Обработка древесины инструментом 2 страница
Обычная фанера может быть покрыта пленкой, имитирующей текстуру ценных пород древесины с последующей запрессовкой между стальными полированными листами. Такая фанера называется бакелитовой .
Все эти виды фанеры применяются промышленностью, но в столярной практике неинтересны и обесценивают как изделие, так и работу. Применять ее следует лишь при больших объемах работ, например, при устройстве шкафных перегородок, панелей и т. п.
Современная мебель, так называемая щитовая, выполняется из плит, представляющих собой щит, склеенный из узких реек и облицованный с двух сторон шпоном (см. рис. 2, 5). Это столярная плита (щит). В лучших по качеству плитах рейки склеены без промежутков. Если рейки с прозором (для экономии), то торцы такой плиты должны быть заделаны. Столярную плиту (щит) можно готовить и самому с помощью станка, обеспечивающего равную толщину реек. Столярную плиту обычно отделывают (облицовывают) строганым шпоном с одной или двух сторон.
Похожа на столярную плиту мебельная древесностружечная плита (ДСП), состоящая из склеенной специальным составом стружки и отшлифованная с двух сторон. Облицованная затем шпоном, такая плита наиболее часто применяется для изготовления мебели как у нас, так и за рубежом. Но материал этот значительно хуже столярной плиты: мебельная ДСП требует заделки кромок; в ней не держатся гвозди и шурупы; в нее нельзя врезать обычные замки и петли; она быстро тупит инструмент. Качественной столярной работы с этим материалом в домашних условиях не выполнишь. Строительная ДСП с шершавой поверхностью для столярного дела непригодна.
Инструмент
Общие сведения. Инструмент столяра – предмет его неустанной заботы и гордости. По набору инструмента, по его состоянию и внешнему виду можно судить и о мастере.
Наверное нет нужды доказывать, что плохим инструментом нельзя прилично сделать работу даже и при хороших руках, в то время, как хороший инструмент выручает и не очень опытного мастера. С ним легче приобретаются навыки в работе, приятнее и сам процесс. Если же, к примеру, после каждого прохода рубанка приходится выковыривать набившуюся стружку, то при самой большой охоте работа быстро надоедает, становится в тягость.
Мастера предъявляют к своему инструменту целый ряд общих требований: инструмент должен быть удобным в обращении, легким на ходу, прочным и максимально работоспособным. Это означает, что рукоятки должны быть пригнаны по руке, не наминать мозолей. Размеры инструмента должны обеспечивать наилучший рабочий ход в соответствии с размерами детали, обрабатываемой этим инструментом. Легкость работы обеспечивается подбором материала скользящих плоскостей (граб, клен), обработкой режущих кромок, разводом зубьев. Прочность зависит от насадки, выбора материала для рукояток и станков (бук, береза), точности зажимающих клиньев. Работоспособность связана с качеством режущего металла.
Немалое значение имеет и внешний вид инструмента. Цветные жилки в колодках, полированные и лакированные колодки и ручки, фигурные ручки у фуганков, хромированные стамески – все это не просто украшает инструмент, а создает хорошее настроение, делает более приятной работу. Например, мастера в старину изготовляли рубаночные колодки в виде фигуры льва.
Среди мастеров распространено небезосновательное мнение, что мастерством овладел тот, кто сам может сделать и наладить инструмент. Это верно, но все же самому весь инструмент изготовлять нет необходимости, так как промышленность выпускает различный инструмент – вполне удовлетворительного качества. Так, хороши металлические рубанки Сестрорецкого инструментального завода им. Воскова, прекрасные стамески изготовляет Ленинградский экскаваторный завод и т. д. Деревянный инструмент пока оставляет желать лучшего, но следует заметить, что та подгонка и наладка деревянного инструмента, которая должна быть сделана для успешной работы, увеличила бы его стоимость в три раза. А инструмент у нас исключительно дешев. Наладка же – обязательное условие успешной работали как бы ни были хороши купленные в магазине рубанок или пила, все равно следует точить их, прилаживать по руке, разводить зубья, «строгать» полотно.
Таким образом, мастер должен знать основные требования к инструменту, уметь его выбрать при покупке, учесть эти требования при его изготовлении и наладке.
На количество инструмента – его набор – существуют две точки зрения. Одни считают, что, имея определенное число инструментов, для выполнения нестандартных операций следует наладить какой‑либо инструмент из этого набора. (В частности, этот взгляд оправдывает необходимость универсального инструмента, пригодного для многих операций.) Другие придерживаются мнения, что для нестандартных операций следует изготовлять каждый раз свой инструмент. Это с одной стороны увеличит его набор, а с другой – сделает работу чище, так как инструмент будет специально приспособлен для заданной цели.
