Обработка древесины инструментом 4 страница
Наточенное полотно собирают на станке, причем хвосты следует закреплять шпильками или шурупами в заранее рассверленных отверстиях немного меньшего; чем шпилька или шуруп диаметра. В этом случае шпилька будет держаться за счет силы трения и не выпадет.
Нельзя забивать гвозди в колки и расклепывать шпильки – расколется рукоятка. Если она все же раскололась, ее следует вынуть и склеить, обжав струбциной.
Длина шпильки должна быть несколько меньше диаметра рукоятки колка. Толщина шпилек около 4 мм. Более тонкие шпильки выгибаются от натяжения и портят рукоятки.
Для криволинейной резки толстых кусков дерева столяру необходима лучковая выкружная пила. Она характеризуется узким полотном (6‑8 мм), прямоугольным зубом с большим разводом (2‑2,5 толщины полотна) и высокими стойками станка для того, чтобы отодвинуть как можно дальше от полотна распорку, обычно мешающую при работе. Высота стоек до 60 см. Прямоугольный зуб дает возможность пилить вдоль и поперек волокон, а большой развод дает широкий рез, в котором легко поворачивается полотно.
Курковку , несмотря на прямоугольный зуб, затачивают в разноточку с наклоном 70‑80° к полотну. Служит она для вырезания отверстий внутри плоскостей, где нельзя применить лучковую пилу. Толщина полотна курковки до 1,5 мм при наибольшей ширине 25 мм у рукоятки. Курковки с удобной ручкой, вмещающей цанговый щелевой зажим, поступают в продажу. В такую рукоятку можно зажать любую пилу или ее кусок.
Ножовка должна иметь прямоугольное полотно (скошенные хуже, так как по ним трудно следить за правильностью положения линии зубьев) и высоко расположенную рукоятку, чтобы пилой можно было работать по плоскости. Для упрочнения на обух надевают съемный обушок из согнутой полоски миллиметровой стали шириной 1 см. Для пиления фанеры удобна пила, имеющая зубья, направленные к рукоятке. В этом случае полотно имеет только растягивающие усилия и нет опасности его согнуть. Оно может быть очень тонким.
Наградка представляет собой прямоугольное (20×6 см) полотно, зажатое сверху в деревянную рукоятку. В полотне следует проделать два отверстия под винты, которыми крепится упор – доска с вырезами. Упор обеспечивает необходимую глубину пропила. Зубья наградки до половины полотна направлены вперед, а затем назад, форма зубьев – прямоугольная. Изготовляется вручную.
Фанерная пилка представляет собой тонкую (0,4‑0,5 мм) ножевидного сечения пластинку размером 8×5 см, имеющую на острой части рассечки, образующие трапециевидный зуб. Сбоку имеется бобовидная ручка для удобства резания по металлической линейке или бруску.
Таким образом, столяру необходимо иметь: лучковые пилы – маховую для долевого раскроя досок, шипорезку, мелкозубку и выкружную, а из ножовок – большую заготовочную с равнобедренными разведенными зубьями с высокой ручкой и прямоугольным полотном, на которое может быть надет съемный обушок, наградку, курковку и фанерную пилку.
Ручные электрические машины для обработки дерева (рис. 8). При ручной столярной работе много сил и времени отнимают заготовка материала и его черновая обработка. Облегчить и ускорить заготовку помогают ручные электрические машины для обработки дерева.
