Информативность результатов пассивного производственного эксперимента
Производственный процесс можно рассматривать как определенную систему большого числа разнообразных входных и выходных параметров, анализ изменения значений (колебаний) которых и составляет сущность проведения пассивного эксперимента. Для анализа производственного процесса последовательность технологических операций удобно представлять в виде схемы вероятностного процесса перехода от одной операции к другой (рис. 7.1).

Рис. 7.1. Вероятностная схема представления технологического процесса
Система вероятностного перехода от одной операции к другой позволяет выявить наиболее критичные (с точки зрения дефектности) технологические операции и на основании анализа дефектов на этих операциях принять меры к повышению их качества, а значит, и процента выхода годных изделий на этих операциях. Величина вероятности (р12, р23,..., р(п-1)п) перехода от одной технологической операции (Оп1, Оп2,..., Опn-1) к другой определяется экспериментально, как отношение числа годных изделий на выходе i-й технологической операции к общему числу изделий, поступивших на вход i-йоперации. Таким образом, анализ производственного процесса может производиться лишь в том случае, если задано требуемое значение функции отклика на i-й операции yТР, имеется его замеренное фактическое значение уi факт, а также известны управляемые факторы Xi i-и технологической операции, при изменении значений которых можно получить необходимое значение уi факт.
Аналогично можно формализовать и процесс контроля. Сущность его сводится к измерению фактических значений функций отклика или факторов xi факт, сравнению их с требуемым значением Хi тр, оценке допустимости отклонений хi факт - Xi tp = Δx. При этом на каждый контролируемый параметр, например Xi, устанавливается допуск ε, чтобы отклонения фактических значений от требуемых значений находились в пределах допуска ± ε, т. е. 
Применяя статистический анализ интересующих исследователя параметров процесса на конкретных технологических операциях, можно получить распределение этих параметров после конечной операции. При этом часто распределения выходных параметров на каждой технологической операции, являются параметрами готового изделия и характеризуют его качество. Эти параметры качества несут наиболее интересную информацию о технологическом процессе при проведении пассивного эксперимента в производственных условиях.
В любом процессе возникают погрешности, из-за которых значения параметров качества изделий могут отличаются от требуемых. Такие разнообразные по своей природе и значимости производственные погрешности разделяют на три вида:
- случайные погрешности, появление которых можно предсказать только с некоторой вероятностью. При этом ни величину, ни знак отклонения параметров качества от номинала невозможно предсказать с полной определенностью;
- систематические погрешности можно предсказать точно. Систематические погрешности обычно делятся на постоянные и закономерно изменяющиеся;
- грубые ошибки («промахи»), зависящие от ошибок операторов, неправильно рассчитанных технологических режимов и т. д.
В производстве все погрешности проявляются в совокупности и вызываются в основном следующими факторами:
- погрешностями в работе технологического оборудования, обусловленными дефектами электрических, механических и оптических узлов установок;
- погрешностями инструмента, обусловленными его износом, отклонениями от требуемой конфигурации; эти факторы часто являются причиной, вызывающей закономерно изменяющиеся во времени производственные погрешности;
- неточностью приспособлений и технологической оснастки, обусловленной в основном недостаточной их жесткостью, нарушением конфигурации и размеров, неправильной установкой в оборудовании и т. д.;
- неоднородностью электрофизических, механических и прочих свойств материалов и заготовок изделий;
- субъективными ошибками оператора
- метрологическими ошибками
Погрешности параметров качества технологического процесса и, в конечном итоге, его продукта и стабильность этих параметров - один из главнейших критериев качества процесса. Аналитическое или графическое описание взаимодействия (или взаимного влияния) технологических факторов производства и параметров качества изделий представляет собой, как правило, стохастическую модель технологического процесса, так как описывает статистическую связь между ними. Эта модель может использоваться для решения широкого круга технико-экономических проблем, например:
- оценки точности технологии в целом и на отдельных операциях;
- оценки стабильности (или устойчивости) технологического процесса;
- выявления степени и характера влияния различных факторов на точность параметров качества и стабильность технологических процессов изготовления изделий;
- расчета и технико-экономического обоснования межоперационных допусков на параметры качества изделий;
- выявления рационального уровня настройки и стабильности работы технологического оборудования, инструмента, оснастки и получения объективных данных для их модернизации и проектирования новых образцов;
- получения данных для оптимизации технологических процессов по их математическим и физическим моделям.