Например, маленькую деталь можно обработать обычным инструментом, а можно для этой цели применить специальный инструмент малого размера (рубанок, долото). В первом случае работа будет затруднена тем, что деталь из‑под инструмента не видна и придется делать дополнительные направляющие приспособления, чтобы не перестрогать. Во втором случае обработка детали представляет собой обычный процесс в уменьшенном виде. Уменьшение усилий гарантирует деталь от поломки и т. п. Представляется, что вторая точка зрения более правильная.
При покупке инструмента следует обращать внимание на соответствие его Государственному стандарту (ГОСТ). Если на инструменте имеется штамп соответствия ГОСТ, то это означает его пригодность для профессиональной работы. Инструменты, сделанные в соответствии с ТУ или МРТУ (техническими условиями), – любительского типа и по качеству несколько хуже. Первый инструмент немного дороже.
Разметочный и измерительный инструмент (рис. 3). В столярном деле применяются деревянные угольники и угольники с металлической линейкой – пером. Деревянные угольники делают из твердого дерева. После покупки их нужно просушить в течение 2‑3 мес в комнате. Угольник с металлическим пером после проверки может быть пущен в дело. Проверку выполняют точным слесарным угольником по наружному углу; излишек сострагивают двойным рубанком или притирают на шкурке, закрепленной на столе. Для исправления внутреннего угла применяют приспособление, состоящее из зажатого в тисках верстака резца и ровной планки, прижатой к верстаку, струбциной. Двигая угольник прижатой внешней стороной по планке, резцом снимают излишек с внутренней стороны. Параллельные кромки обеспечат точный внутренний угол. Для разных по размеру деталей необходимо иметь два‑три угольника разного размера, со сторонами 30, 20 и 10 см. В деревянном угольнике линейка должна выступать за торец колодки для того, чтобы ее можно было подстрогать при надобности. Обычно мастера изготовляют угольники сами. Лучшее для этого дерево – клен. Для прочности можно оклеить линейку по кромке рейкой темного твердого дерева (мореный граб), получится красивый инструмент.
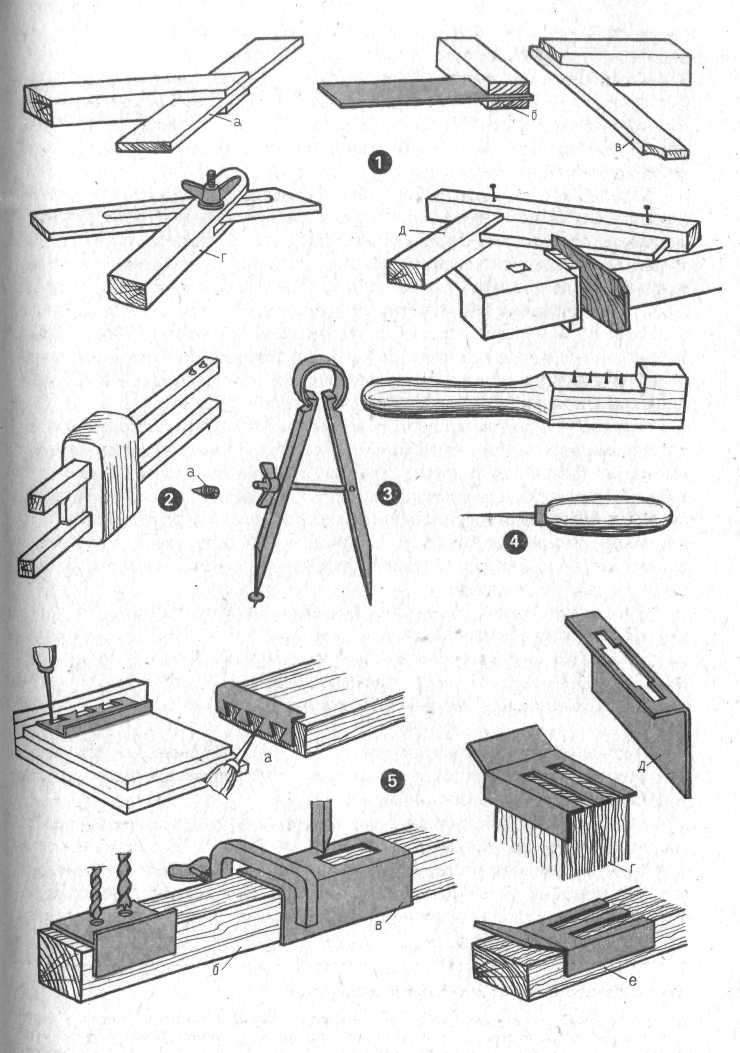
Рис. 3. Разметочный и измерительный инструмент
1 – угольники: а – ерунок (45°); б – прямой с металлическим пером; в – прямой с деревянным пером; г – малка универсальная; д – прием правки пера в верстаке; 2 – рейсмус: а – устройство царапки; 3 – кронциркуль; 4 – шило и гребенка разметочная; 5 – кондукторы разметочные: а – для ящичных шипов; б – для сверления под шканты; в – для долбления под шипы; г – для двойного шипа; д – для замочного гнезда
Слесарные угольники (металлические) хотя и очень точны, но тяжелы, а поэтому неудобны. Неприятно к легкой детали прикладывать измерительный инструмент в 6 раз более тяжелый. Все же следует иметь один такой угольник с пером 15‑20 см для проверочных работ.