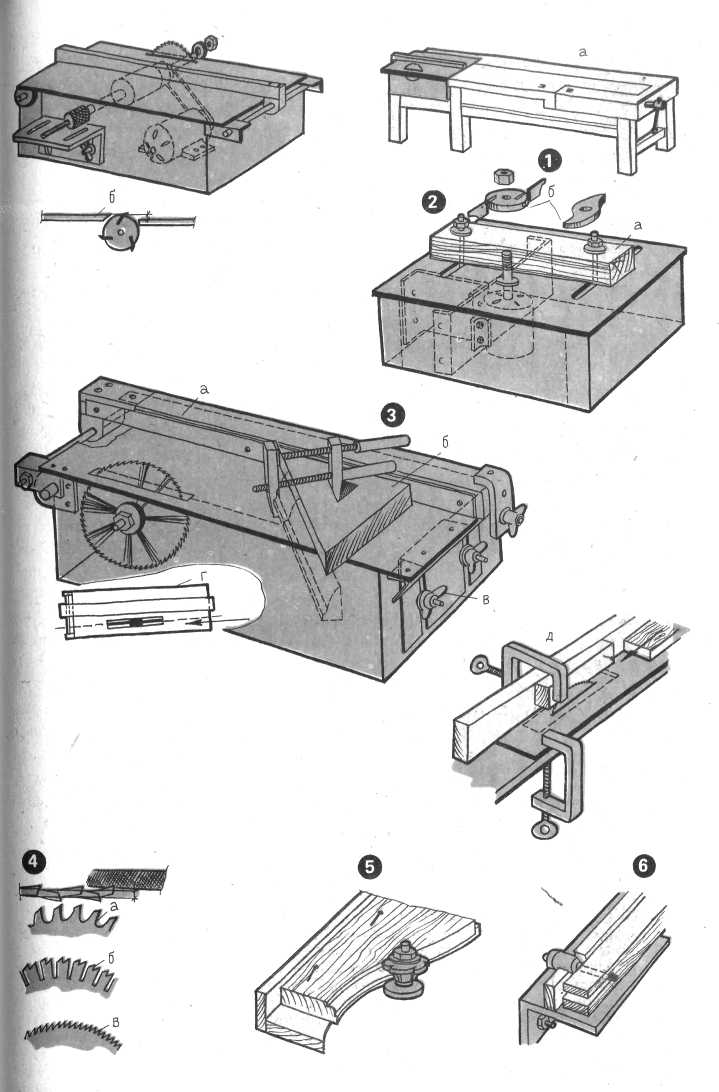
Рис. 8. Станки для обработки дерева
1 – универсальный станок с ножевым пильным валиком и фрезерным патроном: а – станок встроен в верстак; б – подъем зарезцовой части стола рубанка; 2 – фрезерный настольный станок: а – переставной упор; б – шарошки; 3 – настольный круглопильный станок: а – подвижный упор; 6 – скользящий упор для усовых запилов; в – подъемное устройство для стола; г – рассвет упорного бруска при распиловке; д – приспособление для точного пиления тонких деталей; 4 – формы зубьев круглых пил: а – для продольного пиления с разводом зубьев; б – заточка зубьев металлорежущей фрезы; в – для «бархатного» пиления (применяется и для пиления металла); 5 – обработка кривых кромок на фрезерном станке с помощью шаблона; 6 – обработка проушин и шипов с помощью сверла на фрезерном столике универсального станка
Промышленность выпускает в розничную продажу электрические рубанки и пилы на 220 В однофазного и трехфазного тока, а также универсальные деревообрабатывающие станки однофазного и трехфазного тока на 220 В. Двигатели трехфазного тока более мощны и могут работать в непрерывном режиме, однофазного – требуют периодической остановки для охлаждения. При выполнении небольших по объему работ и те и другие двигатели пригодны, но однофазные легче приспособить к электропитанию через бытовую сеть.
Преимущество работы ручными электромашинами заключается в их высокой производительности за счет повышения количества ударов по дереву за единицу времени, нежели при ручной работе. Чистота обработки поверхности также зависит от количества режущих ударов. Так, при одном и том же числе оборотов пила с мелкими зубьями даст более чистый пропил, чем пила с крупными зубьями; валик, имеющий четыре ножа, будет строгать чище двухножевого и т. д. Повышает чистоту работы и уменьшение скорости подачи детали на режущую часть.
Обрабатывать дерево ручными электромашинами можно двумя способами: перемещая машину по детали или деталь по неподвижно закрепленной машине. Для столярного дела более пригоден второй способ, так как он дает мастеру возможность чувствовать характер обработки и видеть поверхность детали. Первый способ можно применять лишь для грубой обдирки и раскроя. Поэтому, если электромашину нельзя прикрепить к верстаку подошвой вверх, то для столярной работы она не годится.
В этом отношении универсальный переносной станок удобнее, чем электропила и электрорубанок, так как нож и пила в нем уже встроены как нужно, и деталь по плоскости рабочего стола перемещают руки мастера. Основным недостатком встроенных переносных универсальных станков по сравнению с электрорубанком является меньшая чистота строгания. Это объясняется тем, что частота вращения валика и пилы в таком станке одинаковы, в то время как в электрорубанке валик, вращаемый за ремень, имеет в четыре раза большую скорость, чем электропила (соответственно 10‑12 тыс. и 2,5 тыс. мин‑1). Другие недостатки таких станков – их малая масса, отчего детали обрабатываются неточно из‑за вибрации, и небольшие размеры рабочей плоскости, на которой трудно удержать большую деталь или щит. Чтобы этого избежать, необходимо увеличить размер рабочего стола, поэтому целесообразно встроить станок в верстак заподлицо с его верхней плоскостью. В этом случае большая деталь может лежать на рабочем месте и продвигаться без перекоса.