Планирование эксперимента и методы оптимизации параметров процесса
Основной целью проведения современного эксперимента с позиций производителя продукции является разработка математической модели, адекватно описывающей процесс и позволяющий, в конечном результате, осуществлять его управление. Именно с помощью такой модели можно эффективно управлять производством, оперативно изменяя его параметры в соответствии с запросами потребителя и обеспечивая выпуск высококачественной продукции.
При этом исследователь должен:
1) обеспечить высокую надежность и четкость интерпретации результатов экспериментальных исследований;
2) составить четкую и последовательную логическую схему построения всего процесса исследования: что, когда и как нужно делать;
3) максимально формализовать процесс разработки модели и сопоставления экспериментальных данных различных опытов одного и того же объекта исследований с целью широкого применения электронно-вычислительных средств.
Всем перечисленным требованиям отвечают статистические методы планирования эксперимента, являющиеся одним из эмпирических способов математического описания и оптимизации сложных процессов. Начало математическому планированию экспериментов положено в 30-40-х годах.
При планировании эксперимента рассматриваются только такие объекты, для которых выполняются требования воспроизводимостии управляемости. Первое требование означает, что при повторении эксперимента при одних и тех же значениях входных параметров результаты эксперимента имеют разброс, не превышающий некоторой заранее заданной величины (т. е. требований к точности эксперимента). Второе требование означает, что объект исследования должен быть управляемым, т.е. эксперимент - активным.
Планирование эксперимента состоит в процедуре выбора числа и условий проведения опытов, необходимых и достаточных для решения поставленной задачи с требуемой точностью. При этом обеспечивается следующее:
• одновременное варьирование всеми переменными по специальным правилам;
• использование математического аппарата, формализующего многие действия экспериментатора;
• выбор четкой стратегии, позволяющей принимать обоснованные решения после каждой серии экспериментов;
• минимизация общего числа опытов.
Наиболее часто требуется установить количественную связь между значением выходного параметра и факторами, от которых он зависит. Такой эксперимент называется интерполяционным.
В этом случае для описания объекта исследования удобно пользоваться кибернетической схематизацией, представляющей объект исследования в виде «черного ящика» (рис. 14.1). Стрелки справа, обозначенные уь изображают функции, результаты процесса характеристики целей исследования, т.е. «параметров оптимизации». Встречаются и другие названия: «критерий оптимизации», «целевая функция», «выход черного ящика», «функция отклика»или просто «отклик» и т.д. Все способы такого воздействия на объект исследования (входы «черного ящика») обозначены хi, и называются «факторами», «независимыми переменными». Совокупность возможных значений всех факторов можно рассматривать как k-мерное «факторное пространство» с координатами (  ).
).
Для решения задачи необходимо создать математическое описание процесса, то есть математические модели, связывающие параметр оптимизации с факторами обычно представляется в виде полинома, где У - функция отклика, а Х1, Х2, Хз,..., Хн- факторы исследуемого процесса. Процесс проверки степени соответствия математической модели описываемому процессу называют «проверкой адекватности», а полученную модель - «адекватной».
Каждый фактор может принимать в опыте одно из нескольких значений. Эти значения называют «уровнями». Всякий фактор имеет определенное число дискретных уровней. Фиксированный набор уровней факторов (т.е. установление каждого фактора на некоторый уровень) определяет одно из возможных состояний «черного ящика». Одновременно это есть условия проведения одного из возможных опытов. Перебор всех возможных наборов состояний дает полное множество различных состояний данного «ящика», т. е. число возможных различных опытов. Число различных состояний получается путем возведения числа уровней факторов в степень числа факторов k.