Рейсмус с круглыми палочками, выпускаемый промышленностью, неудобен, так как при наладке каждый раз приходится поворачивать их в соответствии с осью колодки. Также неудобна и поперечная заклинка, мала колодка. Если все же воспользоваться таким рейсмусом, то следует заменить палочки на квадратные (лучше всего из рябины), разделав стамеской круглое отверстие на квадратное. Более удобен рейсмус с продольным клинком. К прижимной плоскости колодки рекомендуется привинтить латунную пластинку. При изготовлении новой колодки рейсмуса целесообразно просверлить отверстия под планки на механическом станке. Это обеспечит их строгую параллельность. Царапки лучше выполнить из винтов М4 (диаметр 4 мм), закрепив их в заранее просверленных отверстиях с небольшим натягом. Конец винта обрабатывают на призму ножевидно с небольшим скрутлением. Это позволяет получить четкие риски без разрыва волокон, что случается при конических царапках, выполненных из гвоздей.
Малка – универсальный угольник с подвижной линейкой, зажимаемой винтом. Служит для проверки и расчерчивания косых углов. Малка удобна лишь при надежном зажиме подвижной линейки, в противном случае лучше изготовлять ерунок – косой угольник с линейкой, неподвижно закрепленной под углом 45°. При необходимости расчерчивать иные углы в большом количестве следует изготовлять специальный угольник на нужный угол. Малка каждый раз требует проверки точным шаблоном. Изготовляют такие угольники из твердого дерева.
Разметочные линии наносят тонким прямым шилом или плотницким карандашом с плоским прямоугольным грифелем, не ломающимся при движении. Нельзя применять химические и цветные карандаши: первые при смачивании линии водой или клеем пачкают дерево, вторые – непрочны и ломки. При отсутствии плотницкого карандаша используют чертежный твердости Т или ТМ.
Линейки для большей точности отсчета следует иметь стальные. Метр, линейки в 50 и 20 см, а также штангенциркуль длиной 15‑20 см необходимы для обеспечения точности работы. Для расчерчивания небольших окружностей (до 300 мм диаметром) необходим кронциркуль. Чтобы центральная иголка не врезалась глубоко, следует на его конец напаять шайбу, так, чтобы конец иголки выступал из нее не более чем на 1,5‑2 мм; другой конец кронциркуля затачивают лопаточкой вдоль дуги. Большие дуги чертят с помощью планки.
Для повышения точности и скорости работы при разметке шипов, проушин и т. д. применяют самодельные шаблоны – кондуктора и так называемые гребенки. Их изготовляют из жести, дюраля, латуни. При их изготовлении следует учесть необходимость плотной посадки. Это особенно важно при нанесении таких размеров сопрягаемых частей (например, шипа и проушины), которые обеспечивают плотность соединения, отсутствие перекоса и качания при сухой сборке соединения. Иными словами, расчерчивая карандашом или шилом риски по детали, нужно следить чтобы острие карандаша или шила было плотно прижато к кромке металлического кондуктора. Иначе полученный размер будет меньше размера отверстия в кондукторе. Это отличие тем больше, чем толще металл кондуктора и чем толще шило или карандаш. Целесообразно, выполняя кондуктор для пары, «шип‑проушина», при большом количестве шипов сделать пробные шип и проушину в натуре и затем внести соответствующие изменения в кондуктор или гребенку.
Инструмент для долбления и подрезки (рис. 4,1‑4,9). Стамески и долота служат для долбления гнезд, зачистки кромок и подрезки плоскостей, шипов, проушин, разрезания шпона. Промышленность выпускает долота от 6 до 22 мм с градацией через 2 мм, а стамески от 6 до 20 мм с градацией 2 мм и от 20 до 40 мм с градацией 5 мм. Такой набор достаточен для хозяйственных и строительных работ, для столярных же требуются еще узкие стамески от 1 до 6 мм с градацией через 1 мм.