Если характер работы зуба ручной пилы не отличается от работы зуба электропилы, то строгание ножевым валиком принципиально отличается от строгания рубанком. Валик выбирает серпообразную в сечении стружку небольшой длины. Поэтому остроганная электрорубанком поверхность дерева имеет поперечные бугорки – волны, заметные глазом и на ощупь. Избежать их можно, лишь работая на специальных массивных станках с очень высокой частотой вращения вала (до 20 тыс. мин‑1 или при очень малой непроизводительной подаче). Поэтому строгая на станке деталь, необходимо оставлять всякий раз припуск на чистовую обработку вручную.
Для чистой столярной работы ручные строгальные электромашины малопригодны, правда сучки и завитки вокруг сучков ими обрабатывают быстрее и чище, чем вручную.
Каков бы ни был характер строгальных электромашин, к ним необходимо прикрепить сбоку опорный брусок или массивную пластину так, чтобы ее боковая плоскость составляла с подошвой рубанка или столика универсального станка 90°. Прижимая остроганную плоскость детали к этому боковому брусу – упору, нижняя прострагиваемая часть детали образует с боковой прямой угол. Без этого получить прямой угол смежных плоскостей так же трудно, как и вручную: потребуются подстрагивание и постоянная выверка.
Так как электрорубанок снимает за один проход довольно толстый слой (до 2 мм), то нужно внимательно следить, чтобы не перестрогать. В строгальных устройствах плоскость стола за валиком должна быть выше плоскости перед валиком на глубину строгания (см. рис. 8, 1б); при этом выпуск ножа должен точно совпадать с поднятой задней плоскостью. Проверяют это стальной массивной линейкой. Если подъема не делать и ножи будут выше, чем поднятая задняя плоскость, то на изделии при каждой остановке в строгании и при его окончании будет получаться седлообразная выемка, могущая испортить деталь. Практически такая выемка получается всегда, особенно в коротких деталях. Это надо учитывать при разметке длины заготовок.
В электромашинах с регулируемым подъемом плоскости всегда нужно делать такую проверку выпуска ножа. Все ножи должны при этом находиться в одинаковом положении. Поскольку после строгания электромашиной необходима ручная зачистка, небольшими забоинами ножей можно пренебречь, так как остающиеся от детали полоски легко счищаются.
Очень удобна при малообъемной столярной работе электропила. Мелкозубая хорошо отточенная круглая пила может дать поверхность разреза, практически не требующую строгания; после шкурения такая поверхность пригодна для отделки. Электропилой можно нарезать какой угодно толщины и ширины бруски и раскладки. Используя упор‑фиксатор, можно нарезать абсолютно одинаковые по размерам детали, выбирать пазы и четверти, снимать фаску и т. д. Но для этого необходимо, чтобы рабочий стол, по которому продвигается деталь, имел подъем, позволяющий менять выпуск пилы за плоскость стола по усмотрению. Кроме того, нужны продольный передвигаемый брус‑упор, вертикальный прижим‑ограничитель для разрезания очень тонких деталей, несколько пильных дисков, имеющих разные заточку и размер зубьев, угловой упор, косая шайба для «пьяной» пилы, позволяющей вырезать проушины для шипов. Все это можно устроить на столике с универсальным станком. так, как показано на рис. 8,3, либо встроив пилу в специальное самодельное устройство.
И электропилу и электрорубанок можно сделать самим в виде рабочего валика, укрепленного на уровне рабочей плоскости стола и двигателя, размещаемого ниже. Вращение валику передается через клиновой ремень. Имея набор шкивов, можно в существенных размерах изменять скорость вращения валика.
Для сложных столярных работ применяют фрезерный станок (см. рис. 8,2) самодельного устройства (фабричные фрезерные станки слишком мощны, велики и тяжелы). Наиболее распространенная конструкция фрезерного станка такова: стальной довольно массивный стол с двигателем, имеющим длинный (10‑15 см) рабочий шпиндель, на который навертывают или закрепляют гайкой режущие ножи – шарошки. Двигатель укрепляется под столом так, что шпиндель вертикально выходит за рабочую поверхность стола. На столе проделывают ряд отверстий для болтов, крепящих опорные угольники.
При обработке прямолинейных профилей, пазов детали, укрепляемые на подкладке, перемещают вдоль этого упора. При необходимости сделать криволинейный профиль на шпиндель ниже резца надевают гладкое кольцо, а подкладку, несущую деталь, отбортовывают по шаблону (см. рис. 8,6). Упираясь шаблоном на гладкое кольцо, деталь продвигается, а резец снимет с нее излишек точно по шаблону. На фрезерном станке можно обрабатывать таким способом кривые любой формы – эллипсы, круги и т. п.
