Технология конвейерного производства ЖБИ. Область применения, разновидности компоновки технологических линий, основное технологическое оборудование, особенности ведения работ.
Его сущность в постоянном перемещении между специализированными постами форм при одновременном выполнении на них определенного набора технологических операций.
Затраты времени на отдельных постах синхронизированы, чтобы обеспечить единый ритм производства (10-20мин). Он принудительный, т.к конвейер характеризуется жесткой взаимосвязью форм (вагонеток) и привода конвейера (цепной, рольчанги, толкатели и т.п.). Примерное времяперемещения 1-2 мин.
Тепловая обработка на конвейере осуществляется в агрегатах непрерывного действия: щелевые, туннельные, вертикальные камеры.
Способ характеризуется максим. разделением технологического цикла на элементные (распалубки, подготовки форм, армирования), что обеспечивает минимальный ритм потока и в итоге вытекает наибольшая производительность. Одновременно харак.-ся наибольшей металлоемкостью, энергоемкостью, ремонтной сложностью. Поэтому себестоимость продукции высока. Целесообразен при массовым изготовлении изделий устойчивой номенклатуры и высокой трудоемкости (многослойных стеновых панелей).
Примеры разновидности и компоновочных решении конвейерной линии: вертикально замкнутые, горизонтально замкнутые, с выносными камерами, линии с обгонными конвейерами, двухветвевые конвейеры, карусеньные линии, роторные линии.
1) Вертикально замкнутый:
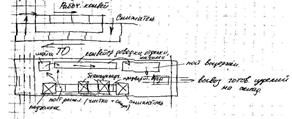
2) Горизонтально замкнутые конвейеры:
При выносной камере ТО:
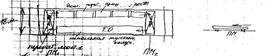
3) С вертикальными камерами непрерывного действия:

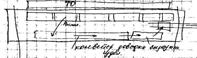
4) Двухветвевые конвейеры:
5) Карусельные линии (делают сан.-тех. кабины, шахты лифтов и т.д.):
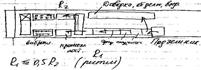
6) Роторная линия:
Дата добавления: 2016-03-05; просмотров: 991;