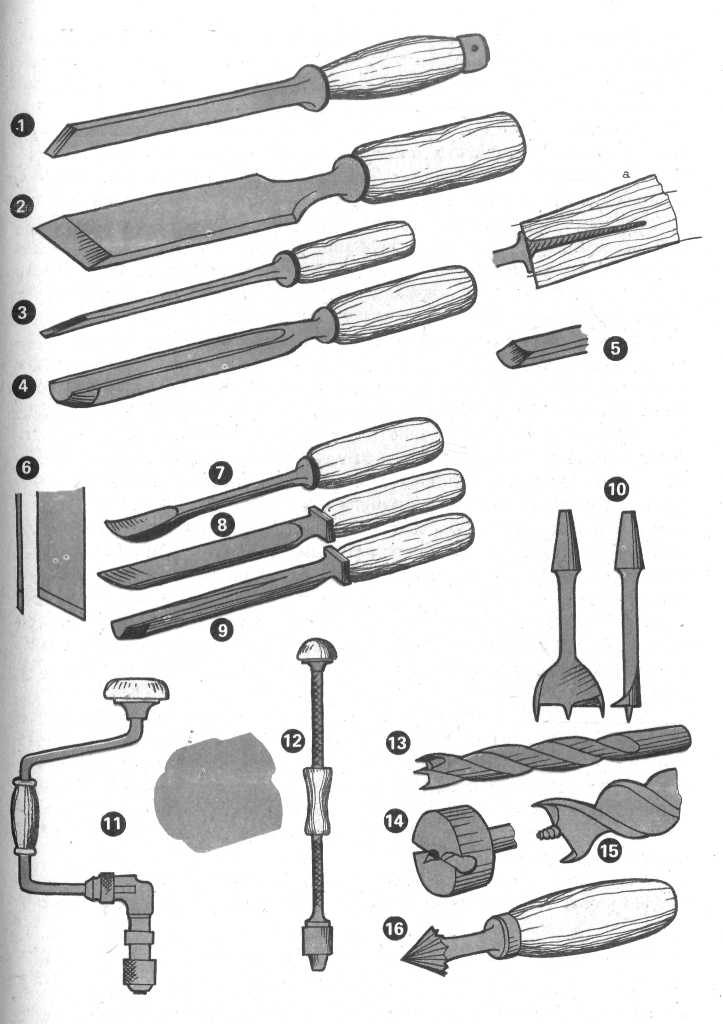
Рис. 4. Инструмент для долбления и сверления
1 – долото; 2 – стамеска широкая кованая: а – вставка хвоста в заготовку штылька; 3 – стамеска узкая; 4 – стамеска полукруглая с внешней фаской; 5 – то же, с внутренней фаской; 6 – плоская резчицкая стамеска; 7 – клюкарза; 8 – скругленная резчицкая стамеска; 9 – уголковая стамеска; 10 – перка; 11 – коловорот; 12 – дрель винтовая ручная; 13 – спиральное сверло по дереву; 14 – пробочное сверло (головка); 15 – спиральный бурав; 16 – зенковка
Долото отличается от стамески большей толщиной и рукояткой с оковкой сверху, предохраняющей дерево от разрушения молотком. В столярной практике сильных ударов не требуется, так как глубокие гнезда обычно сперва рассверливают, а затем уже расчищают. Долбление ударами присуще плотницким работам, тонкие столярные детали можно и расколоть. Поэтому столяру достаточно иметь набор стамесок от 2 до 16 мм и две широкие стамески 25 и 40 мм, а также два долота 6 и 12 мм. Узкие стамески изготовляют из пружинной проволоки, напильников, стачивая их соответствующим образом на наждачном круге. За исключением режущего конца металл следует «отпустить», нагревая на слабом пламени до появления желтизны на зачищенной поверхности стамески (около 160° С). Если этого не сделать, то стамеска получится хрупкой, так как металл напильника закален по всей длине.
Стаместки насаживают на штыльки – деревянные рукоятки прямоугольного сечения с бочковато закругленными кромками. (Круглые рукоятки менее удобны.) Рукоятки необходимо зачистить и отполировать или покрыть масляным лаком. Насадка должна быть параллельна режущей кромке инструмента, это помогает точности в работе. Для штыльков берут прочную вязкую древесину – кизил, бук, свилеватую березу. Чтобы насадить точно, отверстие сперва рассверливают, соблюдая направление ребер, на глубину 1/2 хвостовика, а затем прожигают раскаленным хвостовиком вглубь, немного не доводя до конца. Вбитая таким образом стамеска будет сидеть прочно. Косо вбитые рукоятки исправляют, подрезая излишек с нужной стороны. Поэтому заготовку ручки следует делать несколько большей, чтобы иметь возможность исправления.