Станина станка должна быть устойчивой во всех направлениях, так как усилия прижатия детали к резцу направлены горизонтально в разные стороны в отличие от рубанка и пилы, где они направлены сверху вниз.
Резцы фрезерного станка (шарошки) – звездообразной формы с малым количеством зубьев. Обычно это двузубые резцы, изготовленные кузнечным или слесарным способом.
Если на вал фрезерного станка надеть круглый пильный диск, то его можно использовать и для распиливания материала, только пильный шов здесь будет горизонтальным, а пила при работе видна Целиком, что более опасно, чем при полускрытом диске.
Следует отметить, что при работе и электропилой, и фрезерным станком, и электрорубанком нужно соблюдать осторожность, ни в коем случае не приближая руки к движущимся режущим частям до их полной остановки. Нельзя также работать в перчатках или рукавицах.
Итак, главное преимущество ручных электромашин – это возможность производить большое количество однотипных деталей, погонажа, раскладок, без которых невозможно обойтись при столярной отделке помещений, изготовлении рамок и карнизов. Ручными электромашинами можно обрабатывать также пластик, металл и эбонит (последний на невысоких оборотах, смачивая водой), используя их в качестве вставок для инкрустации.
Из других электромашин следует упомянуть ручную шлифовальную электромашину с возвратно‑поступательным движением шлифовального столика, в котором закрепляется шкурка. Эта машина удобна в работе, надежна и существенно облегчает труд при обработке больших, а также выпуклых поверхностей, особенно в тех случаях, когда для изделия выбрана твердая порода дерева. Помимо шлифования непосредственно дерева ею можно шлифовать и нитролаковую поверхность, заменив шкурку фетром.
Ручные сверлильные электромашины трудноуправляемы в столь податливом материале, как дерево, но все же небольшая электромашина пистолетного типа (до 8 мм) может пригодиться, особенно при работе с щитами из древесностружечных и древесноволокнистых плит, а также при большом количестве крепежных деталей в виде шурупов и нагелей разного рода.
В книге не приводятся марки ручных электромашин ввиду довольно большого количества образцов, которые к тому же все время меняются, улучшаются и получают при этом новые названия. Весьма различны они и по стоимости – от 50 до 400 рублей. Самое главное – это уяснить принципиальные преимущества и возможности такого инструмента в зависимости от тех целей, которые ставятся при их приобретении и использовании.
Все электромашины требуют заточки и наладки режущих частей – ножей, пил, фрез.
При заточке строгальных ножей необходимо выдержать прямолинейность режущей кромки и угол заточки (30°). На руках нож точно выточить нельзя, поэтому нужно сделать к точилу приспособление, подобное тому, что показано на рис. 8. Править на оселке резец не обязательно.
Поскольку в поперечном пилении нет особой надобности, нужно иметь разные диски только для продольного пиления. Зубья диска разводятся не менее чем на 1/3 толщины, отгиб проверяют приспособлением. Чем диск тоньше, чем легче пилить, тем меньше опилок. Заточка ведется с двух сторон вразноточку с уклоном напильника к плоскости диска на 75‑80° или на плоском наждачном круге со скошенной фаской. Металлорежущие дисковые фрезы, используемые для обработки дерева, затачивают вразноточку с уклоном 60° и для отвода опилок снабжают прорезями через два зуба. Глубина прорезей около 8 мм. Разводить фрезу нельзя – она сломается.
Следует все же отметить, что для серьезных занятий столярным делом наличие циркульной электропилы в наборе инструмента обязательно. Это даст возможность сосредоточить внимание на основном – качестве ручной работы и художественном использовании дерева.
Молотки, киянки, клещи, вспомогательный инструмент (рис. 9). Столярный молоток имеет прямоугольное сечение 27×32 мм, прямую нижнюю кромку и особой формы хвост. Конец хвоста закруглен и заполирован (им притирают фанеру при облицовке изделий шпоном). Молотки эти в продажу не поступают и могут быть выполнены лишь по заказу. При невозможности приобрести такой молоток следует применять молоток с квадратным, а не круглым бойком.