Выбор параметра оптимизацииопределяется тем аспектом, который в конкретном случае представляет наибольший интерес.
Параметры оптимизации могут быть весьма разнообразными:
- экономические: прибыль, себестоимость, рентабельность и т.п.;
- технико-экономические: производительность, эффективность, долговечность, надежность и т.п.;
- статистические: характеристика распределения, дисперсия, стандартное отклонение;
- чисто технические: размер, характеристика механических свойств и т.п. При механической обработке могут выбираться такие параметры оптимизации, как стойкость режущего инструмента, точность базирования, точность обработанных поверхностей, шероховатость поверхности детали и т. п.
Параметр оптимизации должен удовлетворять следующим требованиям.
1. Быть количественным, т. е. всегда задаваться числом. То множество значений, которые может принимать параметр оптимизации, называется областью определения. Если нет способа измерения параметра оптимизации или он не может быть количественно зафиксирован, необходимо провести его ранжирование, то есть присвоение рангов по заранее выбранной шкале.
2. Быть однозначным в статистическом смысле,т. е. заданному набору значений факторов должно соответствовать с точностью до ошибки эксперимента определенное значение параметра оптимизации.
3. Быть простым, иметь физический смысл, легко вычисляться и выражаться одним числом.
4. Оценивать действительную эффективность функционирования системы или качество объекта, т.е. задача эксперимента должна ставиться корректно.
5. Обладать по возможности универсальностью и полнотой, то есть всесторонне характеризовать объект исследования, что выполняется далеко не всегда. Например, часто характеристики качества вступают в противоречие с экономическими аспектами.
Выбор факторов играет важнейшую роль в построении математической модели, см. § 3.4
Если какой-либо существенный фактор окажется не включенным в совокупность управляемых исследователем условий проведения экспериментов, и при этом его уровень не будет контролироваться, то это может привести к значительным погрешностям результатов. Если неучтенный фактор произвольно принимал случайные значения, а информация об этом не была зафиксирована, это также значительно увеличит ошибку опыта. При поддержании фактора на некотором фиксированном уровне (не задействован в эксперименте) может быть получено ложное представление об оптимуме, так как при другом фиксированном уровне этого фактора оптимум параметра оптимизации может сместиться.
При планировании эксперимента факторы должны быть управляемыми (активный эксперимент). Нужно знать последовательность действий (операций), с помощью которых устанавливаются конкретные значения (уровни) фактора («операциональный» фактор).
Дополнительные требования предъявляются к совокупности факторов:
1. Требованиесовместности: все комбинации факторов должны быть осуществимы и безопасны. Если это требование не выполняется,необходимо разбить область определения факторов на диапазоны, «блоки».
2. Требование независимости, «некоррелированности», «ортогональности» факторов. При существенной связи между рассматриваемыми факторами (явление «мультиколлинеарности») не удаётся получить достоверной математической модели
Методология планирования эксперимента
Ещё перед планированием эксперимента в области, содержащей экстремум параметра оптимизации, когда ещё нет достаточной априорной информации, исследователь должен хотя бы приблизительно представлять форму поверхности отклика, чтобы «добраться» до этой области экстремума. Поэтому часто процедура планирования эксперимента проводится в два этапа.
Первый этап - поисковый, «предпланирование» эксперимента нахождение области экстремума и получение качественного представления о форме поверхности отклика. На этом этапе обычно выбирают достаточно узкие пределы варьирования факторов, что позволяет адекватно отразить поверхность отклика в этих пределах линейной моделью.
Второй этап проводят для последующей более аргументированной «интерпретации модели», выбора модели, наиболее точно описывающей поверхность отклика в области экстремума.