Стамески бывают штампованные, вырубные (тонкие) и кованые (толстые). Кованые характеризуются специальным приливом – упором и небольшим утонением пера к режущей кромке. Штампованные – имеют параллельные широкие грани и требуют постановки упорной шайбы, чтобы рукоятка не набивалась на хвостовик при ударах.
Качество стамески зависит от стали и закалки. Остро отточенная стамеска должна без затупления прорубить 15 см букового или дубового бруса. Если сталь заворачивается или крошится – инструмент применять не следует. Иногда можно улучшить металл новой закалкой. Невысокая стоимость стамесок позволяет делать выбор до получения нужных качеств. Как правило, кованые стамески надежнее.
Длину стамесок выбирают исходя из условий прочности: очень длинную и тонкую стамеску легко сломать. Обычно длина режущей части 10‑15 см. Только для некоторых работ, например, при долблении летков в рубанках или фуганках под нож длина пера делается 20‑22 см. Перо в широкой грани должно быть к концу несколько шире (на 1‑2 мм). Клиновидными стамесками трудно работать, они застревают в гнезде и делают работу неряшливой. Угол заточки широких стамесок 20‑25°, узких – 15‑20°. В первом случае ширина скоса должна быть 2,5 толщины, во втором – 3‑3,5 толщины стамески у режущего конца.
Для выборки скругленных выемок применяются полукруглые стамески разного радиуса кривизны – от почти плоских до полукруглых. Затачивают их как снаружи так‑и изнутри, в зависимости от характера предстоящей работы. Кроме того, для несложных резных работ используют стамески с косой кромкой, более короткие и тонкие, а также полукруглые, изогнутые наподобие черпака, так называемые клюкарзы. Этот инструмент промышленность не выпускает, его изготовляют кустарно, кузнечным способом, из колец подшипников, рессор или толстых пружин.
Инструмент для сверления (рис. 4,10‑4,16). Сверлить дерево можно специальными перовыми сверлами (пёрками), представляющими собой лопатку с центром, режущим пером и спиральными буравами, а также сверлами для металла, концы которых перетачивают по специальной форме с прямой режущей кромкой, центром и краевыми подрезателями. Иногда заточенные таким образом сверла продают в магазинах. Переточенное сверло годится для сверления древесины поперек волокон со стороны кромки или пласти доски. Для сверления вдоль волокон сверло затачивают как обычно, но под углом 60°. Обычное сверло на сверло с центром и подрезателями можно переточить на точильном станке с тонким камнем. Затачивать центр нужно очень аккуратно: если он окажется смещенным, то сверло высверлит отверстие больше своего диаметра. Перетачивать таким Образом можно сверла диаметром не менее 7 мм. Более тонкие сверла оставляют с обычной металлорежущей заточкой.
При затачивании перок нужно следить, чтобы краевое перо отстояло чуть дальше от центра, нежели противоположный край с подрезкой лопаткой. В противном случае лопатка будет выдирать волокна с контура отверстия и сверлить будет трудно.
Перки и буравы имеют квадратный хвостовик, способный передавать большие усилия, что необходимо из‑за значительного диаметра высверливаемых отверстий и сопротивления материала. Круглый хвостовик, подобный хвостовику сверла для металла, будет проворачиваться в патроне коловорота. Буравы предпочтительнее двухзаходные (шнековые): ими легче сверлить. Вообще буравом пользуются лишь при необходимости просверлить глубокие отверстия большого диаметра. В столярном деле они применяются редко. Перками можно осуществлять выборку значительных объемов древесины, заменяя ею вырубку долотами.
Станки для зажима и вращения буравов и пёрок называются коловоротами. Патрон коловорота должен быть двухкулачковым так как трехкулачковый слесарный патрон квадратный хвостовик зажать не сможет. Желательно приобретать коловорот с трещоткой, дающей возможность изменять направление усилия при зажиме и перестановке перок и сверл в патроне. Для зажима сверл нужна ручная дрель с патроном до 8 мм. Электродрелью пользоваться не рекомендуется, так как этот инструмент в мягком дереве трудноуправляем.
Поверхности, образованные сверлением, не являются лицевыми; их обычно дополнительно обрабатывают стамесками. Сверление служит лишь для ускорения работы и уменьшения усилий, прилагаемых к детали.
Для выборки выемок применяются так называемые пробочные сверла, не поступающие в продажу. Их можно заменить той же перкой, уменьшив высоту центра. Это даст уменьшение глубины прокола и сохранит целостность поля дерева при расчистке.