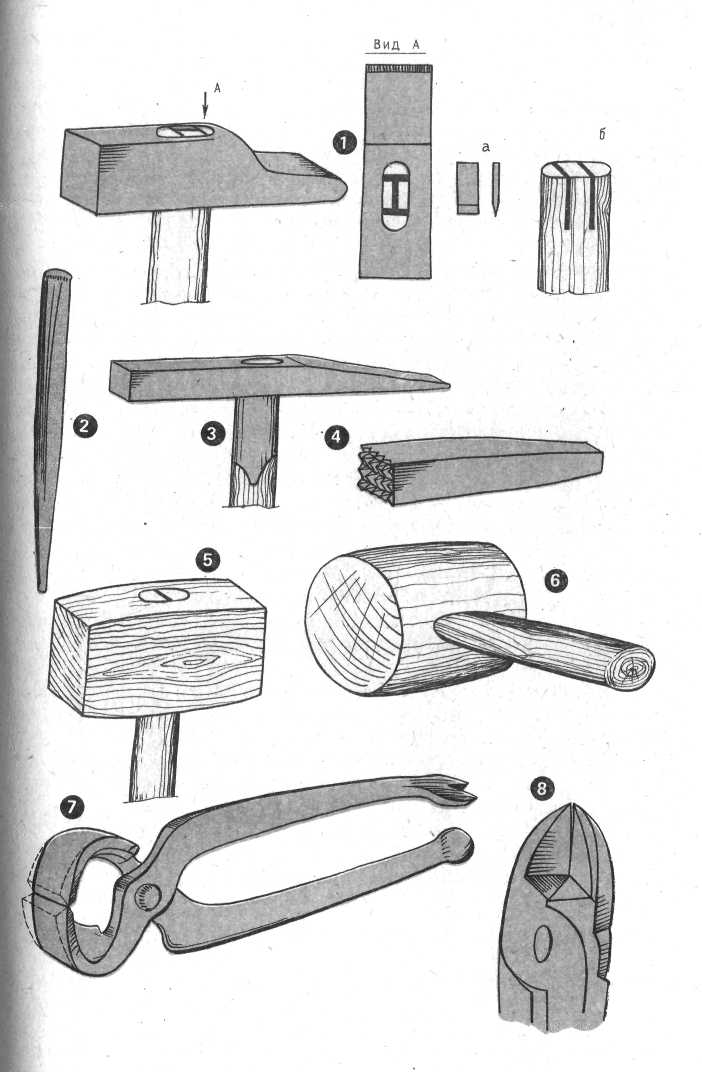
Рис. 9. Молотки, чеканка, киянки, клещи
1 – столярный молоток с притиром: а – клинья; б – пропилы в рукоятке; 2 – добойник (для шпилек); 3 – обойный молоток (применяют и для работы в углублениях) ; 4 – чеканка крупная; 5 – киянка прямая бочковатая из свилеватого дерева; 6 – киянка круглая из стволика твердой породы; 7 – клещи‑кусачки (пунктиром показана часть, подлежащая стачиванию); 8 – кусачки бокорезы
Киянка – деревянный массивный молоток служит для нанесения ударов по деревянным частям инструмента. Делают его из свилеватого прочного дерева, текстолита или ударопрочной пластмассы. Форма киянки может быть цилиндрическая, бочкообразная или прямоугольная. Диаметр ее 8‑10 см, 12‑14 см.
Для забивания гвоздей и шпилек в углублениях изготовляют специальный молоток с тонким и длинным бойком.
Насаживать молоток и киянку следует тщательно, на хорошую прочную рукоятку из кизила, груши, акации. Расклинку забивают в сделанные для этого пропилы (см. рис. 9). Длина рукоятки около 30 см.
Для вытаскивания гвоздей и откусывания их шляпок при изготовлении различных шпилек столяру необходимо иметь клещи‑кусачки . Для этого у клещей размером 180‑200 мм затачивают наостро губки так, чтобы сверху не было никакой фаски. Заточенные таким образом клещи могут ухватить гвоздь, мало выступающий над поверхностью доски, и хорошо перекусывают гвозди. Клещи, имеющие фаску с верхней стороны губок, такой гвоздь не зацепят, а чтобы его вынуть потребуется подрезать дерево вокруг шляпки и, следовательно, поверхность деревянной детали будет испорчена.
Потребность в шпильках в столярном деле бывает довольно большая, например, при работе с установкой раскладок, закрывающих стыки щитовых элементов. Откусывание шляпок гвоздей при изготовлении шпилек в столярном деле обязательно. Использование гвоздей с расплющенными сбоку шляпками – плотницкий прием и применяется в неответственных работах под окраску или при креплении раскладок без клея.
Для забивания гвоздей в углублениях, где имеется опасность замять молотком поверхность изделия, применяют добойник – стальной стержень в виде керна размером 120…150×10 мм с небольшим углублением (ямкой) на тонком рабочем конце. Головка гвоздя или верхний конец шпильки вставляется в это углубление.
