СТАНКИ ДЛЯ ОБРАБОТКИ УЛЬТРАЗВУКОМ
Ультразвук — упругие волны с частотой колебаний от 20 кГц до 1 ГГц. Для получения ультразвуковых колебаний инструмента чаще всего применяют магнитострикционные преобразователи. Работа ультразвуковых установок основана на использовании способности железа, никеля, кобальта и их сплавов изменять длину под действием электрического или магнитного поля, а при снятии поля восстанавливать первоначальные размеры. Это явление называют магнитострикцией.
Работа ультразвукового станка заключается в следующем. В зону между заготовкой и вибрирующим пуансоном (инструментом), который очень близко подходит к заготовке, но не касается ее, поступает абразивный порошок, находящийся в жидкости во взвешенном состоянии. От воздействия вибратора (преобразователя) абразивные зерна с большой силой ударяются о поверхность заготовки и с большой скоростью выбивают частицы материала (стружку). Одновременно пуансон постепенно опускается в выдолбленное таким способом пространство, и процесс продолжается.
Принцип работы головки магнитострикционного преобразователя (рис. 18.1) заключается в том, что через катушку возбуждения 2 пропускается ток высокой частоты, который создает переменное магнитное поле такой же частоты, действующее на сердечник 1 вибратора. Для лучшего использования магнитострикционных свойств вибратора создают постоянное магнитное поле двумя катушками подмагничивания 4 и ихсердечниками 3. Колебания, возникающие на вибраторе, передаются на трансформатор скорости 6, заключенный между двумя скобами 5, и, усиленные им, сообщаются инструменту 7. Монтажную панель устанавливают на салазки, вместе с которыми она перемещается по направляющим станины.
Универсальный настольный прошивочный ультразвуковой станок 4770 (рис. 18.2) предназначен для обработки деталей из твердых и хрупких материалов: стекла, керамики, полупроводниковых материалов, камня, твердых сплавов и т. п. На станке можно выполнять круглые и фасонные отверстия и полости, вырезать заготовку, гравировать, разрезать и др. Во время работы инструмент колеблется с ультразвуковой частотой в направлении его подачи. Одновременно центробежным насосом под торец инструмента подается абразивная суспензия.
Стол 2 станка имеет координатные установочные перемещения в горизонтальной плоскости по направляющим типа ласточкина хвоста. Ходовые винты снабжены лимбами с ценой деления  0,02 мм. Ползуну 5 вручную сообщают перемещение по шариковым направляющим станины 1 через реечную передачу z1— z2 или механически от регулируемого двухфазного асинхронного электродвигателя 8 через редуктор и реечную передачу.
0,02 мм. Ползуну 5 вручную сообщают перемещение по шариковым направляющим станины 1 через реечную передачу z1— z2 или механически от регулируемого двухфазного асинхронного электродвигателя 8 через редуктор и реечную передачу.
Электродвигатель работает на заторможенном режиме, развивая крутящийся момент в соответствии с силой подачи инструмента. Ползун вместе с укрепленной на нем головкой уравновешен грузом 11, подвешенным на ленте 10, намотанной на барабан 9 валика привода ручной подачи. Для плавности хода ползуна имеется масляный демпфер, цилиндр 4 которого крепят к корпусу каретки 7, а шток 6 — к ползуну. Скорость ползуна регулируется иглой, перекрывающей пропускное отверстие в штоке. Для ускоренного отвода поршня имеется обратный клапан.
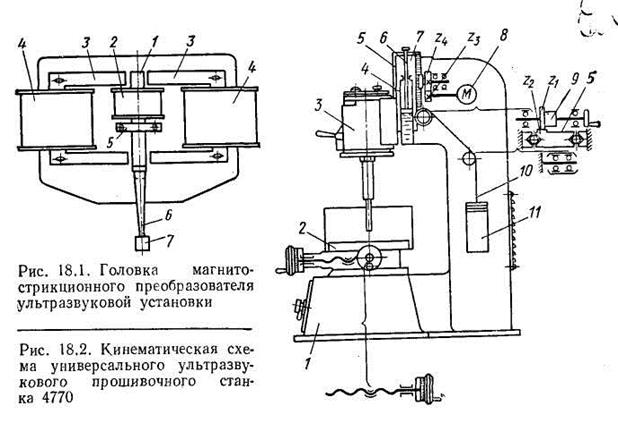
Основной частью станка является акустическая головка 3, которая сообщает инструменту колебательное движение. В головке применен двухстержневой никелевый магнитострикционный вибратор (преобразователь).
Техническая характеристика станка:
Диаметр обрабатываемого отверстия, мм 0,5—10
Наибольшая глубина обработки, мм .... (2—5) d
Продольное перемещение стола, мм............. 80
Ход ползуна, мм ................................. 100
Перемещение головки по ползуну, мм... 110
Чувствительность механизма подачи, Н (686—980) 10~3
Рабочая частота, кГц ........................... 18—19
Мощность генератора, кВт.......................... 0,25.
Дата добавления: 2016-03-15; просмотров: 5178;