Для наглядности рассмотрим поверхность отклика для эксперимента с двумя факторами. По одной оси координат будем откладывать в некотором масштабе значения (уровни) одного фактора, а по другой оси — второго, а по третьей - значения отклика. В этом случае поверхность отклика Б в факторном пространстве будет выглядеть так, как это показано на рис. 14.2.

Рис. 14.2. Графическое представление поверхности отклика в факторном пространстве [19]
Для двух факторов наглядное представление о поверхности отклика можно получить путем её сечения плоскостями, параллельными плоскости Х1Х2 и проецирования полученных в сечениях линий на эту плоскость. Получаются так называемые линии равных уровней, или, в нашем случае, линии равного отклика,каждая из которых соответствует постоянному значению параметра оптимизации.
В силу того что невозможно измерить отклик при каждом сочетании факторов, необходимо выбрать такую стратегию, которая приближала бы к оптимуму. Для этого используется так называемый шаговый принцип предпланирования эксперимента. Предположим, что оптимум существует и что поверхность отклика непрерывная, гладкая и имеет единственный оптимум. В большинстве случаев в области резания, металлорежущих станков и инструментов, в технологии машиностроения такое предположение, как показывает практика, справедливо. А если это так, то можно представить изучаемую функцию в аналитическом виде.
Варианты шагового принципа предпланированияэксперимента представлены ниже, см. …4.4.
Построение интерполяционной моделиявляется завершающим, этапом планирования в области экстремума. Как правило, необходимо последовательно повышать степень полинома и рассчитывать коэффициенты модели до тех пор, пока не будет достигнута её адекватность. Поэтому в планировании эксперимента общепринята такая процедура: вначале выбирают простейшую модель (обычно линейную, т.е. модель первого порядка) и находят для нее коэффициенты. Подставляют в эту модель значения параметров и рассчитывают отклик у. Затем по специальным формулам статистики проводят оценку адекватности модели (формулы рассматриваются далее). Если адекватность доказана, то эксперимент считают завершенным. Если же адекватности нет, берут следующий по порядку полином и снова после расчетов оценивают адекватность. Увеличение порядка полинома проводят до тех пор, пока не будет достигнута адекватность модели или, если число членов в усложненной полиномиальной модели превышает число экспериментов, проводят дополнительные эксперименты. В некоторых случаях, если проведение самих экспериментов не связано с большими расходами, а бблыпую часть расходов составляет подготовка условий для проведения экспериментов, поступают в обратном порядке. Проводят избыточное число экспериментов, берут за основу модель высокого порядка и выполняют расчеты коэффициентов модели и оценку адекватности, поэтапно упрощая модель до тех пор, пока не будет достигнут предел точности получения экспериментальных данных.
Для описанной процедуры рекомендуется выбирать модель в виде степенных функций следующего вида (такого типа функции часто применяют при исследовании процессов резания):
Приведенную модель иногда записывают в логарифмическом виде:

а после вычислений производят потенцирование. Это позволяет при расчете коэффициентов модели использовать приемы расчета, отработанные для полиномов. С помощью специальных формул, о которых будет идти речь далее, по результатам экспериментов рассчитывают постоянные коэффициенты Со, Сь Съ С3 и С4.