Столярные сжимы и струбцины (рис. 10) – этот чрезвычайно важный в столярном деле инструмент часто недооценивают неопытные мастера. А без них невозможно сделать что‑либо качественно.
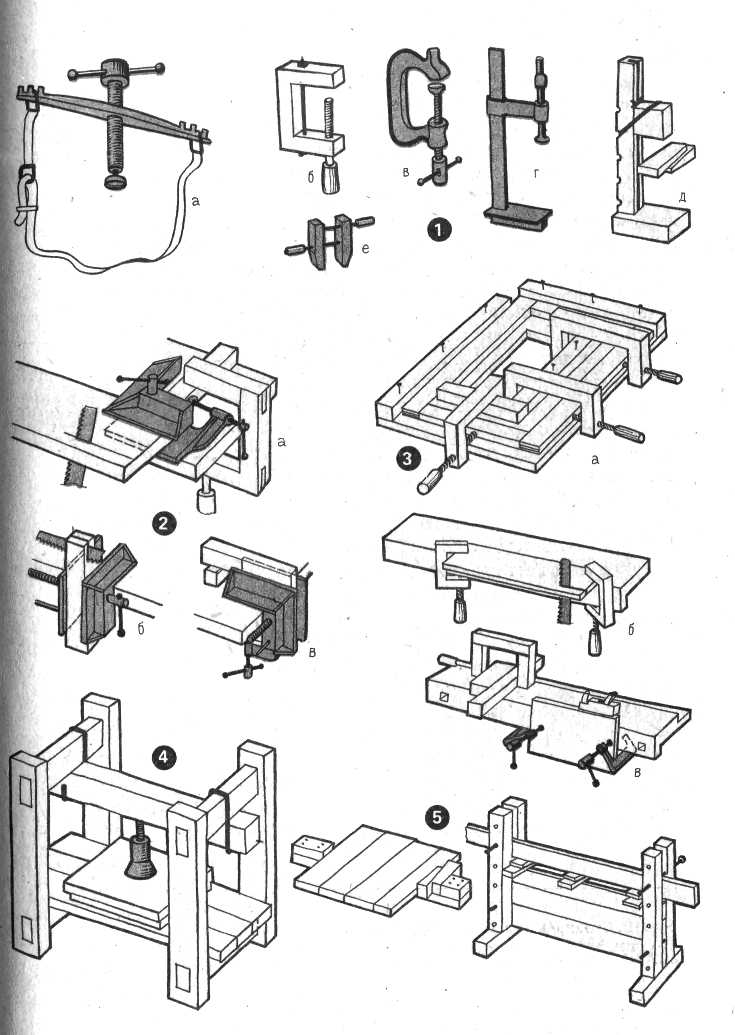
Рис. 10. Столярные сжимы и струбцины
1 – струбцины: а – с ремнем для клиновых и полукруглых обжатий; б – деревянная; в – металлическая; г – металлическая с передвижным упором; д – деревянная с хомутным упором; е – двухщечная металлическая; 2 – приемы использования столярных настольных тисков: а – для продольного пиления; б – для зарезки шипов; в – для строгания кромок; 3 – примеры использования струбцин: а – для склеивания рамок в стусле; б – для продольного пиления; в – для торцевания и строгания кромок; 4 – разборная вайма для склеивания щитков; 5 – цвинги клиновые для склеивания кромок
Струбцины нужны при склеивании, сборке и приладке деталей друг к другу, креплении их к верстаку во время обработки, для прикрепления к столу или верстачной доске всякого рода стусел и приспособлений – уголков, упоров и т. п.
Раньше были распространены деревянные струбцины. Их достоинства – мягкий зажим и небольшая масса при значительных размерах. В настоящее время в продажу иногда поступают деревянные струбцины одного размера – 25 см (внутренняя ширина скобы). Для небольших деталей такая струбцина велика.
Металлические струбцины прочнее, но из‑за мелкой нарезки времени для свинчивания и обжатия требуется больше и есть опасность продавить деталь упором. При сжатии лицевых плоскостей под упор помещают подкладку. При пользовании металлическими струбцинами целесообразно изготовить набор деревянных подкладок с вырезанными под упор гнездами так, чтобы упор входил в гнездо с небольшим усилием. Это облегчает установку струбцины, так как подкладка не спадает с упора. Столяру следует иметь 4‑5 средних струбцин и 4‑5 малых. Целесообразно в металлических струбцинах заменить вороток на продольный рифленый валик: им удобнее работать, чем воротком.
