Технологические особенности смешанных способов производства железобетонных изделий. Полуконвейерные и кассетно-конвейерные технологические линии.
Сборные железобетонные конструкции и изделия изготовляют преимущественно на механизированных предприятиях и частично на оборудованных полигонах. Технологический процесс производства железобетонных изделий складывается из ряда последовательно выполняемых операций: приготовления бетонной смеси, изготовления арматуры (арматурных каркасов, сеток, гнутых стержней и т. д.), армирования изделий, формования изделий (укладка бетонной смеси и её уплотнение), тепловлажностной обработки, обеспечивающей необходимую прочность бетона, отделки лицевой поверхности изделий.
В современной технологии сборного железобетона можно выделить 3 основных способа организации производственного процесса: агрегатно-поточный способ изготовления изделий в перемещаемых формах; конвейерный способ производства; стендовый способ в неперемещаемых (стационарных) формах.
Существуют различные т.н. смешанные способы производства: полуконвейерные и кассетно-конвейерные.
При кассетном способе, изделия изготовляют в вертикальных формах - кассетах, представляющих собой ряд отсеков, образованных стальными стенками. На кассетной установке происходят формование изделий и их твердение. Кассетная установка имеет устройства для обогрева изделий паром или электрическим током, что значительно ускоряет твердение бетона. Кассетный способ обычно применяют для массового производства тонкостенных изделий.
Их применяют для необходимости достижения большей производительности и минимальной затратности с учётом вида изделия. Например, цех по производству наружных стеновых панелей оборудованный кантовочными вибростендами или цех по производству внутренних стеновых панелей и доборной продукции оснащённый кассетными установками и вибростолом ударного действия.
Технологическое оборудование для смешанных способов производства будет включать тоже оборудование, только, например в полуконвейерном способе конвейерным будет только какой-то отдельный участок, а не вся линия.
Включ. сочетание различных способов и технологий производства.
Полуконвейерная линия:
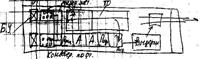
а) перевалка краном на пост формов. 1 и 2.
б) формоукладч. различн. типа.
Кассетно-конвейерные линии:

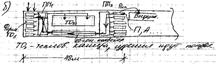
Формование двух изделий позволяет использовать смеси с ОК = 6 – 9 см и тем самым обеспечивают сниженный расход цемента, высокое качество бетона, но требуются цементы активные, высокого качества, т.к. необх. ускоренный рост прочности на стадии ТО1.
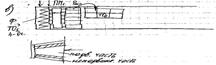
ТО1 в варианте (в) увеличив., в связи с необх. снятия изделия при распалубке (за петли).
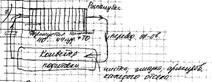
Собранная, подготовл. кассета бетонируется, все изделия одновр. пропарив., а затем поотсечно кассета разбирается, изделия распалубл.
Каждый отсек по специализир. линии перемещ. на участок подготовки, где для каждого отсека. Затем они поступает к месту сборки и цикл повтор. заново.
Дата добавления: 2016-03-05; просмотров: 1305;