Линейное оборудование трубопровода
К линейному оборудованию трубопровода относится оборудование, устанавливаемое в основном в линию трубопровода: трубы, вставки, соединительные муфты, резиновые уплотнительные кольца, задвижки, обратные клапаны, регуляторы давления, фасонные части.
Трубы
Трубы являются основным оборудованием, входящим в комплекты полевых магистральных трубопроводов. Они составляют 80-85 % веса комплектов трубопроводов ПМТ-100 и ПМТ-150 и 70 % веса комплекта трубопровода ПМТА-150. Для перевозки труб используется до 85 % транспорта, необходимого для перемещения всего комплекта трубопровода. Трубы хранятся в штабелях (рис. 245). В комплекты трубопроводов ПМТ-100 входят стальные электросварные трубы размером 102X2X6000, в комплект трубопровода ПМТ-150 — стальные электросварные трубы размером 152ХЗ,25Х Х6000, а в комплект трубопровода ПМТА-150 — алюминиевые прессованные трубы размером 153X4,5X6000. В обозначении размера труб первые цифры показывают наружный диаметр трубы, вторые — толщину стенки и третьи — длину трубы в миллиметрах. Для изготовления труб полевых магистральных трубопроводов ПМТ-100 и ПМТ-150 используются стальные электросварные трубы, поставляемые трубными заводами. Эти трубы изготовляются малоуглеродистой стали марки Ст. 10. К концам заготовки трубы, полученной с трубопрокатного завода, привариваются специальные манжеты с кольцевыми выточками под соединительные муфты (рис. 246).
Рис. 245. Хранение труб Ду-150 в штабелях (вариант)
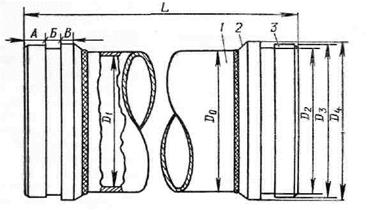
Рис. 246. Труба с манжетами: 1 — труба; 2— манжета; 3— венчик манжеты
После приварки манжет для защиты труб от коррозии на их поверхность наносится защитное покрытие. Трубы диаметром 100 ммподвергаются оцинковке, причем цинковое покрытие наносится одновременно на наружную и внутреннюю поверхности труб. Трубы диаметром 150 ммокрашиваются. При этом на внутреннюю поверхность труб и всю поверхность манжет наносится специальное бензостойкое антикоррозионное эмалевое покрытие, а наружная поверхность труб окрашивается нитроэмалью защитного цвета.
Для изготовления труб полевого магистрального трубопровода ПМТА-150 используются прессованные трубы, изготовляемые из алюминиевого сплава ЛМГ-3. К концам заготовки трубы, так же как и к стальной трубе, привариваются манжеты с кольцевыми выточками под соединительные муфты. Манжеты изготовляются из алюминиевого сплава АМГ-6, обладающего большей прочностью и твердостью, чем сплав АМГ-3.
Конфигурация манжеты алюминиевой трубы несколько отличается от конфигурации манжеты стальной трубы (рис. 247). Это различие обусловлено способом приварки манжет к трубам: к стальным трубам манжеты привариваются швом внахлестку, а к алюминиевым - стыковым швом.
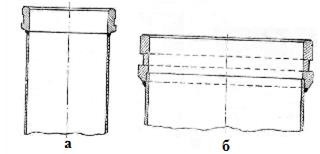
Рис. 247. Манжеты труб:
а — манжета стальной трубы; б — манжета
Приварка манжет стыковым швом обеспечивает большую прочность сварного соединения, чем приварка швом внахлестку, но она менее удобна в производстве. Необходимая прочность сварного соединения манжеты со стальной трубой вполне обеспечивается сваркой швом внахлестку, в то время как необходимая прочность сварного соединения манжеты с алюминиевой трубой может быть достигнута только сваркой стыковым швом. Основные размеры и вес труб приведены в табл. 11. Наряду с трубами длиной 6 м в комплектах трубопроводов имеются также короткие трубы-вставки. Вставки используются при монтаже обвязок насосных станций, резервуарных групп и в линии трубопровода, где не укладываются трубы длиной 6 м. В комплектах трубопроводов диаметром 100 мм вставки имеют длину 0,3; 0,9; 1,2 и 1,8 м, а в комплектах трубопроводов диаметром 150 мм — 0,35; 0,85 и 1,8 м. Длина вставок (кроме вставок длиной 1,8 м) выбрана из расчета кратности их стро-ительной длине запорной и регулирующей арматуры (задвижки, обратные клапаны и регуляторы давления).