Для больших изделий, которые изготовляют редко, можно обойтись сжимом с клиновым зажатием (цвинга) или изготовить струбцины с переставляемым упором на хомуте. На мебельных фабриках применяются металлические струбцины со скользящим упором – весьма удобные, универсальные. При длинной штанге струбциной такого типа можно зажать практически любую вещь – столешницу, гардероб и т.п.
Струбцинами зажимают детали, которые при сжатии не могут выпучиться из плоскости, поэтому для тонких и широких щитков они непригодны.
Для склеивания щитков, состоящих из прижатых одна к другой ребрами досок, делают специальный сжим, подобный том); который показан на рис. 10. Само сжатие можно выполнять клиньями.
Для сжатия усовых и прямых рамочных соединений применяю специальные устройства, некоторые из них также показаны на рис. К Это самодельные приспособления узкого профессионального назначения, промышленностью они не изготовляются и в магазины не поступают.
Все вышеперечисленные приспособления служат для обжатия кромок и узлов. Для плоскостного обжатия применяют ваймы – винтовые сжимы, составленные из прочных деревянных или металлических рам. Под винты вставляют толстые ровные щиты с прокладками, в которые упираются опорные части винтов. Детали закладывают между щитами. Давление выравнивается с помощью цулаг – прокладок по форме детали. Если обжимают офанерованные щиты, то их складывают в пачку, а между ними прокладывают лист дюраля, чтобы предотвратить возможное склеивание деталей между собой.
Фасонные детали оклеивают шпоном и склеивают между собой с помощью цулаг – промежуточных фасонных прокладок, через которые передается сжимающее усилие.
Для кольцевых круговых обжатий применяют веревки и текстильные ремни. Использовать для этой цели резиновые ленты нельзя, так как они обжимают неравномерно и создают усилия вдоль самой ленты, что приводит к сдвигу деталей и перекосу изделия. Возможно лишь применение резиновых прокладок, используемых в качестве цулаг. Так, удобна для этой цели пористая резина.
Инструмент для затачивания (рис. 11). Затачивание режущих частей инструмента – чрезвычайно важная операция, обеспечивающая чистоту работы и ее легкость. На затачивание ручным способом уходит до 15% рабочего времени. Механические точила резко увеличивают скорость обработки, но дают лезвия, требующие правки на оселке.

Рис. 11. Точильные устройства
1‑4 – формы сечения круглых точильных камней; 5 – насадка камня на шпиндель двигателя; 6 – точило с плоским камнем и подвижным столиком; 7 – то же, с чашечным камнем и поперечным столиком; 8 – точило с длинным шпинделем; 9 – точило с «мокрым» камнем; 10 – формы фасок ножей: а, б – машинные; в – ручной заточки; 11 – точение на катке с зажимом; 12 – снятие заусенца; 13 – заделка камней в деревянный брусок
В современных условиях электроточило нужно иметь в каждом доме, а мастеру оно совершенно необходимо. Ручные механические точила неудобны, требуют больших усилий и для получения надлежащих результатов – работы двух человек.
Точить можно как сухим способом, так и с водой. Водяные точила удобны тем, что инструмент никогда не может быть нагрет до отпуска, но они громоздки, требуют привода, обеспечивающего медленное вращение (50‑100 мин‑1) и больших камней (диаметр 40‑60 см при ширине 4‑6 см), применяемых обычно для промышленных шлифовальных станков. При точении на мокром камне вращение должно быть от себя.
Камень насаживают на ось с обжатием с двух сторон металлическими шайбами через картонные прокладки и затем правят всухую куском карборунда до устранения биения. Правка камней обязательна для любых точил, так как в продажу они поступают со значительным биением. Точить на камне с биением нельзя. Кроме того, правкой помимо выравнивания можно создать узкому камню необходимый профиль при затачивании фигурных ножей и стамесок. Карборунд – самый крепкий точильный камень из всех имеющихся. Незначительно вырабатываясь сам, он легко снимает излишки другого, более мягкого камня.
При смене выправленных камней необходимо замечать рисками их положение относительно внутренней втулки и оси шпинделя или двигателя. Поставив снятый камень обратно в соответствии с рисками или отметками, можно избежать повторного биения. Смена же камней – обычное дело в работе. Если камень сидит свободно, то на ось подкладывают полоски фольги, толстой бумаги. Камни, надеваемые с трудом, следует исправить обтачиванием с помощью узкого камня стенок внутреннего отверстия. Набивать такие камни ударом молотка нельзя – он может разлететься во время работы от невидимой вначале трещины. Насаживая камень, сперва с помощью подкладок под боковые шайбы устраняют боковое биение, которое видно на глаз. Избавиться от бокового биения можно и без правки. Осевое биение выправляется, как было выше сказано. При правке кусок карборунда опирается на массивную подставку. Касание камней должно быть по линии диаметра. Точило при этом прижимают к столу струбцинами или болтами.