Трехгранное шило , необходимое для получения гнезд под шурупы, изготовляют из толстой рояльной проволоки (пружин), старых разверток и тому подобных заготовок. Шило должно быть твердым и прочным, насаженным на крепкую рукоятку с овальным верхним торцом. Трехгранное шило подрезает и выворачивает волокна, тем самым предохраняя деталь от раскалывания. В этом отношении шило лучше тонкого буравчика.
Для сверления отверстий в очень тонких деталях применяют сверла, зажатые в ручной цанговый патрон, ювелирные тиски и т. п.
Зенковка – представляет собой коническую развертку с деревянной ручкой. Ею разделывают отверстия под шляпки шурупов.
Из специальных инструментов для поверхностной обработки дерева следует упомянуть чеканку – квадратного сечения металлический брусок, на одном (рабочем) торце которого нарезаны перекрестные трехгранные канавки, образующие в промежутках пирамидки. Вдавливая эти пирамидки в поверхность дерева, получают вмятины, которые образуют своеобразное «шагреневое» поле. Чеканкой обрабатывают плоскости между резными деталями, зачищенные основания видимых снаружи выемок. Применяют чеканку обычно для обработки твердых пород дерева.
Инструмент для строгания плоскости (рис. 5). В ручной столярной работе для плоскостного строгания применяют несколько типов рубанков: шерхебель, одинарный рубанок, двойной рубанок, полуфуганок, фуганок и т. д. Для строгания задиристых мест и торцевания иногда применяют шлифтик – двойной укороченный рубанок с более круто поставленными ножами. Для обработки узких длинных плоскостей применяют зензубель.
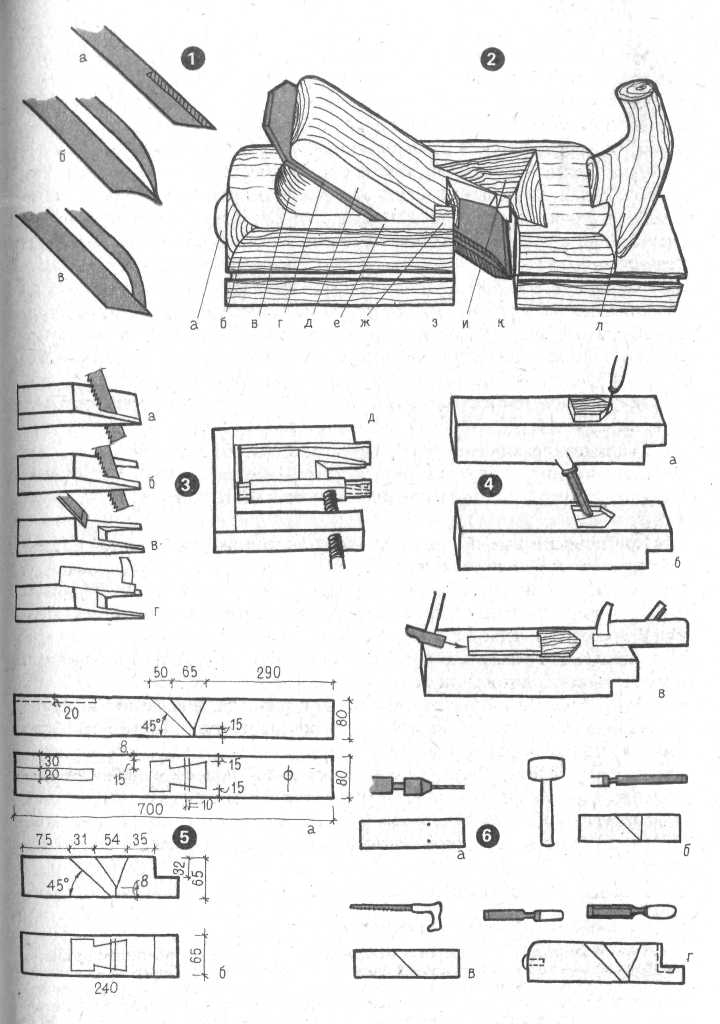
Рис. 5. Устройство рубанков с широким ножом
1 – ножи рубанков: а – одинарный наварной; б – двойной с горбатиком правильной формы; в – то же, неправильной формы; 2 – общий вид рубанка: а – кнопка; б – колодка; в – задний упор; г – нож; д – клинок; е – щечки; ж – заплечики; з – рожки клинка; и – зев; к – пролет; л – рог; 3 – изготовление и подгонка клинка: а, б – пропиливание; в – вырубка; г – подстрагивание; д – подклейка для уширения; 4 – устройство вкладыша: а – разметка; б – вырубка; в – вставка и подстрожка; 5 – разметочные схемы колодок рубанка (б) и фуганка (а); б – последовательность изготовления колодки; а – рассверливание; б – вырубка зева; в – пропиливание заплечиков; г – расчистка
За исключением шлифтика, все эти рубанки имеются в продаже. Принципиальное устройство рубанков одинаково, меняются лишь размеры колодок и ножей. Столяры‑профессионалы используют деревянный инструмент для основной работы, а металлический – лишь там, где имеется опасность испортить подошву струга (строгание твердых торцов, ДСП и недеревянных материалов – оргалита, плексигласа, пластика и т. п.).