Очень удобным видом модели являются полиномиальные модели, которые позволяют выявить влияние на параметр оптимизации не только отдельных факторов, но и их взаимодействие. Полиномиальные модели именуются по наибольшей степени фактора в полиноме:
• модель нулевой степени у = й0;
• первой степени у = Ьо + Ьхх{ + Ъ2х2\
• второй степени у = 60 + Ьххх + Ь2х2 + ЬХ2ххх2 + Ъхххх + Ъ22х\\
• третьей степени у - Ьо + Ьххх + Ь2х2 + ЬХ2ххх2 + Ьхххх + Ь22х2 + + ЬХХ2х\х2 + bmxxxl + Ътх\ + Ь222х2\
Чем сложнее функция отклика, тем более высокий порядок полинома приходится использовать для достижения требуемой точности математического описания исследуемого процесса. Как правило, функция отклика нам неизвестна, но мы предполагаем (на основе теории, литературных данных, но лучше всего — на основе проведенных однофакторных экспериментов), что ее приближенно можно описать одной из представленных выше формул. Операция замены неизвестной функции по некоторой совокупности экспериментальных откликов другой функцией, условно говоря, эквивалентной, называется аппроксимацией, т.е. мы аппроксимируем неизвестную функцию полиномом. На рис. 14.7 представлен пример уменьшения погрешности аппроксимации экспериментальных данных по мере увеличения порядка полиномиальной модели. Как видим, чем больше членов в полиномиальной модели, тем более точно она отражает экспериментальные результаты. Однако, как будет показано в дальнейшем изложении, с увеличением числа членов необходимо провести большее число экспериментов, чтобы найти значения коэффициентов.
Необходимо отметить еще одно обстоятельство. Как ни странно на первый взгляд это звучит, существует понятие «чрезмерной (или неоправданной) точности». Дело заключается в том, что при любом экспериментальном исследовании есть некоторая ошибка
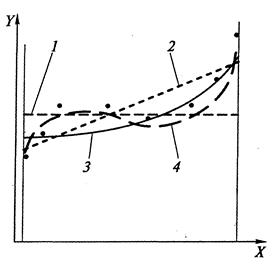
Рис. 14.7. Примеры аппроксимации экспериментальных точек (•) полиномами нулевого (i), первого (2), второго (3) и третьего (4) порядков [19]
Выделим основные этапы планированияэксперимента в области экстремума:
- выбор вида математической модели, которую планируется получить в результате эксперимента;
- разработка плана эксперимента, порядка проведения опытов, числа дублей,
- собственно эксперимент (отработка методики экспериментирования, оценка погрешностей, реализация плана опытов, оценка достоверности опытов).
- обработка результатов наблюдений, построение модели, анализ, обобщение, при необходимости планированиеэксперимента для совершенствования модели.
План эксперимента в этом случае определяет расположение экспериментальных точек в k-мерном факторном пространстве или, другими словами, условия для всех опытов, которые необходимо провести. Обычно план эксперимента задается в виде матрицы планирования, каждая строка которой определяет условия опыта, а каждый столбец - значения контролируемых и управляемых параметров в исследуемом процессе, т. е. значения факторов, соответствующих условию опыта.
В последний столбец матрицы заносят значения функции отклика у полученные экспериментальным путем в каждом опыте, проведенным в соответствии с условиями, указанными в строках матрицы планирования эксперимента.
Планирование эксперимента начинают с выбора центра плана, т. е. точки, соответствующей начальному значению всех используемых в эксперименте факторов (х10, х20, хk0) в окрестностях которой в дальнейшем ставится серия планируемых опытов. Очевидно, что начальным значениям факторов будет также соответствовать начальное значение функции отклика у0. Центр плана обычно выбирается на основе априорных сведений о процессе. Если же их нет, то обычно в качестве центра плана принимается центр исследуемой области.
Значение факторов в каждом опыте, в случае применения матрицы планирования эксперимента, отличается от начального их значения xi0 на величину интервала варьирования ΔХi. Одним из важнейших предварительных условий успешного проведения эксперимента с целью разработки математической модели, адекватной исследуемому процессу, является выбор оптимальной величины интервала ΔХi.
Предположим, что исследуемая функция Y=f(X1) имеет вид, приведенный на рис. 4.1. Если выбрать ΔХ1 небольшим (ΔХ1'), то при анализе результатов эксперимента можно придти к. ошибочному выводу о том, что его влиянием на функцию отклика можно пренебречь и при дальнейшем проведении эксперимента - исключить. Интервалы варьирования по каждому фактору ("управляемой" или "независимой" переменной Хi) должны выбираться настолько большими, чтобы приращение величины выходного параметра (функции отклика) Y к базовому значению у0 можно было бы надежно выделить на фоне «шума», создаваемого исследуемым процессом, при небольшом числе параллельных опытов. На рис. на примере линейной зависимости функции отклика Y от одного фактора Х1 показано, что с увеличением интервала варьирования ΔХ1 увеличивается "зона неопределённости"
книга?