В электроточилах камни насаживают на вал двигателя и, следовательно, они имеют ту же частоту вращения, что и двигатель: 1430 либо 2800‑3000 мин‑1. Для точения столярного инструмента предпочтительнее высокооборотный. Здесь даже при слабом нажатии резцом на камень происходит срубание частицы металла зернами камня, при более медленном вращении зерна – срезают металл. При срезании же выделяется больше тепла и больше становится опасность «поджечь» резец.
Электроточило следует оборудовать удобным столиком, дающим фиксированное положение инструмента по отношению к камню с условием образования надлежащего угла заточки. Форма камня (плоский диск, чашечный) влияет на конструкцию столика и его положение относительно камня. Столик должен иметь направляющие, по которым двигается колодка с резцом, прижатым струбциной. На рис. 11 приведены некоторые конструкции столиков к точилам. Если камень меньше диаметра двигателя, то длинные резцы (например, ножи электрорубанка) приходится править на боковой стороне камня, что в общем не рекомендуется, так как нож может вырваться из рук. Поэтому здесь следует соблюдать осторожность и надежно зажимать резец.
При стачивании металла по всей плоскости фаски следует периодически опускать резец в банку с водой, стоящую рядом, чтобы не отпустить металл, а нажатие не должно быть сильным. Можно охлаждать резец мокрой тряпкой при остановленном точиле. Отпущенный металл (это видно по его окраске – цвет побежалости) следует осторожно переточить на 0,5‑1 мм. Если же окрасился один заусенец, то переточки Не требуется. При точении инструмента срезать металл по всей фаске Не следует, камень не должен стачивать фаску в непосредственной близости от острия. Нужно оставить кромку шириной 0,5‑0,8 мм. Этот край затем правится на оселке.
Вращение электроточил – на себя. Наилучший камень – белый электрокорунд средней мягкости, несколько хуже – оранжевый камень. Другие камни имеют специальное назначение, иногда они рассчитаны на работу с эмульсией, и устанавливать их не следует. Камни с очень мелким зерном могут оказаться непригодными для точения всухую и будут лишь лоснить фаску без снятия металла.
Для правки и шлифования вручную режущих кромок необходимо иметь два камня, заделанных в деревянные колодки, чтобы они не двигались под инструментом. Если оба камня смачивают водой, то их можно заделать вместе один за другим; если один из них смачивается маслом или керосином, колодки должны быть раздельными. Точильные камни смачивают обильно, лучше даже опускать их в воду целиком. Первый камень – мелкозернистый (корунд) служит для выравнивания рисок от механического точила и быстрого снятия металла. Второй камень – оселок шлифует кромку резца.
Если посмотреть на резец в лупу, то после первого точения край его представляет собой зубчатую линию, после правки на оселке – линия ровная с небольшими волнообразными выступами, шлифование придает резцу остроту, стойкость в работе и улучшает качество поверхности. Некоторые мастера после оселка правят на ремне с зеленой хромовой пастой подобно бритве.
Для первого подтачивания используют куски шлифовальных кругов красного цвета или прямоугольные цельные бруски оранжевого цвета, поступающие в продажу. Двусторонние бруски менее удобны.
Излюбленным материалом для оселков у столяров является природный шифер. Куски его встречаются в каменном угле. Он мягок, мелкозернист, хорошо снимает заусенец и шлифует кромку. При выработке поверхности камня или при подготовке к началу работы рабочую плоскость куска шифера выравнивают всухую на плоском куске искусственного крупнозернистого абразива. Из шифера можно получить любую форму, необходимую для затачивания фасонных резцов и стамесок.
Особое внимание следует уделять снятию заусенца, так как нож с неотпавшим заусенцем не будет чисто резать дерево и быстро затупится. Чтобы выработать навык определять – остался заусенец или нет, следует каждый раз, проверяя его пальцем, одновременно осматривать нож в лупу. Заусенец снимают шлифованием ножа с двух сторон: со стороны фаски и со стороны спинки.
При плоской фаске, полученной на станке, после шлифования образуется небольшой горб из‑за того, что как бы ни был опытен мастер, всегда имеется незаметное покачивание руки. Поэтому для сохранения угла резания следует снимать фаску на станке под несколько более острым углом (23‑25°). Завал его при правке обеспечит необходимый угол резания – 30° (размеры углов давались при описании рубанков и стамесок, они основаны на теории резания дерева и проверены практикой).
Дата добавления: 2016-02-11; просмотров: 1654;