Деревянные рубанки легче, лучше скользят по обрабатываемой поверхности. Использование деревянных рубанков объясняется еще и тем, что столяр‑профессионал работает весь день и вынужден экономить силы. С другой стороны, деревянный инструмент довольно быстро изнашивается. При незначительных объемах работы более тяжелый инструмент вполне пригоден.
Литые металлические рубанки, выпускаемые заводом им. Воскова (марка – два соединенных ромба с буквой В), сделаны очень хорошо. Наладка их заключается лишь в заточке и установке ножа. По качеству строгания они нисколько не уступают аналогичным деревянным рубанкам. Рубанки с двойными ножами имеют микроподачу ножа, надежный зажим клина, прошлифованные плоскости скольжения. При наладке лишь приходится иногда срубить заусеницы и мелкие выступы металла. В клинке металлического шерхебеля следует проделать поперечную канавку для опорного шрифта (если ее нет): при сильных ударах о сучки клинок будет реже выпадать. Металлические гнутые колодки других заводов легче, несколько лучше скользят, но менее качественны. Алюминиевые – пачкают дерево.
Так как деревянные инструменты все же составляют основу набора столярных инструментов, а принципиальное их устройство одинаково, то очень важно уметь налаживать деревянные колодки, чтобы обеспечить чистоту строгания, надежный зажим ножа и свободный отвод стружки.
При выборе в магазине деревянных колодок следует убедиться, во‑первых, что заплечики, к которым снизу прижимается клин, сделаны с достаточным напуском, обеспечивающим надежное примыкание рожка клинка по всей его длине, во‑вторых, что отверстие для входа стружки (пролет) с вставленным в него ножом и клином не превышает 1‑2 мм от края щели до конца ножа. Лучше даже, если конец ножа упирается в стенку пролета. При большем размере, учитывая подгонку опорной плоскости – постели к ножу, может потребоваться вкладыш, а это нежелательно для новой колодки. При достаточной толщине щечек летка (более 6 мм) уширение заплечиков можно сделать за счет подрезки (утонения) этих щечек. Небольшие искривления, трещинки в неответственных местах можно заделать.
Следует приобретать колодки с подошвой из граба и клена. Остальные породы мягки, быстро изнашиваются, груша плохо скользит.
Склеенные колодки обычно меньше коробятся при усыхании, чем цельные. Рубанок с короткой колодкой должен иметь впереди рожок, свернутый набок для большого пальца левой руки (колодки с точеной вставной ручкой – хуже). Под ножом расположен полукруглый упор для правой руки (в самодельном инструменте мастера его обычно не делают).
Нужно сказать, что деревянная колодка всегда требует наладки и подгонки по руке; основное внимание нужно обращать на качество обработки летка и его деталей. Так, английские колодки, поступающие в продажу, представляют собой просто прямоугольник – брусок (мастер все доделывает по руке сам), французские – не имеют рожка и лишь немецкие модели оборудованы так же, как и отечественные.
Деревянные колодки следует выдержать дома не менее года для полного высыхания. Если клин зажимает или если он болтается в летке и не полностью упирается в заплечики, не следует браковать колодку. Исправить клин или сделать новый – нетрудно. Если постучать носком колодки нового неналаженного рубанка, в который вставлен нож, закрепленный клином, то почти всегда можно услышать дребезжание. Это происходит от неплотного прижатия клином и неплотного прилегания ножа к опорной плоскости – постели. Обе погрешности исправляются выравниванием опорной плоскости по ножу и подгонкой клина и низа заплечиков друг к другу. Для определения мест подрезки следует намазать нижнюю плоскость ножа и заплечиков мягким карандашом и собрать рубанок. После разборки выпуклые места обозначатся соответственно на опорной плоскости и рожках клина.
Подгонка клина к заплечикам (см. рис. 5, 5) состоит в подрезании стамеской опорной плоскости заплечиков, если она неровная или отличается от другой наклоном, и подстрагивании плоскостей клина. В клиньях с мало выявленными рожками следует их вырезать глубже. Длина рожков – 3,5‑4 см. Угол между плоскостями клина для одинарных рубанков – около 14°, для двойных – около 10°. Более узкий клин крепче зажимается, но с трудом извлекается при переналадке, клин с большим углом вылетает от ударов ножа о сучки и плохо держит нож. Клин должен быть уже летка на 0,5 мм.