Для обеспечения безопасности и надежности работы трубопроводов ПМТ-100, проложенных через дороги, в их комплектах имеются специальные усиленные трубы, изготовленные из катаных труб с толщиной стенки 5 мм.В комплектах трубопроводов ПМТА-150 роль усиленных труб выполняют имеющиеся стальные трубы размером 152X3,25X6000.
Муфты и кольца
К соединению труб полевых магистральных трубопроводов предъявляется ряд специфических требований, выполнение которых необходимо для надежной работы трубопроводов на местности в сложных географических и климатических условиях. Соединительное устройство должно обеспечивать:
- механическую прочность и полную герметичность трубопровода при давлении в нем от 0 до 38 кг/см2;
- компенсацию температурных изменений;
- поворот одной трубы относительно другой на угол 3-4°;
- сборку и разборку трубопровода с затратой минимально возможного времени;
- возможность замены отдельных труб на собранном трубопроводе.
Соединительное устройство должно быть малогабаритным, малодетальным, простым по конструкции, технологичным и недорогим в изготовлении. Детали соединительного устройства должны быть стойкими к нефтепродуктам и воде и работоспособными после многократного монтажа и демонтажа трубопровода. Из всех существующих на сегодня соединений наиболее полно отвечает перечисленным выше требованиям соединение типа МПТ (рис. 248), которое и принято для полевых магистральных трубопроводов. Любое соединительное устройство труб, работающих под давлением, должно иметь комплекс деталей и рабочих поверхностей, обеспечивающих надежное соединение элементов трубопровода, восприятие всех нагрузок, возникающих при работе, и герметичность трубопровода.
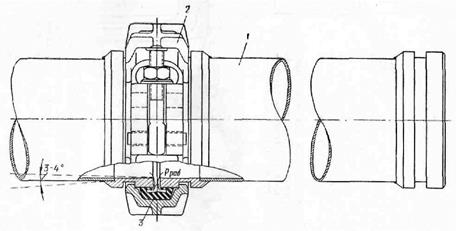
Рис. 248. Общий вид соединения труб в сборе:
1 — труба; 2— соединительная муфта; 3— резиновое уплотнительное кольцо
Основные размеры и вес труб приведены в таблице 5.3
Основные размеры и вес труб. Таблица 5.3
| Трубопроводы | Мате риал труб | Размеры, мм | ||||||||||
| D0 | D1 | б | D2 | D3 | D4 | А | Б | В | L | Вес, кг | ||
| ПМТ-100 | Ст. 10 | 107±0,25 | 113+0,4 | 16±0,25 | 10±0,25 | 6000±25 | 31,4 | |||||
| ПМТ-150 | Ст. 10 | 145,5 | 3,25 | 157±0,25 | 166+0,4 | 16±0,25 | 11±0,25 | 6000±25 | 78,0 | |||
| ПМТА-150 | АМГ-3 | 4,5 | 157±0,25 | 166+0,4 | 16±0,25 | 11±0,25 | 6000±25 | 32,0 |
Трубы и другие элементы полевых магистральных трубопроводов с соединением типа МПТ монтируются с помощью соединительных муфт. Соединительная муфта (рис. 249) состоит из двух полумуфт, одна из которых имеет откидные болты с гайками. Па откидных болтах имеется по две шайбы: большая шайба является опорной под гайки при монтаже соединительной муфты, а малая — ограничителем для гайки при демонтаже муфты.
