением ножа предназначены для резки полос под штамповку и заготовок с грубым полем допуска. Ножницы с движением ножа по дуге применяются при подготовке кромок отрезаемой полосы под сварку. Последний вид ножниц с наклонным движением ножа предназначен для получения точных заготовок.
Кинематические схемы кривошипных ножниц зависят от схемы резки, вида прижима, типа привода и кривошипного механизма.
Высечные ножницы применяются для фигурной резки. На них можно производить, используя специальные приспособления, резку полос, вырезку дисков, шайб, колец, спиралей, щелей, обрезку заусениц, а также формообразующие (отборка, гибка), соединительные (заклёпочные, замковые) и специальные (получение фланцев на трубах, выколотка сферических чаш) операции.
На дисковых ножницах резку выполняют при встречном вращении инструмента, имеющего форму дисков. Их успешно применяют при продольной резке листового материала с большой длиной реза; для обрезки продольных кромок дисков и лент; для фигурной резки по радиусу, величина которого не меньше радиуса ножа, и т. д. У двухдисковых ножниц с наклонными ножами оси расположены приблизительно под углом 45° к горизонту и наклонены в сторону подачи листа. Каждый из дисков является приводным, имеет встречное направление вращения, при котором осуществляются технологические операции.
Для резки рулонного листового материала на более узкие полосы или ленты применяют многодисковые ножницы. В процессе роспуска необрезного рулонного материала выполняют следующие операции: разматывание исходного рулона, поперечную резку переднего конца ленты, продольную резку, обрезку кромки, утилизацию отходов, сматывание нарезных лент в рулоны и отрезку заднего конца ленты. Для выполнения указанных операций многодисковые ножницы снабжают загрузочной и разгрузочной тележками, разматывателем, кромкокрошителем, или кромкомоталками, моталкой и ножницами для поперечной резки ленты.
Дата добавления: 2016-03-15; просмотров: 9577;