Рожки клина не должны выступать за пределы заплечиков, а сам клин вырезается внутри для того, чтобы выходящая стружка скользила по ножу. Необходимо сгладить и подрезать все ненужные шероховатости в самом летке, так как они задерживают стружку и затрудняют строгание. Чтобы рубанок не забивался стружкой, следует переднюю плоскость летка сделать вертикальной (в черновых колодках она почти параллельна ножу). Это увеличивает входную щель (пролет) при подстрожке и фуговании изношенной подошвы, но существенно облегчает выход стружки, и, следовательно, работу. Сохранения надлежащего размера пролета достигают либо подклейкой тонкой фанерки под нож, либо установкой вкладыша. На сильно изношенные подошвы наклеивают целиком пластину граба или клена и прорубают новый пролет, поэтому не следует выбрасывать старые удобные колодки, подошвы которых износились.
Наибольшему износу подвергается предножевая часть подошвы рубанка, за ножом дерево остается нетронутым и образует горб.
Выравнивают подошву рубанком с двойным ножом в направлении от рожка к затылку, снимая очень тонкую стружку. Следует проверить положение боковой, правой по ходу, стороны. Она должна быть выстругана точно под углом 90° к подошве и образовывать с ней прямую линию – ребро, которое следует оберегать от ударов. Ребром удобно проверять точность выструганной плоскости.
Налаженную колодку следует покрыть лаком с трех сторон и торцов. Для лучшего скольжения подошву можно намазать растительным маслом. Подгонка ножа состоит в затачивании его режущей грани под прямым углом к боковому ребру и припасовке горбатика – стружколома (для двойных ножей). Припасовывание – слесарный термин, но он точно соответствует процессу – приладке частей с минимальным («волосяным») зазором. В книге он будет встречаться и в дальнейшем.
Чтобы нож свободно ходил в летке, подтачивают боковую кромку. Ножи, плотно входящие в леток, без зазора, при перемене влажности воздуха могут зажиматься и налаживать их затруднительно. А наладка необходима потому, что новые ножи заточены весьма приблизительно. Угол проверяют слесарным угольником, который должен прилегать к режущей части без просвета. Затем подогнанный по форме нож вставляют в леток и закрепляют клином. Край ножа должен быть параллелен подошве. Небольшой перекос может быть выровнен подвиганием ножа вбок, ударом молотка по верхней части подошвы. В хорошо налаженном рубанке расстояние от острия ножа до края летка для одинарных рубанков должно быть около 3 мм, для двойных и фуганков – около 2 мм (не более 5 толщин стружки). При больших, размерах строгание не получится чистым.
Сущность строгания заключается в том, что подрезанная ножом стружка отщепляется от доски, а затем при движении рубанка перерезается и выводится в леток. Чем дальше от конца ножа отщепится стружка, тем менее чистой будет поверхность. Поэтому, чем уже щель для входа стружки, чем менее сношена плоскость перед ножом и чем плотнее прижатие отщепившейся стружки к доске этой плоскостью, тем строгание чище. Отсюда становится ясной необходимость поддержания в надлежащем состоянии предножевой плоскости, острия ножа и ширины входной щели.
Чем круче заламывается стружка при входе в щель летка, тем легче она перерезается и тем меньше получается длина отщепа. Для увеличения крутизны залома стружки к ножу приделывают накладку, называемую горбатиком, или стружколомом. Рубанок с таким двойным ножом называется двойным. Двойные ножи также у фуганков, полуфуганков и щлифтиков. Иногда у прямого зензубеля ставят двойной нож. Чем ближе горбатик придвинут к острию ножа, тем чище строгание, так как стружка быстро заламывается и отрезается, но тем сильнее сопротивление древесины. Горбатик не только заламывает стружку, он служит и для ее отвода, обеспечивает направление движения. Поэтому он также требует приладки. Передняя часть горбатика в сечении должна иметь плавный изгиб, а самый конец должен плотно прилегать к поверхности ножа, будучи прижатым винтом. Просветов не должно быть, так как в них будет попадать тонкая стружка и застревать там. Необходимую форму придают обтачиванием на наждаке и напильниками. Просвет между горбатиком и ножом должен быть в пределах 1,5‑2,5 мм. Под выступающим концом винта в клине необходимо вырезать лунку, иначе клин будет плохо зажимать. Ширина горбатика не должна превышать ширины ножа. Выпуклую часть горбатика следует прошлифовать тонкой шкуркой.
Дата добавления: 2016-02-11; просмотров: 1011;