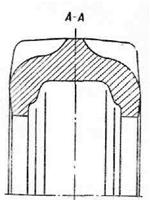
Рис. 249. Соединительная муфта МПТ-15-4:
1 — полумуфта; 2 — откидной болт; 3 — ось; 4 — шайба; 5 — гайка
Полумуфты изготовляются из ковкого чугуна отливкой их в землю. Все размеры полумуфт получаются в литье, за исключением двух — внутреннего диаметра по бурту и высоты лап.
Эти два размера получаются после механической обработки литья. Полумуфты окрашиваются нитроэмалью защитного цвета, а откидные болты, оси, гайки и шайбы - оцинковываются.
При монтаже соединения полумуфты надеваются на трубы или другие элементы трубопровода так, чтобы их бурты входили в кольцевые выточки манжет, после чего равномерно затягиваются откидные болты. Смонтированная муфта надежно удерживает соединенные между собой детали трубопровода. Размеры манжет и соединительных муфт подобраны так, что они позволяют повернуть одну трубу относительно продольной оси другой трубы в любой плоскости на угол 3-4°, а также обеспечивают самокомпенсацию температурных изменений.
Полевые магистральные трубопроводы ПМТ-100 укомплектовываются соединительными муфтами МПТ-10-4, трубопроводы ПМТ-150 и ПМТА-150 муфтами МПТ-15-4.
Основные размеры и вес соединительных муфт приведены в таблице 5.4.
Основные размеры и вес соединительных муфт. Таблица 5.4
| Марка муфт | Основные размеры, мм | |||||
| D1 | D2 | D3 | А | Б | Вес, кг | |
| МПТ-10-4 МПТ-15-2 МПТ-15-4 | 2,8 6,2 6,5 |
Герметичность трубопровода в местах соединений обеспечивается резиновыми уплотнительными кольцами (рис. 250). Уплотнительные кольца изготовляются из маслобензостойкой резины методом формовки: стальные прессформы с полостями, соответствующими конфигурации и размерам кольца, заполняются специально приготовленной резиновой смесью и выдерживаются в течение 20 минпри температуре 140 °С, при этом происходит вулканизация резины.

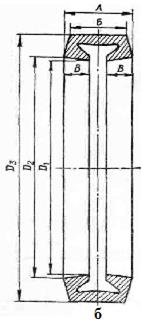
Рис. 250. Резиновое уплотнительное кольцо:
а — общий вид кольца; б — схема кольца
При монтаже соединения резиновое кольцо своими уплотняющими поясками надевается на венчики манжет двух соединяемых труб. Размеры резинового уплотнительного кольца подобраны так, что оно надевается на венчик манжеты с определенным натягом. После этого на резиновое уплотнительное кольцо надеваются верхняя и нижняя полумуфты и затягиваются откидные болты. При этом резиновое кольцо, плотно охватываемое внутренней полостью соединительной муфты, еще сильнее прижимается своими уплотняющими поясками к венчикам манжет соединяемых труб. Предварительный натяг резинового уплотнительного кольца, получаемый при надевании его на венчики манжет соединяемых труб и последующем обжатии его соединительной муфтой, необходим для обеспечения герметичности соединения при отсутствии в трубопроводе давления.
При возрастании давления в трубопроводе герметичность соединений создается самой конструкцией резинового уплотнительного кольца, обеспечивающей работу его по принципу самоуплотнения: с повышением давления в трубопроводе жидкость сильнее давит на внутреннюю полость кольца и плотнее прижимает его уплотняющие пояски к венчикам манжет, в результате/чего герметичность соединения улучшается. Перемещение труб относительно друг друга в любом направлении впределах, допускаемых конструкцией данного соединительного устройства, не влияет на герметичность соединения.
Основные размеры и вес резиновых уплотнительных колец приведены в таблице 5.5.
Основные размеры и вес резиновых уплотнительных колец.Таблица 5.5
| Размеры, мм | Вес, кг | ||||||
| Ду | D1 | D2 | D3 | А | Б | В | |
| 0,120 0,190 |
Дата добавления: 2016-02-13; просмотров: 3532;