, но одновременна увеличивается приращение функции Y.
Рис. 4.4. Влияние размера интервала варьирования на точность определения зависимости Y=f (X) [20]
Но при увеличении ΔХi увеличивается другая опасность - получение неадекватной модели. Так выбор слишком большой величины интервала варьирования (ΔХ"1)приводит к необходимости замены нелинейной модели линейной, см. рис. .
Рис. 4.1. Вид исследуемой функции (кривая 1) и два варианта выбора шага эксперимента: ΔXi - заниженная величина; ΔXi" - завышенная величина [20]
Правильный выбор оптимальной величины интервала варьирования зависит от уровня знаний экспериментатором исследуемого процесса. При недостатке таких знаний руководствуются правилом, что интервал варьирования должен быть в пределах 0,05... ... 0,3 от диапазона варьирования исследуемого фактора.
Для удобства обработки результатов опытов, проводится преобразование текущих значений учитываемых в эксперименте факторов (xi) к безразмерным величинам (xiб=  )
)
 (4.1)
(4.1)
где Xoi - базовое или начальное значение i-го фактора в центре плана; ΔXi - значение интервала варьирования по i-му фактору; xi - текущее значение i-го фактора.
Значения каждого фактора, которые принимаются для постановки опытов, называются уровнями варьирования данного фактора. Верхний уровень варьирования  в кодированном (безразмерном) виде всегда будет обозначаться Z = +1; нижний уровень варьирования
в кодированном (безразмерном) виде всегда будет обозначаться Z = +1; нижний уровень варьирования  в кодированном виде будет обозначаться Z = -1; нулевой уровень, то есть середина области варьирования ( + )/2 будет обозначаться Z = 0. Таким образом, в кодированной системе значения факторов находятся в пределах:
в кодированном виде будет обозначаться Z = -1; нулевой уровень, то есть середина области варьирования ( + )/2 будет обозначаться Z = 0. Таким образом, в кодированной системе значения факторов находятся в пределах: 
Например, пусть базовое значение одного из факторов исследуемого процесса равно Х = 400 ед. При этом шаг варьирования по этому фактору ΔX = 50 ед. Пусть варьирование значений фактора относительно его базового значения проводится на двух уровнях: Xmax= 450 ед, Xmin= 350 ед. Переходя от абсолютных значений рассматриваемого фактора к безразмерным его значениям, получим в соответствии с (4.1) для верхнего уровня рассматриваемого фактора Zmax= (450 - 400)/50 = + 1, а для нижнего - Zmin = (350 - 400)/50= -1. Координаты центра плана равны нулю и совпадают с началом координат. При составлении матрицы планирования эксперимента верхний и нижний уровни переменных для упрощения записи заменяют символами (+) и (-).
Непременным условием правильного построения модели является её гомоскедастичность (однородность дисперсий yi в различных точках плана). Проверку гомоскедастичности проводят на основе критериев Кохрана, Бартлетта и им подобных, см. 3.3 на этапе первоначальной обработки результатов или предполагают её наличие на основе априорных сведений.
Разработку модели процесса обычно проводят по принципу «от простого к более сложному», то есть, если нет иных априорных представлений, начинают с предположения, что имитируемая модель исследуемого процесса является линейной и имеет вид полинома 1-го порядка.
 (4.2)
(4.2)
Если после обработки и анализа результатов эксперимента выяснится, что сделанное предположение о линейности модели является ошибочным, переходят к планированию эксперимента из предположения, что эта модель может быть представлена полиномом 2-го порядка и т. д. до тех пор, пока не будет разработана модель адекватная исследуемому процессу.
Дата добавления: 2016-01-26; просмотров: 2080;